
1 扣件组装图
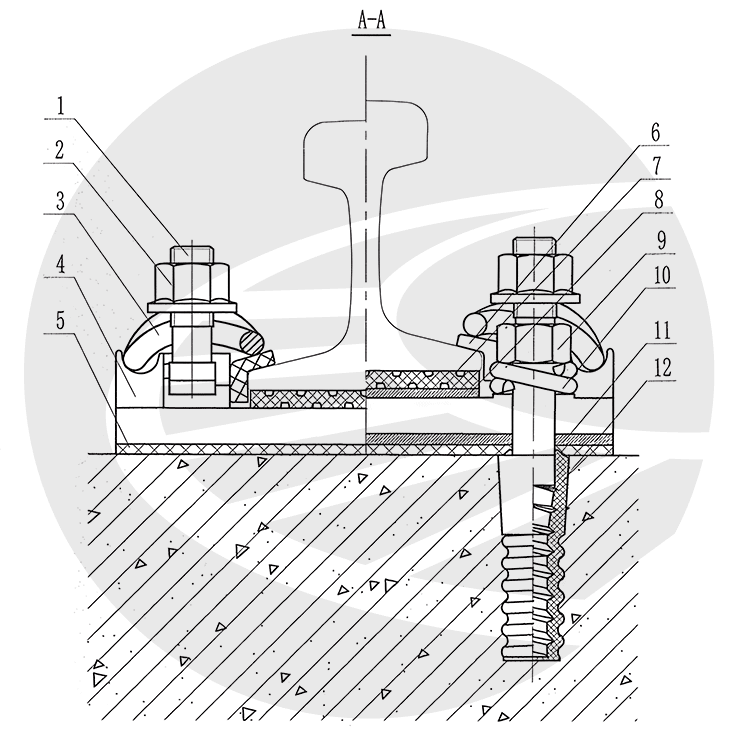
2 扣件零件数量表
| 序号 | 名称 | 数量 | 材料 | 单件体积或质量 |
| 1 | T型螺栓 | 2 | Q235-A | 0.35kg |
| 2 | 防松螺母 | 2 | Q235-A | 0.208kg |
| 3 | B型弹条 | 2 | 6OSi 2Mn | 0.452kg |
| 4 | 铁垫板 | 1 | QT450-10 | 7.84kg |
| 5 | 板下绝缘垫板 | 1 | 橡塑混合弹性钵 | 328cm³ |
| 6 | 轨距块 | 2 | 玻纤增强聚酰胺66 | 5T.57cm³(11号) |
| 7 | 轨下檬胶垫板 | 1 | 氯丁檬胶 | 246cm³ |
| 8 | 调高垫板(轨下) | \ | 橡塑混合弹性体 | 需调高时使用 |
| 9 | 锚固螺栓 | 2 | 45号钢 | 0.58g |
| 10 | 双层弹簧垫圈(φ26) | 2 | 6OSi 2Mn | 0.10kg |
| 11 | 调高垫板(板下) | \ | 橡塑混合弹性体 | 需调高时使用 |
| 12 | 螺栓套管 | 2 | 玻纤增强聚酰胺66 | 69. 4cm³ |
3 设计参数
1.轨距:1435mm。
2.扣压件采用TB/T1495.2《弹条Ⅰ型扣件》的B型弹条。
3.弹条初始扣压力为≥9kN。
4.每组扣件防爬阻力≥8kN/节点。
5.轨距调整量-8~+4mm,高低调整量:0~20mm。
6.扣件节点垂直静刚度50~60kN/mm。
7.扣件绝缘电阻>108Ω。
8.防松螺母拧紧,使弹条中部前端下须与轨距挡板接触或使防松螺母的拧紧力矩保持在100~120N·m,在半径不大于650m的曲线地段,将螺母加拧四分之一圈或使扭力矩保持在120~150N· m;锚固螺栓的拧紧力矩应保持在180~200N·m。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4 轨距调整方法
轨距块号码配置表
| 轨距调整量 | 左股钢轨 | 右股钢轨 | ||
| 外侧轨距块 | 内侧轨距块 | 内侧轨距块 | 外侧轨距块 | |
| -8 | 13 | 7 | 7 | 13 |
| -6 | 11 | 9 | 7 | 13 |
| 4 | 11 | 9 | 9 | 11 |
| -2 | 9 | 11 | 9 | 11 |
| 0 | 9 | 11 | 11 | 9 |
| +2 | 7 | 13 | 11 | 9 |
| +4 | 7 | 13 | 13 | 7 |
5 扣件组装顺序:
(1)组装前将轨枕表面和螺栓套管内部的杂物清理于净;
(2)依次放置板下垫板(钉孔对准套管孔)、铁垫板;特别注意在安装扣件或者调整扣件时,调高垫板(调整时)、板下垫板与铁垫板必须上下对齐同时挪动,防止铁垫板悬空;
(3)将锚固螺栓套上双层弹簧垫圈后,螺栓螺纹段涂满铁路专用防腐油脂以填满整个螺栓套筒,拧紧螺栓,扭矩控制为190±10N·m;
(4)放置轨下垫板,使下面的挡条卡住铁垫板两侧,然后放置钢轨、轨距块,11号轨距块在钢轨内侧,9号轨距块在钢轨外侧;
(5)将T型螺栓放入铁垫板铁座内,安装弹条,拧紧防松螺母,扭矩控制为110±10N·m,半径小于650m的曲线地段,扭矩控制在120~150N·m;以上组装程序只傲参考,可根据施工情况进行调整,但必须严格按照设计扭力矩进行螺栓紧固,严禁拧紧力矩过大或者过小。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
风险:本站内容仅作技术交流参考,不构成决策依据,所涉标准可能已失效,请谨慎采用。
声明:本站内容由用户上传或投稿,其版权及合规性由用户自行承担。若存在侵权或违规内容,请通过左侧「举报」通道提交举证,我们将在24小时内核实并下架。
赞助:本站部分内容涉及收费,费用用于网站维护及持续发展,非内容定价依据。用户付费行为视为对本站技术服务的自愿支持,不承诺内容永久可用性或技术支持。
授权:除非另有说明,否则本站内容依据CC BY-NC-SA 4.0许可证进行授权。非商业用途需保留来源标识,商业用途需申请书面授权。



真好