目前常用的钢轨焊接方法主要有闪光焊、气压焊、铝热焊和窄间隙电弧焊,其中闪光焊应用最为广泛,在国内外的钢轨焊接中,除日本外80%以上采用闪光焊接方式。一些型号的道岔钢轨件在厂内制造过程中,也需要采用闪光焊接方法以达到要求,例如国产GLC(06)01道岔的模锻翼轨,法国Cogifer道岔的摇篮型翼轨,德国BWG道岔的心轨、叉跟尖轨等的厂内制造过程中都需要闪光焊接方法。新铁德奥道岔有限公司(简称CNTT)生产的道岔采用德国BWG道岔技术,行业内统称为CN系列道岔。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2011年我国开始对包括CN道岔在内的高速道岔厂内生产制造过程实施驻厂质量监督。
目前CN道岔厂内心轨、叉跟尖轨闪光焊接采用固定式闪光焊接方式,闪光焊接后在质量检验时会发现个别质量问题,如心轨铣削后焊缝处轨顶面平直度超差、焊缝位置轨腰处裂纹、叉跟尖轨焊缝内部组织存在马氏体等。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 焊缝处轨顶面平直度超差
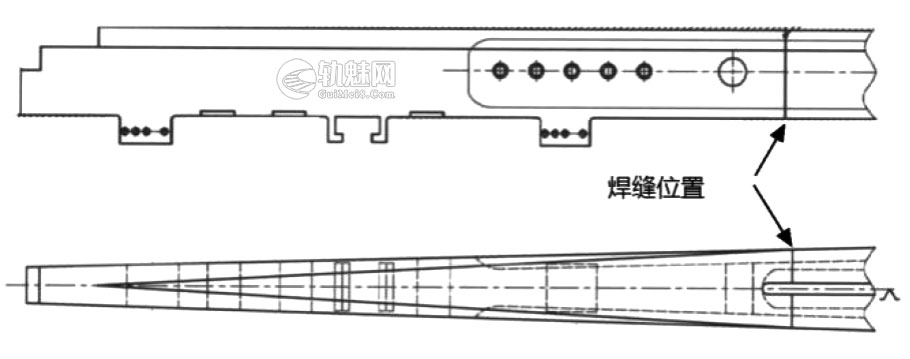
厂内心轨闪光焊后需对锻制叉尖及焊缝部位进行铣削。《CN道岔制造技术条件》(TB/T3434-2016)规定,焊缝处轨顶面车轮运行部位平直度要求在-0.2~0.2mm/m之间。检测焊缝轨顶面铣削后的平直度,较易出现超差现象,大多数超差现象为小于-0.2mm/m,即焊缝处低凹。焊缝位置详见图1。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
出现焊缝处轨顶面平直度超差的原因有:①焊接时两根钢轨出现上下位置错台;②焊缝处铣削光带过窄,铣削不到位;③辙叉预组装过程,焊缝处钢轨顶调不足或打磨过度;④长/短心轨焊接轨原材料轨高偏低。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
经过现场试验、数据分析,制定的相应措施包括:①提高焊接精度,减小钢轨件焊接前对接时的相对位置偏差;②优化铣削工序,根据每根焊接轨件的实际高度调整铣削进给量;③严格控制焊缝处钢轨上下顶调量,顶调打磨工序相互协调配合,防止打磨过度;④采购轨高为正差的长/短心轨焊接轨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
经统计,措施执行后,焊缝处轨顶面平直度超差问题发生率由42%降至2%,有效解决了焊缝处轨顶面平直度超差问题。
2 焊缝位置轨腰处裂纹
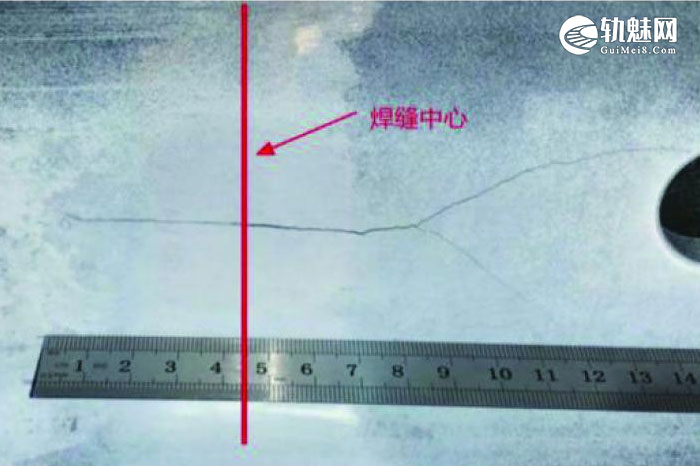
在心轨闪光焊接后自然放置过程中,焊缝位置轨腰处曾出现肉眼可见裂纹现象,裂纹沿钢轨水平方向发展,见图2。
经过查看焊接设备,焊接参数如顶锻力、电流、位移等数据设置,均符合焊接工艺作业指导书要求。
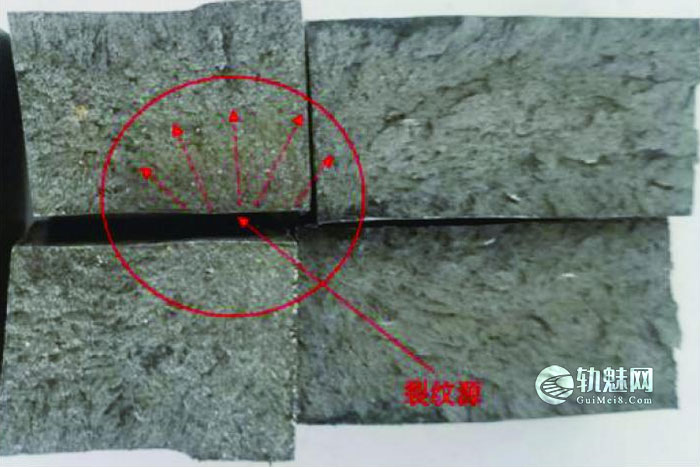
实验室对裂纹轨件取样,经过宏观分析,裂纹源位于焊缝中心轨腰处,裂纹源处无明显冶金缺陷,断口表面平滑,为脆性断口,其他部位断口粗糙不平,为典型的塑性断口,无疲劳断口特征,见图3。分析断口处的金相组织,详见图4。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
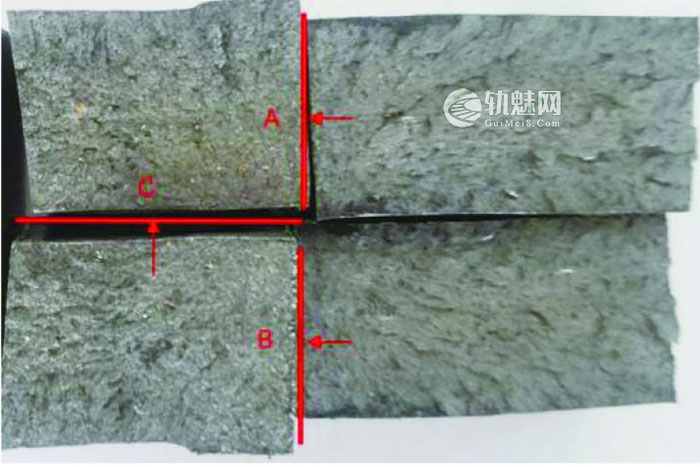
发现A观察面与B观察面存在部分晶界铁素体偏析,见图5、图6,分析为观察面正好在熔合线上导致。C观察面熔合线处组织正常,为珠光体和少量铁素体偏析。其他热影响区组织正常,为不同晶粒度的珠光体组织。C观察面最接近裂纹源的区域,其组织为索氏体(细化珠光体),见图7。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

金相组织符合《钢轨焊接第2部分:闪光焊接》(TB/T1632.2-2014)中“焊缝显微组织为珠光体,可出现少量铁素体”的要求。分析为焊缝重结晶区,索氏体相比珠光体的硬度要高,因此韧性较差,此处产生裂纹符合热残余应力断裂的特征。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
经过检测断口硬度与化学成分,均未见异常。
断口硬度见表1,化学成分见表2。
表1 断口硬度
| 与尖端距离 (mm) | 1 | 5 | 10 | 15 | 20 |
| 硬度 (HV0.5) | 278.8 | 328.5 | 358.5 | 380.1 | 340.3 |
表2 焊接接头化学成分统计表
| 元素 | C | Si | Mn | P | S |
| 标准要求(%) | 0.70~0.82 | 0.13~0.60 | 0.65~1.25 | ≤0.025 | ≤0.030 |
| 合金头 | 0.77 | 0.54 | 1.08 | 0.005 | 0.005 |
| 连接轨 | 0.75 | 0.42 | 1.15 | 0.01 | 0.009 |
从表1可以看出,硬度变化规律符合由熔合线区域到重结晶区域硬度逐渐增大的规律。
经过实验室综合分析,可得出结论:断裂样块连接轨和合金头化学成分符合相关要求;裂纹源处无明显冶金缺陷,组织和硬度未见异常;断裂样块裂纹源位于焊接重结晶区域,符合热残余应力断裂的特征。轨腰处应为在焊缝内应力未完全释放的情况下,受到外界较大应力干扰从而产生裂纹。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
经过对焊接工艺的分析,在CN道岔心轨闪光焊接时,其步骤为第一根连接轨焊接完成后立即焊接第二根连接轨。在极端不利的情况下,焊接第一根钢轨所产生的焊缝焊筋可能会阻碍焊接第二根钢轨所需的空间,从而在焊缝中产生内应力。在焊接后的吊运过程中,使用单点起吊方式,整根焊接心轨会产生上下振动,从而使焊缝处的轨腰反复受振动产生的拉应力作用。焊缝中的内应力未完全释放,加之焊缝处受外界应力,进而产生裂纹。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
根据原因分析,厂方调整了焊接步骤,优化了吊运装置。焊接完第一根钢轨后,等待焊接件冷却、第一根钢轨焊筋打磨完毕后再进行第二根钢轨的焊接。整个过程中的吊运工作均使用优化后的双点吊运装置。以上两个措施执行后,暂未发生轨腰焊缝裂纹现象,该问题得到有效解决。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 叉跟尖轨焊缝内部组织存在马氏体
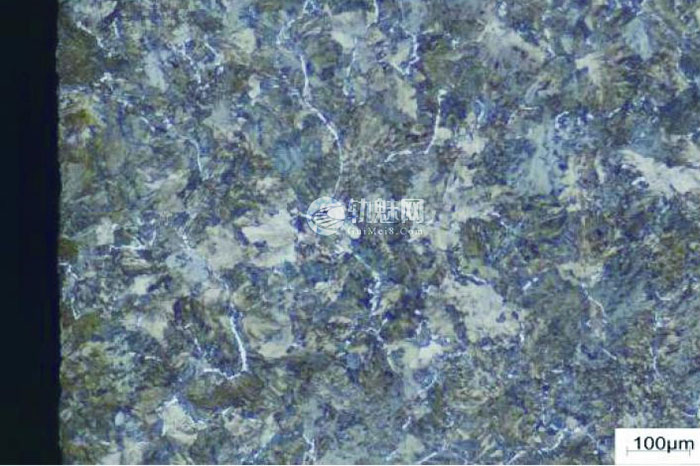
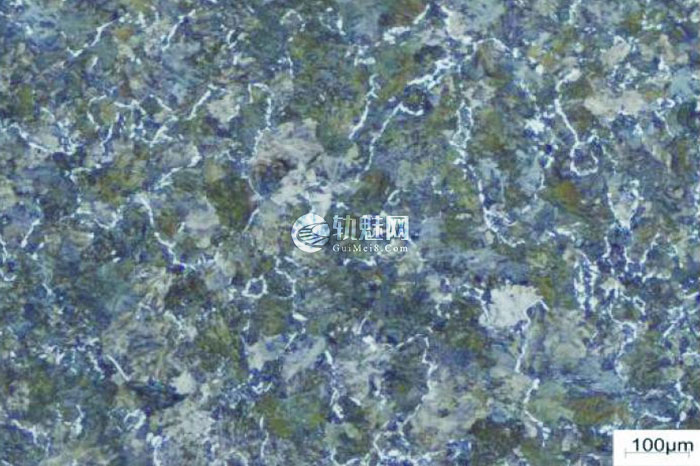
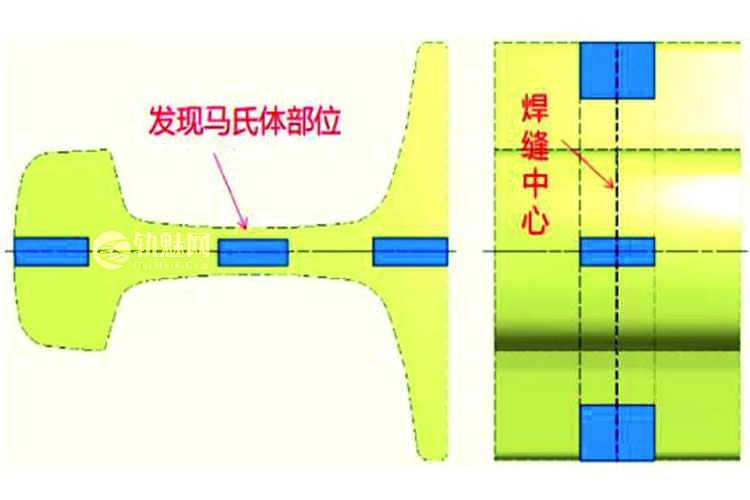
实验室对叉跟尖轨闪光焊接焊缝处内部金相组织进行研究检测,在500倍显微镜下发现轨腰焊缝处存在马氏体组织,见图8、图9。

由于叉跟尖轨连接轨采用R350HT热处理钢轨,查阅相关资料得知,R350HT热处理钢轨,因其Mn和Cr等含量相对较高,焊态过热区(距离焊缝1~10mm)微观组织中出现零星马氏体的概率较高。由于闪光焊后轨腰处厚度薄,冷却速度大于钢轨其余部位冷却速度,也易在焊缝处产生马氏体组织。该焊接工艺为国外技术转让,《铁路应用轨道钢轨的闪光对接焊》(EN14587所有部分)中未对闪光焊后热处理进行强制规定。而《钢轨焊接第2部分:闪光焊接》(TB/T1632.2—2014)中则要求钢轨闪光焊后对焊接接头采用热处理工艺,以降低马氏体出现的概率。经过焊后回火的心轨在焊缝处未发现马氏体组织,这也进一步佐证了焊后热处理可有效降低马氏体出现的概率。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
经过研究分析后,厂内在叉跟尖轨闪光焊后增加回火热处理工艺,采用约400℃的中温回火,可使马氏体组织转变为回火屈氏体,并使焊缝应力大部分消除。经过热处理的焊缝在金相组织检验中未发现马氏体组织。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4 结束语
在厂内闪光焊接及质量监督过程中,质检人员不仅要注重工艺过程的执行情况,更应关注闪光焊机的设备状态,保证对闪光焊接设备定期保养,使其处于良好的设备状态,进而保证优良的产品质量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源:
原文名称:CN道岔闪光焊接质量问题分析与控制
作者信息:程猛(中铁物总技术有限公司)
期刊信息:《铁路采购与物流》 2023年第1期



很棒,好好学习,天寒地冻,进入防断期 ,关键词有错字。一定要好温度和时间。