气压焊三段压力法
Ⅰ阶段(预顶及加热)。点火后的加热器摇向已预顶的焊缝后,同时用秒表计时,开始以焊缝为中心,摆动加热器加热。
Ⅱ阶段(降压)。预热至焊缝处有2~3 mm凸起时,开始降压。
Ⅲ阶段(顶锻)。当加热至轨头出现随加热器火焰流动的镜面熔池,表面温度为1350~1 450 ℃时,迅速全压力顶锻,同时加宽加热器摆动宽度和加大摆动频率。
各段宏观标志
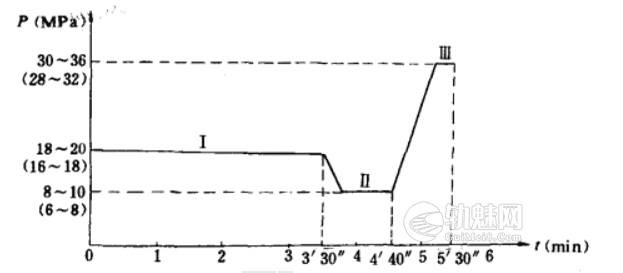
三段压力法工艺曲线示意
三段压力法工艺曲线与每段的约略时间及压力如图所示。
第二段:第一段由于预顶压力,在点火加热至钢轨产生塑性变形时,焊缝处及其附近产生微微凸起(高度为1~ 3mm) ,即进入了第二阶段。被加热区的钢轨产生塑性凸起是进入第二段的宏观标志,此阶段降低顶压力并保压。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
第三段:在保压和继续加热的过程中,当发现轨底角上表面出现几个面积约1.5 ~ 3mm²的单个熔池,轨头顶面出现有随火焰而动的“镜面熔池”(温度约为.1350℃~1400℃)时,即进入第三阶段,开始提压进行最终顶锻。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
风险:本站内容仅作技术交流参考,不构成决策依据,所涉标准可能已失效,请谨慎采用。
声明:本站内容由用户上传或投稿,其版权及合规性由用户自行承担。若存在侵权或违规内容,请通过左侧「举报」通道提交举证,我们将在24小时内核实并下架。
赞助:本站部分内容涉及收费,费用用于网站维护及持续发展,非内容定价依据。用户付费行为视为对本站技术服务的自愿支持,不承诺内容永久可用性或技术支持。
授权:除非另有说明,否则本站内容依据CC BY-NC-SA 4.0许可证进行授权。非商业用途需保留来源标识,商业用途需申请书面授权。


