一、适用范围
车钩荧光磁粉年修检修作业。
二、作业目的
对车钩荧光磁粉作业进行检修以达到良好状态,满足机械使用要求。
三、作业条件
将车钩拆卸下来,车钩荧光磁粉机状态良好。
四、工具、机具、材料准备
1.探伤机、角向磨光机。
2.量具:白光照度计、紫外光辐照计、特斯拉计、钢卷尺(2m)、钢板尺(300mm)、天平、量杯、量桶等。
3.10倍以上放大镜、手电筒、扳手、螺丝刀、钢丝钳、锉刀等。
3.材料:荧光磁粉、分散剂、消泡剂、Al-15/50标准试片、长颈沉淀管、胶带纸、PH试纸、标记笔等。
五、作业流程
1.作业前
1.1从事车钩荧光磁粉探伤的人员应了解所探机械车零部件制造、运用的基本知识,以及主要受力区域和缺陷可能产生的部位,熟悉车钩检修的有关技术要求。
1.2探伤人员视力(包括矫正视力)须达到5.0及以上,非色盲、色弱。
1.3探伤人员须经过荧光磁粉探伤技术培训,并取得铁道部门无损检测人员技术资格鉴定考核委员会颁发的磁粉Ⅱ级或以上级别的技术资格证书。
1.4环境条件
1.4.1荧光磁粉探伤作业场地应整洁,通风良好;应远离电焊、潮湿、粉尘场所,或与以上场所进行隔离。
1.4.2环境温度不宜低于5℃,不得影响正常操作。
1.4.3探伤机电源应与大型机械动力电源分开。
1.4.4探伤作业场地应设有车钩专用存放架,待探、待处理、合格的零件应分别放置,并设有明显的标志。
2.作业过程及技术标准
2.1工作者须佩戴好劳保用品。
2.2全面探伤机各部技术状态及动作,确认性能良好无故障。
2.3检查工具、量具状态应良好,且各种量具检定不过期。
2.4日常性能校验
2.4.1日常检验日常校验应于每日上、下午开工前进行,由探伤工、探伤工长、质量检查员和验收员、设备维修人员及车间技术员共同参加。
2.5常规检查,全面检查探伤设备各部技术状态,须做到配件齐全,电器连接线无破损、折断、松动,电流、电压表检定不过期。
2.6照度检查,采用荧光磁粉探伤时,紫外线波长范围为320nm~400nm,中心波长为365nm。在观察条件下,根据探伤部位表面可见光照度(V)确定紫外线辐照度(见表5)。宜在暗室或可见光照度较低区域观察磁痕。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1荧光磁粉探伤紫外线辐照度要求
| 可见光照度(V) | 紫外线辐照度 |
| V≤20lx | ≥800μW/cm2 |
| 20lx﹤V≤100lx | ≥1800μW/cm2 |
| 100lx﹤V≤200lx | ≥2900μW/cm2 |
| 200lx﹤V≤300lx | ≥4000μW/cm2 |
| 300lx﹤V≤400lx | ≥5300μW/cm2 |
| 400lx﹤V≤500lx | ≥6400μW/cm2 |
注:可见光照度测量时照度计探头应面向光源。
2.7配制磁悬液
2.7.1磁粉应为铁道部指定厂家的产品,应具备路局集中检测合格证且在质保期内。磁粉应放置在带盖容器内保存,磁粉受潮、结块应禁止使用。磁粉的目数应≥320目。
2.7.2磁悬液采用水和一定比例的分散剂、消泡剂混合液作为载液,水的PH值应为79,磁悬液配置应采用磁粉厂家提供的配比。
2.7.3磁粉厂家推荐的磁悬液配置比例:水1L,分散剂(5~15)ml/L,消泡剂(5~10)ml/L,荧光磁粉(1~3)g/L.
2.7.4将称量好的磁粉放入容器中,首先倒入需要量的分散剂,使磁粉完全湿润分散,搅拌成均匀的糊状后加入到已加好水的磁悬液箱内,然后按比例加入消泡剂等添加剂,搅拌均匀。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.7.5磁悬液配制完成后,应进行充分的搅拌,搅拌时间不得少于5min。用长颈沉淀管从喷嘴接取充分搅拌后的磁悬液100mL,静止沉淀(30~40)min,读取磁悬液的体积浓度。磁悬液的体积浓度应为(0.1~0.6)mL/100mL。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.8磁悬液浓度不符时,须重新调配。
2.9水剂磁悬液最长1个月须彻底更换1次,若磁悬液被污染或变质,影响试片显示或浓度测定时须提前更换,更换时须填写磁悬液更换记录,工作者、工长、质检员共同签章确认。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
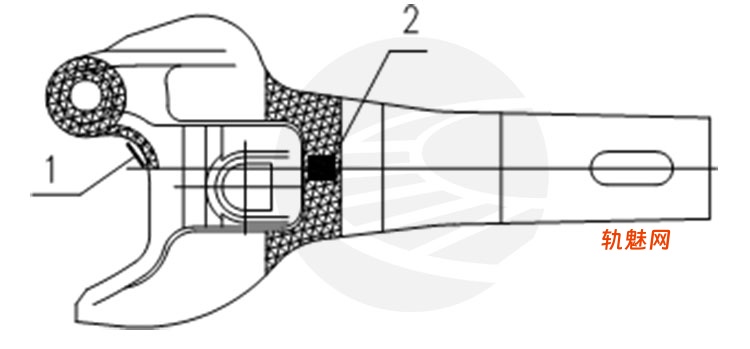
2.10粘贴试片,配件探伤前应采用实物粘贴试片进行试验。试片须平整,无破损、折皱、锈蚀和油污,使用前须将试片表面擦拭干净。试片应粘在车钩磁场强度较为薄弱或易发生裂纹的部位,具体粘贴部位为钩耳内侧弧面、钩颈(指钩头与钩身连接线前后50mm以内)中部、钩尾销孔上平面(16型、17型钩体)。试块粘贴试片的部位须擦拭干净,无锈蚀、油污及灰尘,露出金属面并保持干燥。试片粘贴部位见图1。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.11粘贴试片时,试片带沟槽面须与实物试块表面密贴,带有“+”沟槽的试片,须有一条“+”与试块轴线平行,并用胶带纸将试片四周封闭,粘贴应平整、牢固,胶带纸不得遮盖试片沟槽部位。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.12试片及实物试块用后须用干净的脱脂棉将试片擦拭干净,干燥后涂上防锈油,保存在干燥处。
2.13磁化检验
2.14车钩被探测部位表面的磁场强度不得低于2400A/m。周向、纵向磁化电流值应控制在1600A~2600A之间。
2.15车钩磁粉探伤应采用湿法连续法,在磁化的同时,用浇淋或喷洒的方法施加磁悬液,磁悬液应能在检验区缓缓流过,施加磁悬液结束后,应再进行(2~3)次磁化。
2.16磁痕分析
在试件磁化的同时,应观察试片上磁痕显示情况:采用复合磁化时,试片各沟槽的聚粉磁痕均显示清晰者为合格。发现试片沟槽局部不清晰或出现不封闭“Ο”形磁痕或“+”字沟槽有一线不清晰,应调整周向磁化电流或纵向磁化磁势,使其达到规定要求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.17探伤设备日常探伤综合灵敏度校验合格后,由探伤工负责填写《磁粉探伤机(器)日常性能校验记录》,参加校验的人员均须在校验记录上签章。
2.18季度性能检查
2.18.1季度全面性能检查每季度由检修副段长负责组织,设备专职、探伤专职、验收员、质检员、车间技术员、探伤工长、探伤工和设备维修工共同参加。
2.18.2探伤设备季度全面性能检查合格后,详细填写《磁粉探伤机(器)季度性能检查记录》,参加季度全面性能检查的人员均须在检查记录上签章。
2.19新购置或检修完毕第一次投入使用的探伤设备,使用前须进行全面性能检查。
2.20季度性能检查时,应更换新试片。
2.21季度性能检查时,应使用特斯拉计对配件表面的磁场强度进行测量,确保磁场强度符合工艺要求。
2.22探伤作业
2.22.1车钩须进行喷砂除锈,表面清洁度达到GB8923规定的Sa2级,局部不低于Sa1级。探伤前需用毛刷去除残留的铁砂,并将探伤表面擦拭干净,不得有油污和锈蚀,配件探伤部位须露出基本金属面,除锈质量不符合探伤要求者,不得进行探伤作业。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
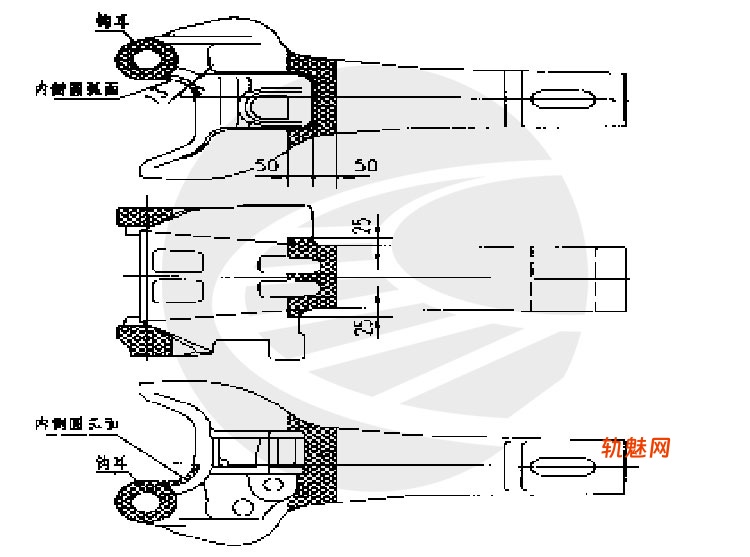
2.22.2探测范围:13号、13A型、13B型钩体的钩耳及内侧弧面、钩颈距钩肩50mm的范围内,见图2。探伤部位经过焊修、机械加工或钩尾框经过调修、热处理后,须进行复探。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.23车钩磁粉探伤采用湿法连续法:在磁化的同时,用浇淋或喷洒的方法施加磁悬液,磁悬液应能在检验区缓缓流过,施加磁悬液结束后,应再进行(2~3)磁化。要求磁悬液应能从配件全部被检区域表面缓慢流淌,且能使探伤面充分润湿。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.24磁痕观察:磁痕可分为缺陷磁痕和非缺陷磁痕。观察磁痕时,应注意探伤面的外观状态及磁痕状态。当磁痕难于鉴别时,应对探伤面进行打磨,再重新探查。
2.25质量标准
2.25.1钩颈横裂纹,钩身或13号、13A型、13B型钩尾横裂纹长度大于30mm或深度大于5mm时更换;不大于时焊修。纵裂纹时焊修。钩身弯曲大于5mm时,加热调修后探伤或更换。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.25.2钩耳孔边缘裂纹长度不大于钩耳壁高的30%时焊修,大于时更换。钩耳孔内壁裂纹时焊修后加工。
2.25.3钩耳内侧弧面上、下弯角处裂纹长度之和不大于25mm时焊修,大于时更换。
2.25.4车钩焊修或调修后应进行探伤。
2.25.5探伤合格后的车钩,应使用白油漆在钩身明显部位划良好标记“T”。使用30号仿宋字。经探伤存在故障车钩在在故障部位附近简要标明故障名称,需报废车钩在明显部位用白油漆涂打报废标识“×”。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.26填写车钩探伤记录,并将相应的裂纹故障填入《车钩检修卡》的对应故障栏中。
3.作业后及质量验收
3.1及时清理工作场地。
3.2对设备器材按规定进行保养。
3.3按规定及时填写记录和报告并妥善保存。
3.4质量验收
3.4.1质检人员在检修中严卡安全要点杜绝发生人身和设备安全问题
3.4.2质检人员对过程进行盯控。
3.4.3验收人员对结果进行核对。
六、作业安全风险项点及防控措施
1.班前6小时禁止饮酒,做到充分休息。
2.作业前必须检查作业设备、工具、防护用品及周围环境,如有不安全因素应消除或采取措施后,方可进行工作。
3.禁止使用不符合安全要求的设备和工具。


