1 保养及打磨操作说明
1.2 保养
为使本公司产品达到最佳的使用效果,新辙叉上道后的前期养护非常重要,尤其是前三个月。
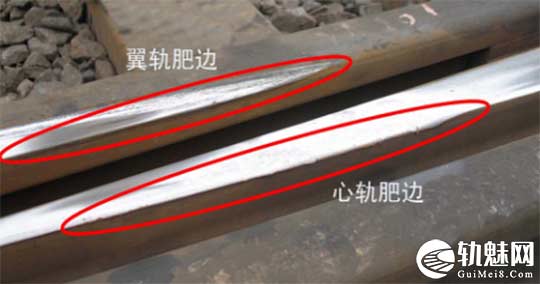
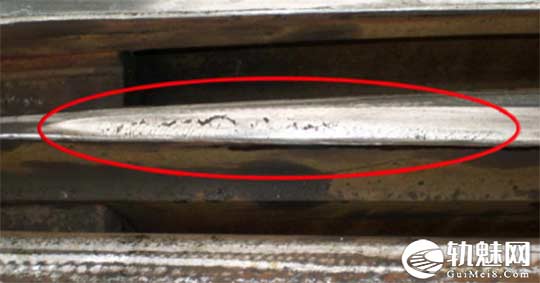
由于辙叉按标准列车轮缘设计,而线路列车的轮对为不同程度的磨耗轮,因此在新辙叉上道后的轮轨磨合期内(一般为 1~ 3 个月),在心轨 20~50mm 断面处,翼轨及心轨的工作及受力条件恶劣。容易出现肥边,如图(右上)所示。此时肥边需及时打磨,以免造成剥离掉块。翼轨及心轨可能会出现麻点及鱼鳞伤,如图(右下)所示,此时也必须及时进行预防性打磨,去除鱼鳞伤,避免进一步扩展,造成裂纹及掉块;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
打磨后效果如图(下) 所示。一般经过 2~3 次打磨后,辙叉磨耗进入相对稳定期;


焊接式翼轨加强型合金钢组合辙叉在上道使用中,合金钢焊接翼轨焊缝处可能会出现如图所示的两种不同材质的熔合线,不影响翼轨使用性能。

2.2 打磨
辙叉上道初期(上道后60天内)应及时打磨车轮对辙叉工作边圆弧碾压后形成的肥边、棱角、鱼磷纹等,减少伤损,提高辙叉使用寿命。
打磨需配备:电源、Φ150以下磨光机、抛光片。
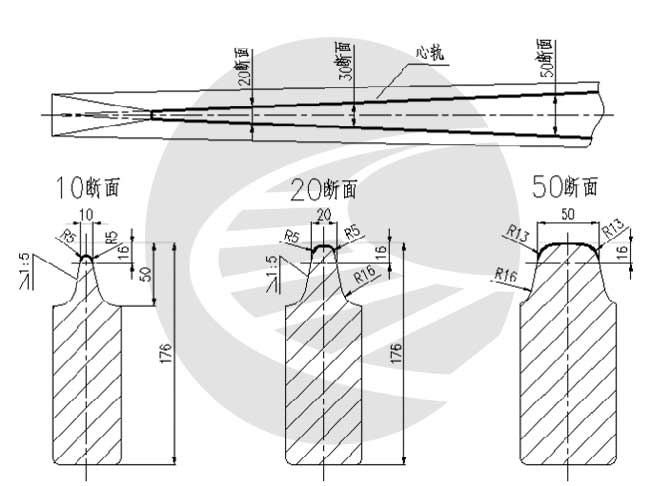
左图为辙叉心轨10、20、50断面图,心轨两侧有R5~R13圆弧。上道后在心轨20~50断面与翼轨共同承载区见右图 ,踏面及圆弧发生变化,需及时打磨修整。
1.3 打磨步骤
1. 先打磨心轨两侧面,去除肥边棱角,打磨出圆弧,按R5~R13mm。
2.再打磨心轨上平面掉块区域,根据掉块深度进行打磨顺延,使心轨平缓过渡见(视频1),掉块坑深>3mm时,深坑处不打磨,边上顺延,见图3、图4。
3.翼轨工作边圆弧按R5~R13mm修磨成型。翼轨只需打磨工作边侧的三角区域,轨顶不需打磨,作为测量基准见(视频2)。
4. 打磨完成后用对打磨区域进行抛光,用手摸光滑圆顺,不能有高低硬点,不能有毛刺,棱边,见(视频3)。
5.心轨打磨完成后使用直尺放于50mm断面到10mm断面处,测量斜面平直度。
6.翼轨打磨完成后,使用“贝尔辙叉心轨翼轨磨耗测量仪”对心轨的磨耗进行测量,若心轨磨耗达到6mm,建议下道。
7.打磨后的翼轨与心轨的降低值需在设计降低值范围内。


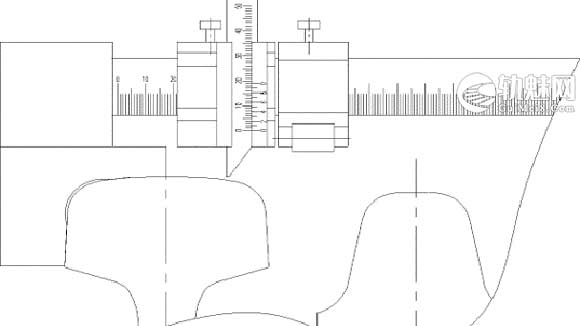
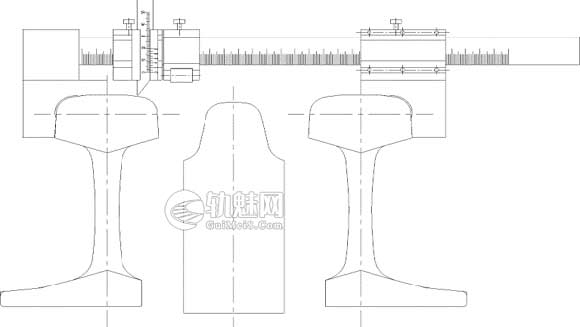
1.5 测量方法
将测量仪架在需要测量位置的翼轨上,使两支座与翼轨轨顶面及侧面贴合,移动游动标尺至磨耗的翼轨或心轨上方,向下推
动高度标尺,使其尖端与翼轨或心轨相接,读取高度值,减去附表 1、2 中翼轨或心轨不同部位理论降低值,即为实际垂磨数值,如下图。
2 附表1
附表 1(注:仅适用于浙江贝尔60kg/m辙叉):
| 心轨断面宽度 | 6号辙叉 | 9号辙叉 | 12号辙叉 | 18号辙叉(研线1302) | ||||
| 位置(mm) | 设计降低值 | 位置(mm) | 设计降低值 | 位置(mm) | 设计降低值 | 位置(mm) | 设计降低值 | |
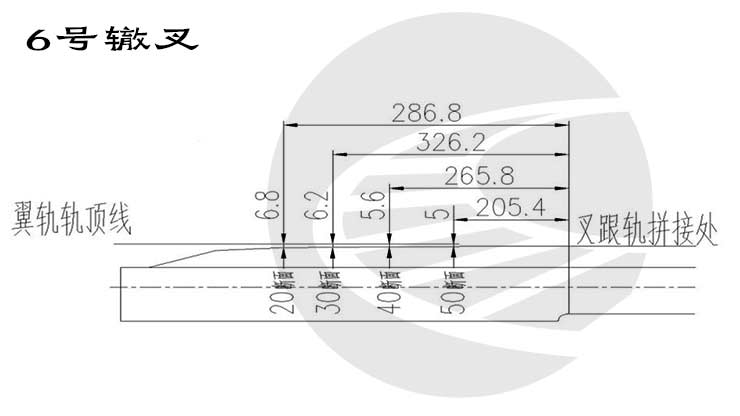
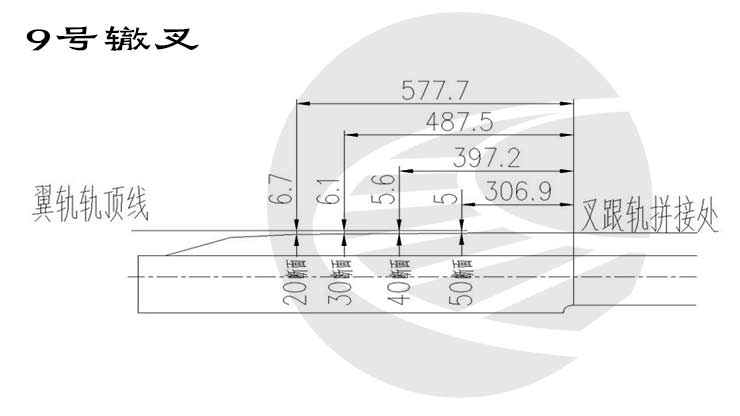
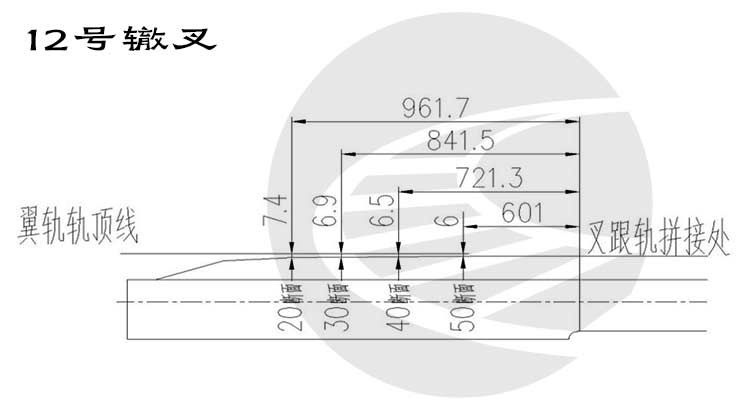
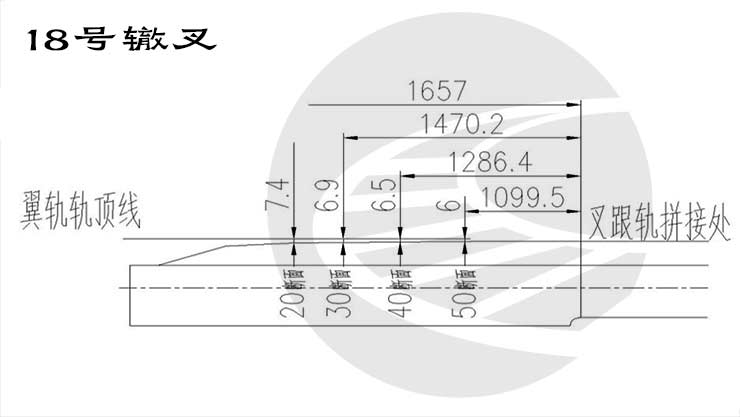
| 20mm | 386.8 | 6.8mm | 577.7 | 6.7mm | 961.7 | 7.4mm | 1657 | 7.4mm |
| 30mm | 326.2 | 6.2mm | 487.5 | 6.1mm | 841.5 | 6.9mm | 1470.2 | 6.9mm |
| 40mm | 265.8 | 5.6mm | 397.2 | 5.6mm | 721.3 | 6.5mm | 1286.4 | 6.5mm |
| 50mm | 205.4 | 5mm | 306.9 | 5mm | 601 | 6mm | 1099.5 | 6mm |
下两图为6号与9号辙叉心轨原始高度断面图,实际磨耗应在相应位置量出翼轨轨顶线与心轨高差后,减去原有高差,即为心轨磨耗值。
3 附表2
60kg/m钢轨翼轨取三个具体测量点
| 测量位置 | 钢轨结构弧度降低值 |
| 中心线偏移23mm | 1.7mm |
| 中心线偏移26mm | 2.4mm |
| 中心线偏移29mm | 3.7mm |
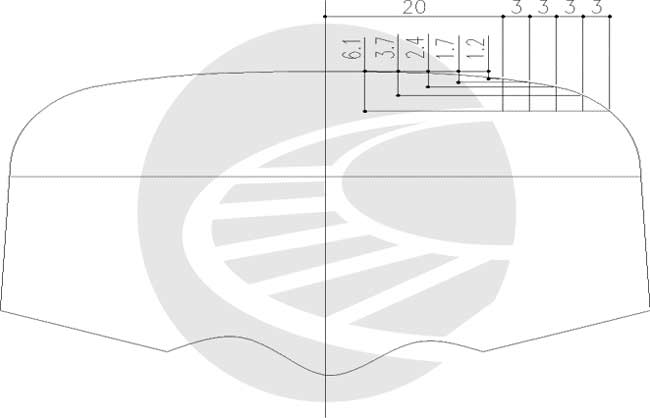
注:由于翼轨为钢轨制造,钢轨的轮踏面由圆弧构成,因此在测量翼轨实际磨耗时,应以钢轨顶面为基准线,测量其高度值后再减去高差。如在钢轨中心线偏移20mm处测量的高差值减去1.2mm,即为翼轨磨耗值。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源:
浙江贝尔轨道装备有限公司 PPT《合金钢组合辙叉保养打磨操作说明》


