1.范围
胶接冻结接头适用于250km/h及以下铁路。
2.规格
胶接冻结接头有:50kg/m、60kg/m、75kg/m。
3.结构
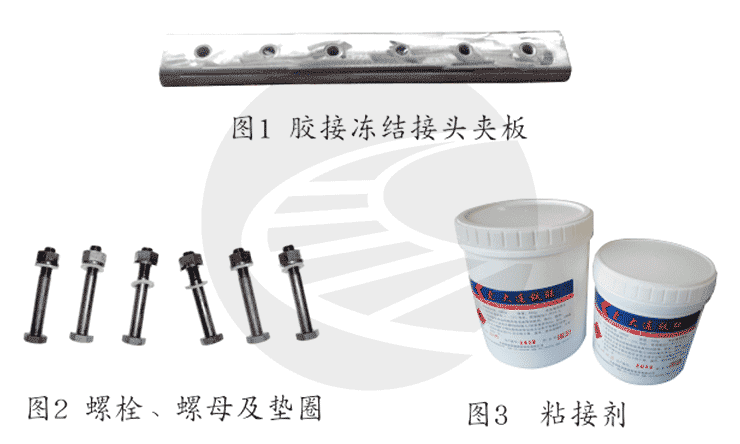
3.1胶接冻结接头由胶接冻结接头夹板、高强度防松螺栓、高强度防松螺母、高强度垫圈、粘接剂组成。
3.2胶接冻结接头组装后剖面如下图
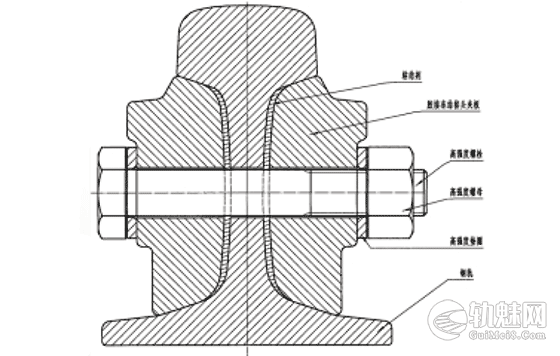
图4胶接冻结接头剖面图
4.运输、贮存
4.1胶接冻结接头夹板搬运过程中应轻拿轻放,防止因撞击造成防护槽板与夹板本体脱离。夹板摆放不得超过10层高度。
4.2胶接冻结接头夹板在贮存、装配前应防水防潮,不准露天存放,贮存仓库应干燥,夹板下应摆放木质托盘防潮。
1)施工时工作环境温度在0℃~40℃,应避免在雨、雾、雪、风沙的天气下施工。
2)胶接冻结接头安装必备机具分别是:液压轨缝调整器、钻孔机、钢轨打磨机、角向磨光机、直磨机、发电机组、手提式电镐、捣镐、石碴叉、长把板手、套筒、活口板手、扭力矩板手、倒角器、钢丝刷、劈灰刀、对位棒、1m直钢尺、角尺等。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3)钢轨状态完好,接头无损伤、无掉块、无肥边、无大于0.3mm的波浪形磨耗,接头错牙不大于0.3mm。接头前后4根轨枕应为同一类型。胶接冻结接头前后50m范围内扣件应达到“全、正、靠、紧”的要求,道床清洁、饱满、无板结翻浆,接头处轨道几何状态良好,无低接头,并无大于2mm的空吊板。胶接冻结接头一般采用“盲缝”胶接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4)钻孔
使用钻孔设备对钢轨钻孔,钻孔后用直尺测量,不合格需重新钻孔(如因钢轨长度限制无法再次切割钻孔,可以采用直磨机修磨位置偏差的孔,但应控制磨削偏移量不得大于1mm)钻孔后清除铁屑,钻孔或磨削都应注意不可使钢轨过热,否则会造成孔裂隐患。(对于原有孔的钢轨可省略此步骤)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5)钢轨螺栓孔和轨端必须倒棱;接头扣件不得存在“三道缝”扣板、弹条不得贴靠夹板,轨下胶垫不得缺少。
6)速度u≤200km/h线路,胶接冻结接头与焊接接头的距离不小于3.0m;对于速度u≥200km/h线路,胶接冻结接头与焊接接头的距离不小于6.0m。
7)试装配
a)钢轨状态良好,钢轨端部无伤损、低头、鞍磨、掉块、肥边,需胶接的两钢轨轨底面平齐后,轨顶面高度偏差不能大于1mm,接头错牙不大于0.5mm,钢轨接头要求轨端偏斜量不大于0.5mm,螺栓孔位置及间距偏差不大于1mm。钻孔后用直尺测量,不合格需重新钻孔,如因钢轨长度限制无法再次切割钻孔,可以采用直磨机修磨位置偏差的孔,但应控制磨削偏移量不得大于1mm.钻孔后清除铁屑。钻孔或磨削都应注意不可使钢轨过热,否则会造成孔裂隐患。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
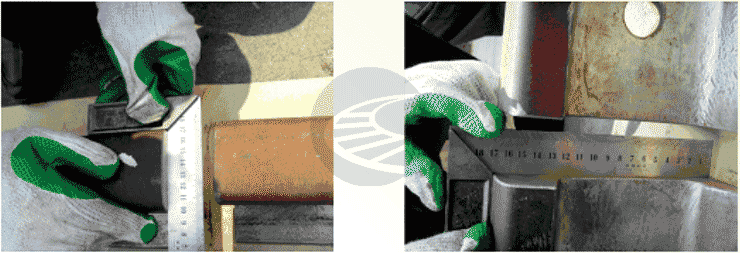
图5 测轨端倾斜度 图6 测轨端垂直度
b)检查确认夹板孔与钢轨上的螺栓孔位置应一致,间距及孔径正确无误,将6根高强度螺栓全部插入螺栓孔内,达到每根螺栓应能顺畅插入,试装时不得用锤打入,以防螺栓螺纹伤损,然后将夹板卸下。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
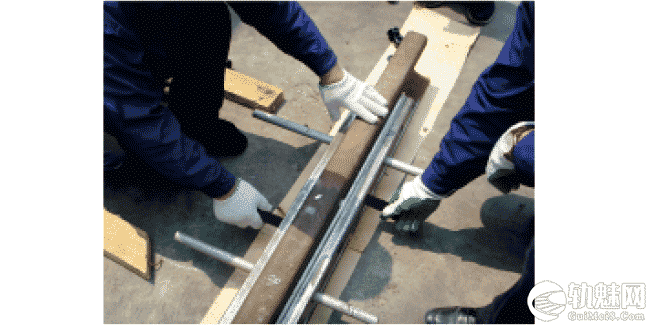
图7 试装配
8)打磨钢轨及螺栓孔倒棱
将符合胶接的钢轨,用打磨机将其胶接表面进行打磨,在两侧面胶接范围内的任何凸起的数字、字母和表面缺陷均应磨平直至显露出钢材本色;对接的钢轨端部应用角磨机清除凸出的尖棱和毛刺;应沿钢轨纵向打磨打磨厚度不应超过0. 5mm,打磨应均匀平顺不可造成过热烧伤。钢轨胶接端及螺栓孔应倒棱1mm~2mm、倒角45°,倒棱应圆滑,不能有产生孔裂。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
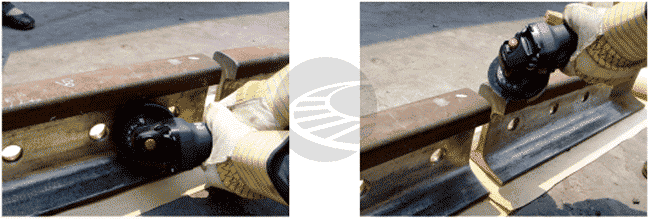
图8 钢轨打磨图 图9 轨端倒棱
9)打磨后清洗
用毛刷去除附在钢轨及夹板胶接表面的灰尘,并用四氯化碳或易挥发不残留的除油剂清洗表面的油污和杂物,达到表面洁净。已清洗过的表面除涂抹胶粘剂外,不应接触任何污物,以免影响粘接性能。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
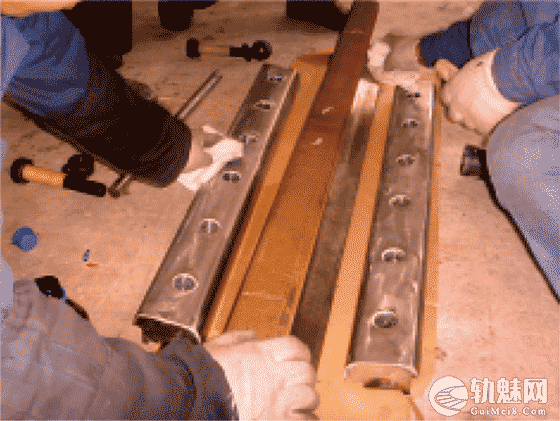
图10 胶接面清洗
10)胶接冻结接头装配
利用轨缝调整器将轨缝调整至两钢轨对接无缝隙,按照粘接剂使用要求(见备注)把A和B两种粘接剂混合并在1~2分钟内搅拌均匀(搅拌后应立即使用,如在剧烈阳光下施工时,现场粘接剂应放置在阴凉处,并在阴凉处搅拌),达到颜色一致后,要快速、全部将其涂抹在冻结接头夹板和钢轨相应的胶接表面;自A胶和B胶混合起至螺栓紧固完毕时间不应超过7分钟。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
在钢轨轨腰及与轨腰上下连接的圆弧、冻结接头夹板的腰部及上下连接圆弧涂层厚度约在2mm左右,钢轨与冻结接头夹板上下1:3接触面涂层厚度不限,但必须保证涂到。
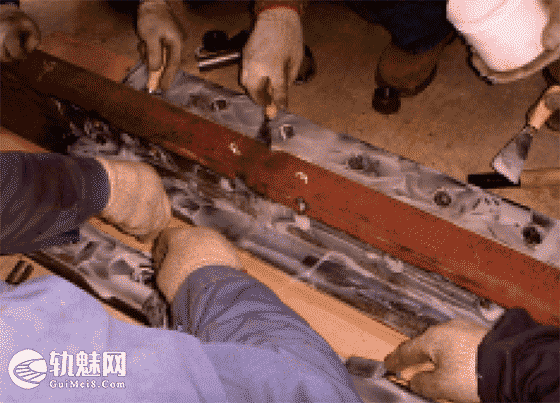
图11 涂胶
11)将涂有粘接剂的冻结接头夹板用专用挂具钩住其中的两个螺栓孔,将其安装到钢轨的轨腰上,将高强度螺栓交叉穿入螺栓孔,严禁用锤打入螺栓,螺栓两端各套入一个垫圈,拧上高强防松螺母(注意大面朝里),用手快速拧紧螺母。确认安装无误后,由至少3位现场施工人员分别在钢轨的两侧先用棘轮搬手按(3、4;5、2;1、6)的顺序同时拧紧螺母,并用手锤敲击夹板尾部,使夹板就位,然后用1500N·m以上的长扭矩搬手,按设定的扭矩值以同样的顺序依次拧紧螺母,(螺栓的序号:以操作者面向钢轨,从左至右排序)。钢轨螺栓扭矩应达到1000N · m~1100N ·m。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
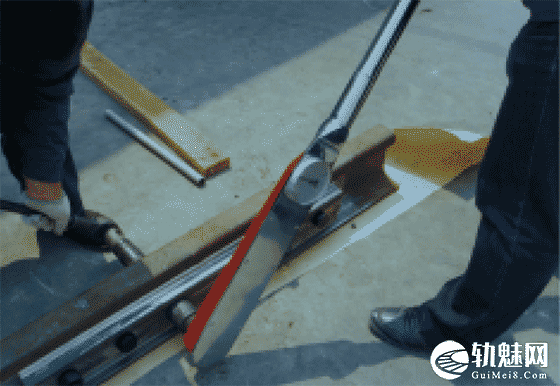
图12 螺栓紧固
12)螺栓紧固后5分钟,用小锤轻轻敲击冻结接头夹板两侧,然后再用长扭矩搬手复拧螺母2~3次,扭矩应达到上述标准值。
a)清除残胶,使胶接冻结接头外观整洁美观。
13)将钢轨打磨机安装至胶接冻结接头处,修磨胶接冻结接头的两钢轨,使之达到对于速度u≤200km/h线路,轨顶面与轨头工作边水平方向错牙不超过0.3mm, ;对于速度u≥200km/h线路,轨顶面与轨头工作边水平方向错牙不超过0.2mm。注意修磨时不可将钢轨磨出变色点,因变色点会改变原钢轨的内部组织,是造成钢轨裂纹的隐患,会影响钢轨的使用寿命,严重的会造成安全事故。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
14)安装完毕1小时后即可通车,特殊情况,如不足一小时需要通车,机车需慢行约15km/h~25km/h通过,过车后需复拧紧螺栓至规定扭矩值。
·日常维护与检查·
1)保养工区于胶接施工后三天内每天检查轨缝,同时对高强度螺栓进行复紧,第七天再进行检查和复紧一次,一个月时再次进行检查和复紧,并将检查和复紧情况登入技术卡片。此后每月应对胶接冻结接头检查一次轨缝、复紧螺栓一遍,使螺栓扭力矩保持在1000N·m~1100N ·m,经常保持胶接冻结接头处于完好状态。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2)对检查中发现的轨端肥边,应及时锯、锉,防止“揭顶”。当发现钢轨伤损、轨端掉块、鞍型磨耗时,应及时向相关部门汇报,以便尽快解决。
3)在胶接冻结接头处起道时,一次起道量不应超过10mm。
个别螺栓折断、损坏后须及时更换。并做到在三天之内每天复紧一次,扭力矩达到并保持1000N – m~1100N ·m。个别夹板折断更换时,应按“安装程序”重新安装胶接冻结接头。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
·胶接冻结接头轨缝拉开的处理方法·
1)当轨缝拉开小于5mm时,可维持现状,待到轨温高于锁定轨温时,利用温升将轨缝挤严后,再进行2~3次螺栓复紧工作(每天一次)。必要时逐个更换新螺栓后,再全面胶接。当轨缝拉开大于5mm时,视季节情况,除适当松开接头螺栓及轨枕扣件,利用温升或机械拉伸,将轨缝挤严后,再重新胶接,另外还应采用应力放散的方法,待轨缝挤严后,再重新胶接,并作好螺栓复紧工作。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2)凡重新胶接的接头,必须全部更换新螺栓。
·粘接剂使用须知·
1)本粘接剂由A、B两个组分组成。
2)被粘钢轨和冻结接头夹板在胶粘前表面需除锈、除污、除水。
3)使用时注意请先将B组分加入A组分中搅拌均匀后,自A、B混胶至胶接安装完成全过程不得超过7分钟。
4)本粘接剂在25℃以下的干燥、通风、避光处储存,有效期为一年。
5)本粘接剂属易燃品
文章来源:
大连铁联铁路器材制造有限公司



使用拉伸机,怎么避免接头拉开!实际作业中拉伸机已将接头拉伸至0轨缝,线路已锁定,松开拉伸机,接头轨缝就拉开
谢谢分享