一、适用范围
适用于大型养路机械 CMC-20型道岔打磨车在道岔打磨施工作业。
二、作业目的
合理延长钢轨使用寿命的重要环节之一,可有效改善轮轨接触关系,延缓钢轨伤损发展,降低钢轨折断的风险,延长轨道设备使用寿命和维修周期。
三、作业条件
1.该作业必须在封锁点内进行。
2.钢轨打磨应进行廓形设计,以达到设计廓形为目标,并以钢轨切削量最小为原则制定打磨工艺。
3.打磨车砂轮起落点位置应准确,误差不得超过500mm。
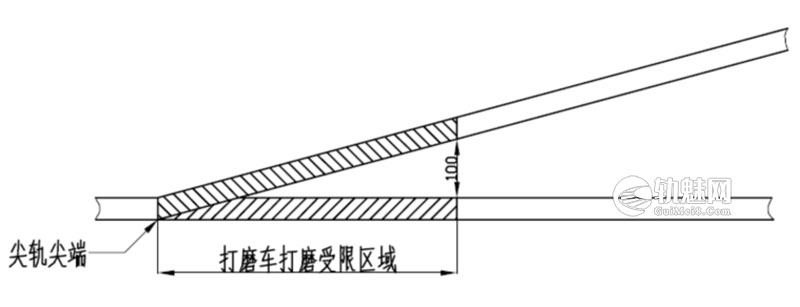
4.打磨受限区段:
⑴尖轨区域:尖轨非工作边距基本轨工作边100mm处与尖轨尖端之间(如图示):
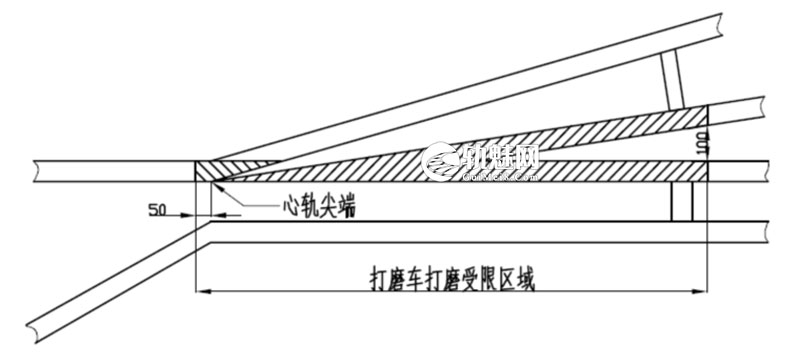
⑵心轨区域:长短心轨非工作边间距100mm处与可动心轨尖端前50mm处之间(如图4所示)。上述区域钢轨内侧(如图2所示0°以上区域)可由打磨车打磨;钢轨外侧禁止大机打磨,必要时可采用人工打磨。打磨车打磨尖轨、可动心轨顶面宽度小于20mm区域时应控制打磨角度和打磨量,以防止打伤尖轨、可动心轨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑶打磨车对轨距角区域应采用角度不大于45°通打2~3遍(包括尖轨、可动心轨)。
⑷当受限区域的尖轨或可动心轨出现疲劳裂纹时应采用小型打磨机处理,且应沿线路纵向进行打磨,保证圆角光滑过渡。
四、工具、机具、材料准备
廓形仪、模板尺、直尺、塞尺。
五、作业流程
5.1制定打磨作业方案
根据道岔技术参数、钢轨状态及施工地段条件,制定具体打磨作业施工组织方案及打磨技术方案。
5.2具体作业流程
5.2.1作业前准备
⑴运行至作业地点:车长按照当日施工计划,指挥打磨车到达计划作业起始地点后解体运行至本车作业地点
⑵所有号位按职责分工检查确认作业前的各项参数设置。
⑶车长询问各号位是否检查到位,并抽检各号位作业前的检查情况,核对现场实际资料,确定按预定方案进行打磨作业,确认放车地点、作业的起止里程。
5.2.2放车
⑴主控号位(一号位或二号位,下同)操作打磨车到达作业起点,制动停稳后,油门降至怠速,检查确认打磨马达启动图标关闭(图标显示黄色为启动,图标显示灰色为关闭),高限位图标点亮(高限位图标显示黄色为点亮)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑵五、六号位得到车长放车通知后下车,五、六号位从作业起点至作业终点检查线路状况,将轨廓数据、线路原始缺陷情况通知一号位。岔区严格测量关键尺寸,设置障碍指示牌,设置完毕并确认后向六号位报告,做好本方向来车防护。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑶主控号位得到车长指令后,放下打磨小车,并观察确认打磨小车状态图标显示黄色。点击集尘器开关(图标显示黄色为打开),点击警灯开关。
⑷三、四号位待打磨小车放至轨面后,分别检查一、二号打磨小车轮对是否已全部落于轨面。
⑸主控号位得到车长指令后,根据六号位指令点熄或打开高限位图标,输入正确打磨模式,点击模式确认图标,同时点开模式参数观察窗口,向车长报告输入打磨模式号、打磨角度范围、打磨横移范围、打磨功率、打磨速度,检查确认或设定打磨功率的百分比,点击巡航速度图标(显示黄色为启动),检查确认巡航速度是否设置正确󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑹三、四号位核对五号位调查线路情况,确定路障里程。
⑺三、四号位分别检查确认主控号位参数输入正确,在车下安全处所监控本车所有打磨马达处在正确位置,向车长回复打磨马达放置到位,得到车长通知作业的指令后,通知主控号位可以打开打磨马达。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑻主控号位主控时得到三、四号位通知后,点击打磨马达图标,启动打磨马达。
⑼主控号位将油门提至1800转/分,缓解制动压力,开始打磨作业。
5.2.3打磨作业
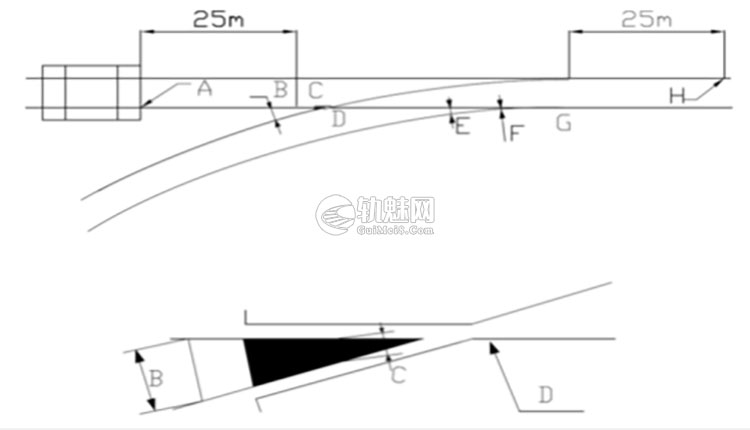
⑴当走行速度达到设置速度时,主控号位通过瞄准杆对准作业始点,左右手同时按下左、右侧开始/结束按钮。以一遍顺向打磨作业为例,打磨作业步骤为:
①可动心轨道岔:
a)走行至作业起始点A点外,放下打磨砂轮开始打磨作业。
b)作业至B点,提起叉心一侧大于+5°的打磨砂轮(钢轨外侧为正角度,钢轨内侧为负角度,下同)。
c)至D点放下叉心一侧大于+5°的打磨砂轮。
d)至E点提起叉心一侧大于+5°的打磨砂轮。
e)至G点放下叉心一侧大于+5°的打磨砂轮。
f)如果尖轨部分有侧磨,则应在相应区域提升对应角度的打磨砂轮。
g)至H点外提起打磨砂轮,确认所有砂轮提升,方可停车。
②固定型道岔:
a)走行至作业起始点A点外,放下打磨砂轮开始打磨作业。
b)作业至B点,提起叉心一侧的正角度打磨砂轮。
c)到C点提起叉心一侧所有打磨砂轮。
d)到D点放下叉心一侧全部打磨砂轮。
e)到E点收起叉心一侧的正角度打磨砂轮。
f)到F点收起叉心一侧所有打磨砂轮。
g)到G点放下叉心一侧全部打磨砂轮。
h)到H点外收起全部打磨砂轮。
③标记点含义
A点:岔跟后25米处;
B点:叉心后直侧股相邻两轨净间距100-200mm处;
C点:叉心顶宽50-100mm处;
D点:咽喉前100-200mm处;
E点:尖轨与基本轨净间距100-200mm处;
F点:尖轨顶宽20-40mm处;
G点:尖轨尖端处;
H点:岔尖基本轨前25米处。
⑵三、四号位监控好前端障碍物,及时提醒主控号位进行跳跃打磨操作。
⑶主控号位按地面障碍指示牌设置要求进行打磨,在固定型道岔实施逆向打磨时,要严格按要求使用侧压开关。
⑷三、四号位监视操作过程,观察电脑屏幕打磨界面是否正常,当打磨角度发生变化时及时提醒主控号位修正角度。协助主控号位观察作业地段障碍指示牌是否正确放置,不正确时提醒主控号位按下紧急提升按钮,并通知车长;重点盯控在固定型道岔实施逆向打磨时,督促主控号位要严格按要求使用侧压开关和开始/结束按钮,分别监控一、二号车发动机间有无异常。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑸五、六号位检查每遍打磨后钢轨及岔区情况,观察实际打磨角度是否与作业模式一致,发现异常状况,通知主控号位立即按下紧急提升按钮,发现障碍指示牌有移位时,应将其复位摆好。观察车后有无泄露等情况,发现异常状况,采取措施。重点盯控打磨跳跃地段,观察磨头在障碍指示牌处的跳跃是否正常,发现磨头跳跃不正常时,通知主控号位立即按下紧急提升按钮。作业时,对线路质量进行检查,每遍作业完毕,确认车下有无火星,当车下有火星时通知主控车号位立即按下紧急提升按钮,并马上通知车长。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑹作业过程中,五号位观察作业区段是否有着火点,有无处理人员,如无,通知一号位停车并报告车长。
⑺五、六号位检查每遍的打磨质量,重点检查岔心、尖轨地段,抽测轨廓数据并上报车长,做好来车防护。
⑻车长指导主控号位控制打磨质量。原则上按预定方案打磨作业,可根据现场实际情况,灵活调整打磨方案。
5.2.4收车
⑴车长最后一遍打磨完毕后,通知主控号位在指定地段停车,打磨车制动停稳后,关闭磨头马达,打磨车开出打磨地段,在指定地点停车,实施制动停稳后,并将油门降至怠速。车长会同工务质量验收人员一同对打磨地段进行检查,确认波磨、肥边、擦伤达到验收标准后通知收车。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑵主控号位得到六号位通知后收起打磨小车,确认打磨小车钩锁指示灯全部亮起后,向车长报告收车完毕。五、六号位负责做好来车方向的防护。
⑶三、四号位下车分别观察一、二号打磨小车收车状态,确认各个钩锁锁定到位后通知车长。
⑷五号位收回障碍指示牌,六号位全程检查作业地段有无异常。
⑸车长按照当日施工计划,指挥本车到达计划连挂地点后与其他作业车连挂。
5.2.5作业车保养
⑴作业车的保养由车间负责人统一安排时间组织保养,每日不低于两小时。
⑵保养时,要设好防溜,发动机停机,施加空气制动并拔下电瓶钥匙开关,所有人员应佩戴安全帽,做好个人防护措施。在电气化区段检修时,严禁攀爬车顶,任何人员或工具都应与接触网保持两米以上的安全距离,必要时需确认接触网断电后方可进行。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑶对机械的保养要做到“四勤,两净”。加强对柴油机以及走行制动方面的检查与保养,尤其是连接及传动部位的紧固、车轴齿轮箱的油位。
⑷定期对整车电气系统进行除尘紧固,检查各种仪表,车内语音通话系统。
⑸保养时禁止使用明火,如果需要焊接时要提前清除周围的易燃品,准备好灭火器具,并在距焊点最近的合适位置连接地线,严禁在钢轨上连接地线。
⑹检查液压系统元件,液压泵以及液压马达的输出有无泄漏,各显示压力是否正常。
⑺工作结束后应清扫检修现场,清理油脂及易燃物,按要求清点各种工、机具。
5.3 技术标准和作业验收标准
5.3.1道岔打磨作业时,应完成道岔前后钢轨打磨车未打磨地段的打磨,确保合理衔接,重叠打磨区域不得小于10m。单独作业时,道岔打磨车打磨区域为道岔及两端各不少于150m。。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5.3.2光带修形后轨头达到目标廓形。其中未进行钢轨打磨廓型设计时,目标廓形为60N或75N廓形;进行钢轨廓形设计时目标廓形为设计廓形。
5.3.3道岔打磨后目视应无疲劳裂纹、鱼鳞纹应消除、无连续发蓝带
六、作业安全风险项点及防控措施
6.1施工管理
⑴每天作业完毕后进行日常保养,施工前要确保车辆状态良好。
⑵边坡清筛车作业前,必须提前对线路进行调查,与配合单位详细了解线路状态,充分掌握线路状态与障碍物分布。
⑶现场防护员与驻站联络员要保持密切联系。
⑷作业过程中各号位要严格安全岗位标准进行作业,发现异常时及时汇报。
6.2人身安全
⑴加强职工施工作业前安全教育,实行持证上岗。
⑵在接触网支柱及接触网带电部分5m范围内的金属结构均必须接地,在与接触网相连的支柱及金属结构上,若未装设接地线或接地线已损坏时,严禁人员与之接触。
⑶加强现场监护,严防机械伤害。
⑷按规定及时组织人员下道避车,确保人身安全。
⑸严格按规定佩戴齐全、有效的劳动防护用品。
⑹严格落实关键控制图制度。每日施工前必须由施工负责人组织绘制施工关键控制图并签字,于施工前不少于4小时下发至与该项施工有关的每一名操作手。


