一、适用范围
适用于96头钢轨打磨车在高速铁路无砟轨道的打磨作业,高速铁路有砟轨道可参照执行。
二、作业目的
指导机械操作人员在高铁线路正确、安全的使用96头钢轨打磨车。保持钢轨光带平顺,提高运行品质。
三、作业条件
1.该作业必须在封锁点内进行。
2.封锁前后不限速。
3.96头钢轨打磨车用于打磨道岔外300米以外的正线线路,站线不打磨。
4.影响打磨作业的设施(红外线探头以及高铁线一些特有的影响正常打磨的设备等)需拆除,否则作为障碍物跳过(会影响连贯性)。
四、工具、机具、材料准备
1m平直尺、塞尺、30cm钢板尺
五、作业流程
1.作业前
1.1点名分工
工班长组织作业人员点名,明确作业范围、节点时分及安全注意事项。
所有人员均应按规定使用劳动保护用品。
进入施工车站前必须进行点名统一列队进入施工相关车站,点名时施工负责人对人员着装、携带对讲机情况及照明设备进行检查。
1.2安全预想
上班要集中思想,做到自控、互控、他控及联控。
按规定要求设置好相应的防护,加强操作人员与防护员之间联系。
严格 “天窗修”点内作业规定。
作业前确认机械状态良好,各作业、悬挂装置位置正确到位。
从打磨小车上敲下来的铁块需要清除,往桥下扔时须避开道路、房子、行人、车辆等。
工务段应提前处理焊接接头、翼轨、异形接头、钢轨错牙等超限处所。
工务段负责清理线路打磨作业后掉落作业地段的铁块和金属屑。
作业人员在上道前必须清理干净打磨车底部的金属积块和金属屑。
上道前必须要确认三大件工作正常。调车作业、区间运行必须全程开启三大件。
打磨作业时车辆两侧不得立人,配合单位人员进行打磨车两侧范围内的必须进行制止。
高铁工程线施工时,由于线路上护栏和踏板没有完全设好,作业人员应避免站在踏板上靠近护栏,正线、站线上进行检查保养时必须设置有效防护。
上下车时必须面向车体双手抓扶把手,打磨作业时人员不得上下车。
在工程线线路上经常有许多其他单位工作人员施工,有时会有电务的架网小车在线路上推行,在工程线上运行或进入封锁区间时,大机以不超过45km/h的速度运行,并保证运行前方头灯良好,司机加强了望,随时准备停车。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
工程线施工时,大机驻站防护要随时与其他施工单位的驻站防护保持沟通,在各单位结合部要重点关注,避免多家施工单位之间的冲突。
无论接触网是否停电,所有班组人员都要以“有电”的态度来对待,禁止随意上车顶或使用工具进入接触网2米的安全限界。
1.3防护设置
设驻站(所)防护员,统一登销记。
施工负责人确认防护已到位,并接到施工命令(命令号、施工起讫时间)后,通知作业人员车机联控,视封锁情况按规定开启运行监控装置并正确输入有关数据,驾驶打磨车进入作业区间施工。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
上道作业
进入封锁施工地点后,应立即按规定设置防护,并关闭运行监控装置,具体作业程序参见操作规程。
1.4钢轨打磨
1.4确定打磨技术方案
现场测量钢轨顶面饱满度。
根据大西客专线开行的动车组,设计打磨廓形,打磨廓形应符合设计要求,并采用模板或钢轨轮廓(磨耗)测量仪进行打磨廓形检查和验收。
直线地段及半径大于1500米的曲线
针对轨顶不饱满情况,轨顶设计打磨不小于0.3mm,在R300、R80弧轨顶外侧的地方需要打磨0.3-0.5mm左右。为解决轨顶不饱满问题同时满足轨顶打磨不小于0.3mm要求,此次打磨作业计划打磨2遍,第一遍打磨整个断面+13°~50°,作业速度8~10km/h;第二遍打磨轨顶和轨距角处+7°~45°,作业速度8~13 km/h。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
半径小于1500米的曲线线路进行非对称打磨,用于克服游隙不足造成的钢轨侧磨,具体方法是:将上股R300顶弧、非作用边R80圆弧进行切削,使上股轮轨接触在内侧R80圆弧处,以增大上股车轮滚动圆半径,即上股打磨顶面脱碳层后适当打磨顶面外侧,同时将下股顶弧R300及内侧R80圆弧进行切削,使下股轮轨接触在外侧R80与R300衔接处,以减小下股车轮滚动圆直径,钢轨廓形同直线,这样就可以增加车辆通过曲线的能力,减少上股侧磨、鱼鳞纹及曲线波磨的产生,延长钢轨使用寿命,提高列车舒适度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.作业过程及技术标准
2.1作业准备
设定作业驾驶室。
钢轨打磨车按封锁命令进入作业地点。
放打磨小车前施以驻车制动。
随车防护员按规定到位防护。
在直线上放下作业打磨小车,确认小车走行轮准确入位。
将操作计算机上工作状态设置成“打磨”状态,确认最低作业速度设置,启动打磨电机,输入高铁线路用打磨模式,并根据情况调节各车作业功率。
机长巡视检查打磨电机运转情况。
作业开始前,所有作业人员上车就位。
2.2打磨作业
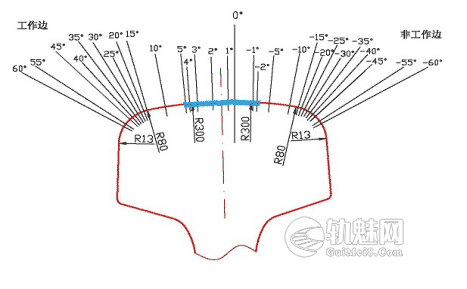
线路打磨的最大角度范围为:-10°~+60°(钢轨外侧为负角度,钢轨内侧为正角度)。
按要求设定作业巡航速度。
在确认大机各系统工作正常,确认制动系统完全缓解后,开始作业。
如遇到不能打磨的区域,应设置障碍区域避让障碍。
在作业终点提起砂轮,确认所有砂轮提升,方可停车。
根据需要,转换作业司机室,进行下一遍作业。
线路打磨相连两段线路重叠打磨的区域不少于10米,并适当减少打磨功率,保证结合部的平顺性。
2.3作业质量的控制(严格按施工方案中作业标准)
打磨后钢轨不得连续发蓝。
打磨后钢轨表面粗糙度:Ra max ≤10µm(轨顶R300处)。
对线路上钢轨波浪型磨耗、钢轨肥边、马鞍型磨耗、焊缝凹凸、鱼鳞裂纹等病害应进行打磨
钢轨纵向波深超标的比例不超过20%。
打磨完后光带应集中在顶面磨削深度为0.3mm的位置,光带应笔直,轨面应有正常的弧度,没有棱角。
目标光带位置:打磨后光带居中,光带位置在R300区域+5°~ -2°之间。光带宽度20~25mm,内侧距钢轨作用边22~25mm,外侧距钢轨外侧25~27mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
打磨砂轮起落点必须准确,误差不超过300mm。
3.作业后及质量验收
3.1工务段监控项点
对打磨小车下降和提起处附近,必须使用打磨列车重新进行砂轮各角度打磨量一致的均匀打磨,打磨后立刻使用电子平直尺进行平直度检查:如果钢轨轨顶纵向波形无周期性,应符合表1要求;如果打磨完成后钢轨轨顶纵向波形有周期性,平均波深应小于0.02mm(见表2)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
工务段必须加强对打磨小车下降与提起处附近钢轨平直度进行人工检测。
检测时间:有条件情况下应在打磨完成后立刻检测,无条件情况下必须在打磨完成2-3天内检测。
检测方法。目测:发现如图1照片所示的钢轨轨顶纵向周期性波形平直度,必须使用电子平直尺进行平直度重点检查,连续检测距离至少30m以上;如果钢轨轨顶纵向波形无周期性,应使用电子平直尺进行平直度检查,连续检测距离至少30m以上。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
检查距离:打磨开始或终止位置起打磨距离300m范围内重点检测,特别是打磨小车下降和提起处附近;全部打磨小车完全落下后打磨范围内目测巡检,发现如图2照片所示的钢轨轨顶纵向周期性波形平直度,必须使用电子平直尺进行平直度重点检查。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
处理措施:当平直度检测指标超过要求时,必须使用打磨列车重新进行砂轮各角度打磨量一致的均匀打磨,打磨后按上述方法进行检查,直到符合表1要求为止。
沿钢轨100mm长度范围内,打磨面宽度最大变化量不应大于打磨面最大宽度的25%。
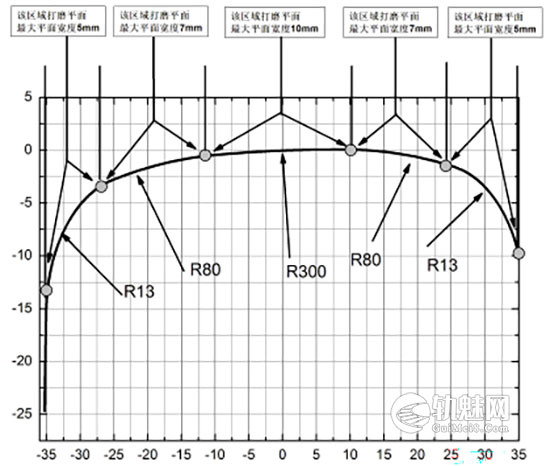
打磨后接触光带应居中,且宽度为20~30mm。钢轨打磨面应无连续发蓝带。打磨面最大宽度(见图5.2.2):R13区域5mm;R80区域7mm;R300区域10mm(见图3)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
正线道岔打磨应充分考虑结构特点,打磨技术要求和验收标准与区间钢轨相同。
工务段要选派胜任人员跟车监控,对打磨小车下降和提起处进行检查和登记。凡发现与正常轨面光带不符的要认真做好记录,拍照并建立档案,及时向打磨车队长反映,重新打磨。打磨后要及时安排人员利用电子平直尺、钢板尺、廓形仪等对起收车地段进行抽查。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
工务段安排打磨工作量时,要考虑铁屑清扫进度,并要足够安排人员对打磨区段清扫情况进行徒步检查,对落下的铁屑瘤进行清理,添乘确认列车人员注意观察。工务机械段在日常检车时注意清除车上遗留的铁屑。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
钢轨打磨作业验收标准 表1
| 项目 | 验收标准(mm) | 测量方法 | 说明 |
| 钢轨母材轨头内侧工作面 | +0.20 | 1 m直尺测量矢度 | “+”表示凹进钢轨母材轨顶基面 |
| 钢轨母材轨顶面或马鞍型磨耗 | +0.20 | “+”表示凸出 | |
| 焊缝顶面 | +0.20 | “+”表示凸出 | |
| 焊缝内侧工作面 | +0.20 | “+”表示凹进 |
钢轨波磨打磨作业验收标准 表2
| 项目 | 验收标准 | 测量方法 | 说明 | |||
| 波长(mm) | 10-30 | 30-100 | 100-300 | 300-1000 | ||
| 采样窗长度(mm) | 600 | 600 | 1000 | 5000 | ||
| 谷深平均值(mm) | 0.02 | 0.02 | 0.03 | 0.15 | 测试精度0.01mm及以上,且测试长度不小于采样窗长度 | 打磨作业完成后8天内或在打磨后通过总重30万吨之前测量 |
| 允许超限百分率(%) | 5 % | 5 % | 5 % | 5 % | 连续测量打磨波磨钢轨长度100m(车载检测)或30m(手工检测) | |


六、作业安全风险项点及防控措施
作业负责人组织进行对标,分析当日作业安全、质量情况;对作业中存在的安全、质量问题,查找原因,制定措施,落实责任整改。


