1 序言
有轨电车作为新兴的城市轨道交通在各大城市兴起,基于城市复杂的交通现状,在行驶方向转换处的道岔设计限制条件多,因此其结构形式随之很复杂,且要保证乘坐的舒适性需要,全线路的连接采用无缝化设计,而无缝化连接可通过闪光焊接技术实现。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
闪光焊接时,要在两焊件上施加相同的焊接电流和顶锻力,因此要求两焊件的截面形状、对接面积和轮廓尺寸相等或相近。根据这一原理,对合金钢道岔接头进行模拟钢轨外形设计加工。基于钢材限制和有轨电车道岔运行需要,合金钢道岔设计选用了上下层不同材质组合结构,上层采用耐磨性和焊接性好的NM400钢,下层采用Q235钢,钢轨材质为U75V,这就出现了在道岔与钢轨的焊接接头处为3种材质的焊接。为了实现闪光焊接,对合金钢道岔与钢轨焊接端部的90mm进行仿钢轨形状加工,以便实现与钢轨相近截面的闪光焊接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
相同材质的两焊件进行闪光焊接时,其热导率、电导率及热膨胀系数等主要影响指标均相同,焊接工艺范围较宽,焊接参数的调试比较容易,而对多种不同材质组合的焊接接头,其焊接工艺范围较窄,参数调试难度大。本文通过对各个材质的热导率、电导率及热膨胀系数等主要影响指标进行分析,进行闪光焊焊接参数的初步调试,使用调试的参数焊接试件。试件焊接完成后进行感应加热正火,细化晶粒,改善焊接接头组织性能。随后进行各项性能的检测,包括显微组织、钢轨顶面硬度、拉伸试验、冲击试验、疲劳试验及静弯试验,最终得出各项性能均满足要求且有一定储备的焊接工艺方法和参数,实现了合金钢道岔与钢轨焊接接头的自动闪光焊接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 合金钢道岔闪光焊接接头设计
基于闪光焊接要求两焊件的截面形状、对接面积和轮廓尺寸相等或相近这一原理,对有轨电车合金钢道岔闪光焊接端进行接头设计和加工,合金钢道岔焊接端上层与下层通过上下层焊接成整体,形成合金钢道岔闪光焊接接头,如图1所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
-
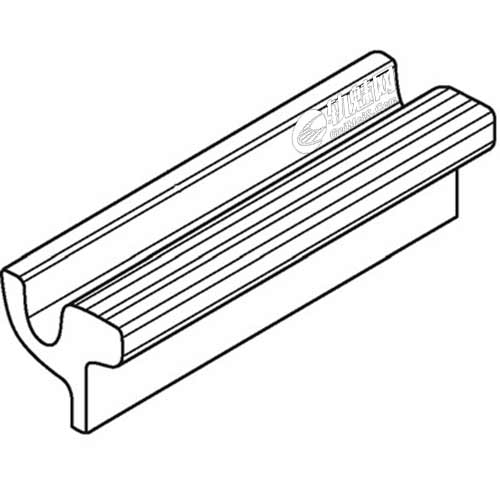
- a)合金钢道岔焊接端上层
-
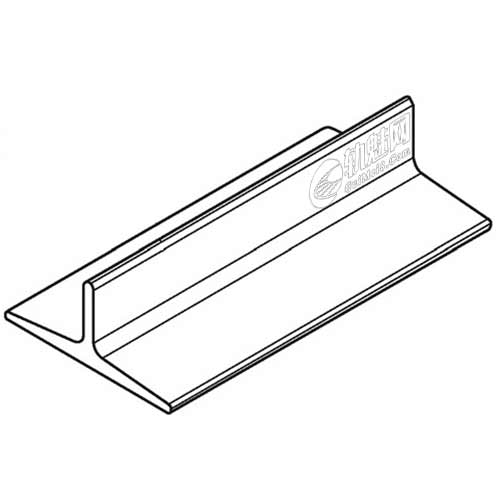
- b)合金钢道岔焊接端下层
-
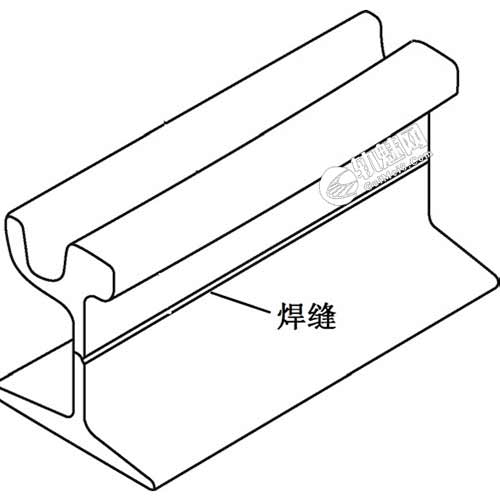
- c)焊缝
图1 合金钢道岔端部分层设计
在工厂内,将有轨电车合金钢道岔接头与槽型钢轨通过闪光焊接进行对接,对接接头形式如图2所示。在线路上,槽型钢轨与接长槽型钢轨采用普通铝热焊进行连接,从而形成有轨电车的整个线路轨道。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 闪光焊接工艺方法
通过闪光焊接将图2所示的接头焊接在一起,满足有轨电车无缝化线路需要,闪光焊接现场如图3所示。焊接工艺过程包括:闪光(闪平阶段)、预热、等速闪光、快速闪光、顶锻、2次加热,焊接总持续时间约为2min,接头总烧化量约30mm。针对所焊接两端母材材质不同,其热导率、电导率、热膨胀系数不同,以及槽型钢轨端面形状分布不集中等情况,将预热次数加大到9次,烧化闪光的位移极限与闪光电流进行配合调整,尽量达到热输入均匀,使接头两端材质烧化和热量达到最大限度的平衡,然后进行顶锻。区别于相同材质的焊接工艺,顶锻后还需要进行2次加热,降低接头的冷却速度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
-
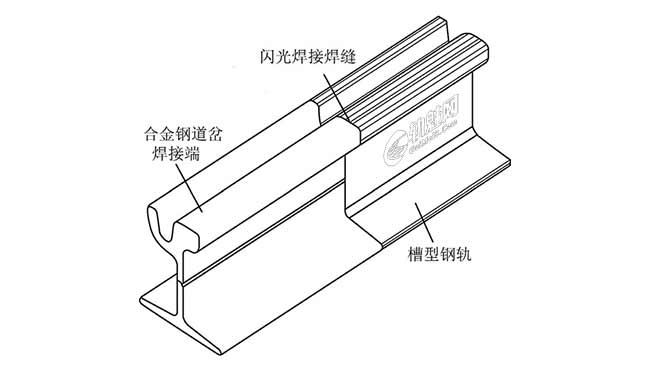
- 图2 合金钢道岔与槽型钢轨闪光焊对接
-

- 图3 闪光焊接现场
4 闪光焊接接头热处理方法
由于闪光焊接的快速顶锻、烧化、连接及熔合等特点,会形成接头应力大、微观组织不均匀等现象,故需要对接头进行焊后热处理,以消除应力、细化晶粒。有轨电车合金钢道岔与槽型钢轨焊接接头的焊后热处理加热温度为850~930℃,加热范围在以焊缝为中心的200mm内,加热采用中频感应加热方式,加热要均匀。焊接接头部位温度降低到(400±20)℃时,用保温棉对焊接接头进行包裹,以缓慢冷却。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5 焊接接头的各项性能检测及质量要求
(1)焊接接头检测项点 有轨电车合金钢道岔与槽型钢轨接头性能检测要求包括:平直度和表面质量检测、超声波和渗透检测、静弯试验、落锤试验、接头拉伸试验、冲击试验、疲劳试验、轨顶面硬度及显微组织检测,其中试件数量见表1。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1 接头检测的项目及受检焊接接头试件数量 (个)
| 外观检测 | 超声波、渗透检测 | 静弯(轨头受压) | 疲劳 | 拉伸 | 冲击 | 硬度 | 显微组织 | 落锤 |
| 41 | 41 | 15 | 3 | 1 | 1 | 2 | 1 | 15 |
(2)焊接接头质量 经过各项性能检测,有轨电车合金钢道岔与钢轨闪光焊接接头质量良好,符合道路运行标准要求,焊接接头质量要求见表2。
表2 焊接接头质量要求
| 序号 | 项目 | 要求 | |
| 1 | 外观 | 平直度 | 垂直方向:0~0.3mm,水平方向:±0.5mm |
| 表面质量 | 表面不平度≤0.2mm;焊接接头及周围槽型钢轨、高锰钢道岔,表面无裂纹、明显压痕、划伤、碰伤及打磨灼伤等缺陷 | ||
| 2 | 无损检测 | 渗透检测:GB/T 26953—2011《焊缝无损检测 焊缝渗透检测 验收等级》,验收等级2X超声波检测:①轨头部位:<φ 3mm长横孔当量。②轨腰部位:<φ 3mm竖孔当量。③轨底部位:<φ 3mm-6dB竖孔当量。④当缺陷当量比①~③规定的极限低3dB或以内时,延伸长度应<6mm。⑤焊缝中不应存在裂纹、未熔合等面状缺陷 | |
| 3 | 落锤 | h=2.7m,2次不断 | |
| 4 | 静弯(轨头受拉) | F≥850kN,不断 | |
| 5 | 疲劳 | Fmin=85kN,Fmax=420kN | |
| 支距:1.0m,载荷循环次数:2×106次,不断 | |||
| 6 | 拉伸 | NM400 层 :Rm≥700MPa Q235层:Rm≥370MPa;A≥6% | |
| 7 | 冲击 | KU≥6.5J(符合U75V钢轨母材的性能要求) | |
| 8 | 硬度 | 1.05HP≥HJ≥0.9HP,HJ1≥0.8HP;w≤20mm(合金钢道岔侧和U75V钢轨侧分别按照各自母材硬度性能进行计算) | |
| 9 | 显微组织 | 焊缝和热影响区:珠光体+铁素体;不应有马氏体 | |
6 工程应用实例
采用闪光焊接不仅效率高,焊接过程自动化程度高,焊接过程可减少环境污染和职业健康危害,而且操作简单,一般技术工人通过培训指导即可上岗操作,最大限度地减少了由于工人操作水平和责任心对产品质量的影响因素。目前,这种结构形式的合金钢道岔采用闪光焊接无缝化线路,已经在我国多条城市有轨电车线路上得到应用,如武汉光谷T1/T2线有轨电车、深圳龙华有轨电车及甘肃天水有轨电车等项目,其中武汉光谷有轨电车道岔施工及线路运行状态如图4所示。这些线路道岔均分布在城市繁华交通路段,日通过量较大,通车均达到三年以上,电车通过道岔焊接段的平稳性、舒适性较好,闪光焊接接头质量可靠。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
-

- a)道岔
-
- b)线路运营
图4 武汉光谷有轨电车道岔制造及线路运营
7 结束语
通过对有轨电车合金钢道岔端部设计,使之满足与标准槽型钢轨实现端面形式的对称度要求,通过调整闪光焊各项焊接参数,采用合适的热处理工艺,克服了3种材质性能差别造成的焊接难度。经试验检测及产品上道验证,证明焊接接头质量稳定,各项性能满足使用要求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源:
原文名称:有轨电车合金钢道岔与钢轨闪光焊接技术
作者信息:王秀菊,李琪(中铁宝桥集团有限公司)
期刊信息:《金属加工:热加工》 2022年第12期57-59,共3页



讲的很详细