一、作业介绍
(一)适用范围。
主要指导160km/h以下普速铁路道岔受限区道岔小机打磨工作。
(二)作业目的。
消除钢轨表面既有病害及轨面不平顺,改善轮轨关系,修复钢轨廓形,实现延缓钢轨伤损发展、延长钢轨使用寿命和设备变化周期的目的。
(三)作业条件。
1. 天窗内作业,按要求设置防护。
2. 尖基轨、可动心轨辙叉、绝缘接头打磨需电务人员配合。
3. 轨下基础及几何尺寸达标。
(四)作业内容。
受限区域钢轨表面伤损打磨、道岔大机受限区域打磨。
二、作业前准备
(一)班前准备。
1. 点名分工及健康问询。
(1)作业人员集中列队、着装整洁,施工负责人组织点名,观察确认作业人员精神状态,同时进行健康问询。
(2)根据当日作业内容、工作量、作业人数进行分工,明确技术标准和质量标准。
2. 防护备品清查。
清点防护备品,确保齐全有效,校对对讲机频道。
3. 安全提示。
作业负责人对作业中安全风险进行研判提示。
(二)工机具、材料及防护备品准备。
以下列出常用工机具、材料和劳保用品,根据实际情况选用。
1. 检测工具。
1m平直尺+塞尺、降低值测量尺、钢轨廓形仪、15cm钢板尺、5m钢卷尺、轨距尺等。
2. 打磨机具。
道岔打磨机、垂直打磨机(锂电、汽油)、翼轨打磨机、锂电角磨机、锂电直磨机、吹风机等。
3. 其他材料、工机具。
各类打磨机砂轮片、角磨片、抛光片、石笔、毛刷、汽油、机修工具、吹风机,灭火器等。
4. 劳保用品。
护腿、口罩、护目镜、手套等。
(三)作业机具检查、试机。
1. 检查打磨机、发电机机油和燃油油位,重点查看有无滴油、漏油现象。
2. 检查砂轮有无破损和裂纹,安装是否牢固,磨耗是否超限,砂轮防护罩是否状态良好。
3. 检查联接件是否紧固,电气部件有无裸露和漏电现象。
4. 检查确认反光标识是否齐全清晰。
5. 启动发动机怠速运转3~5min,检查是否正常工作。
6. 检查检测工具是否状态良好,确保在检定期内。
(四)人员机具转运上道。
1. 上道前清点人员及工机具,确认作业人员劳动保护用品穿戴良好,并设好防护。
2. 跨越股道时,由工地防护统一指挥,严格执行“手比、眼看、口呼”制度。
3. 天窗命令下达后,核对天窗命令,由作业负责人指挥人员、机具上道作业。
三、作业方法
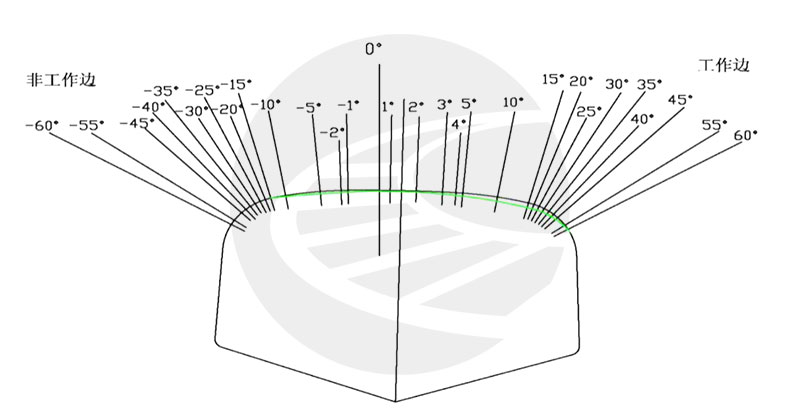
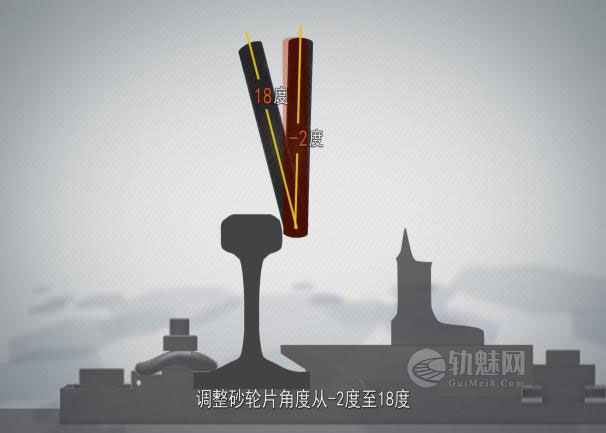
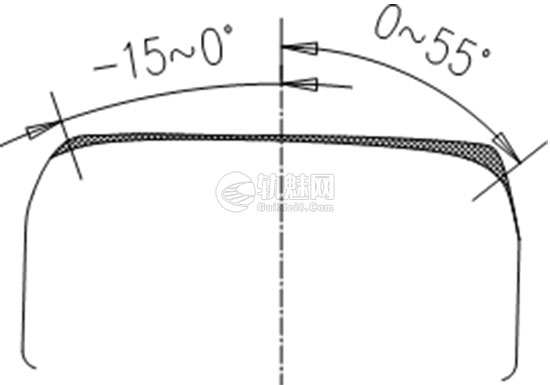
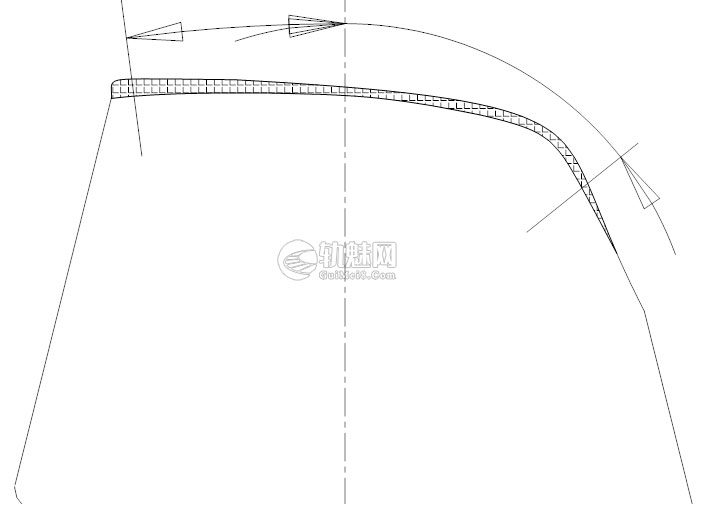
本文所述打磨角度均指钢轨角度(如图1)。
(一)钢轨打磨。
1. 检测和打磨方案设计。
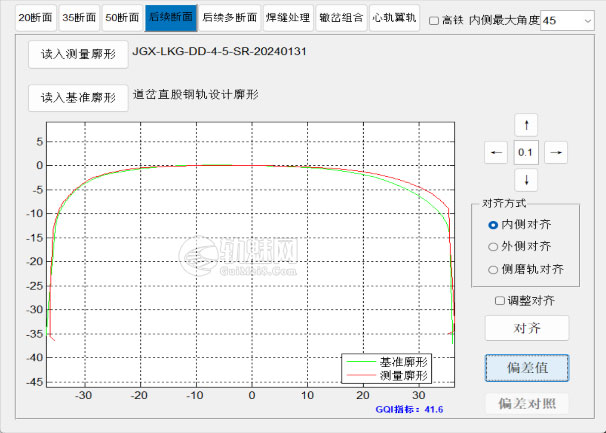
采用相应工具检测钢轨病害,采集打磨区域钢轨廓形,根据伤损区域、伤损深度、实际廓形与目标廓形差异,确定打磨区域和打磨量。

2. 打磨工具。
选用垂直打磨机+道岔打磨机。
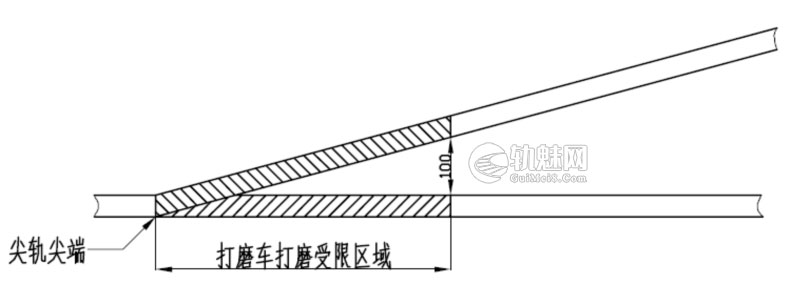
(四)道岔大机打磨受限区作业。
道岔检测和打磨步骤适用所有型号道岔,以1/12道岔为例进行介绍,其他型号道岔比照执行。
1. 整体检测及设计。
(1)伤损检测。
用眼看、手摸的方式检查尖轨、基本轨、辙叉和护轨基本轨是否存在裂纹、掉块、肥边、侧磨、波磨、光带不良等病害,并采用相应工具测量伤损具体数值。
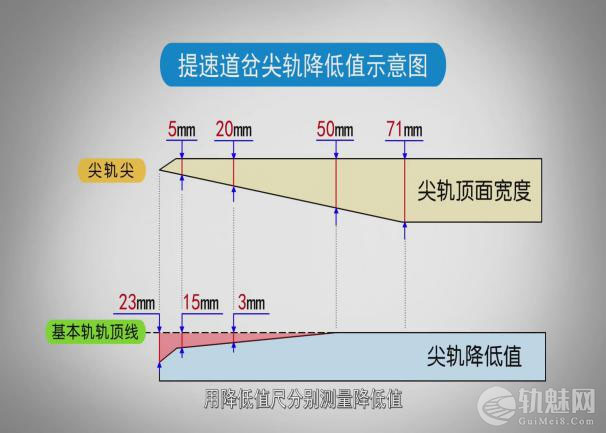
(2)降低值检测。
根据设计图,找出尖轨、辙叉心轨关键断面位置,并做好标记,测量关键断面的降低值。



(3)道岔廓形测量点位。
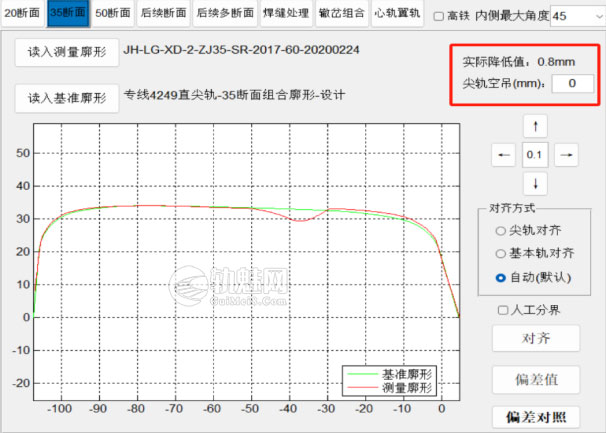
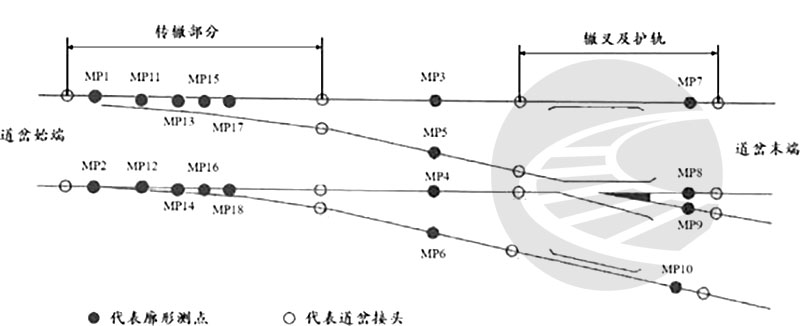
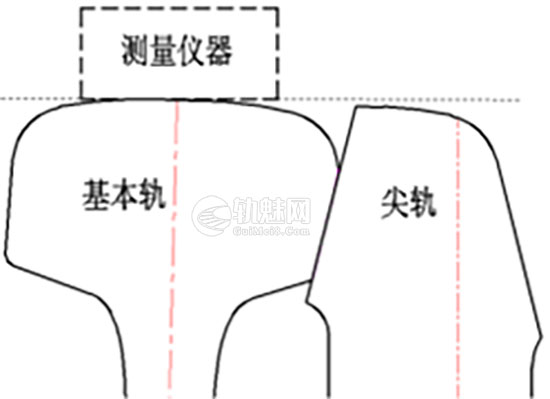
道岔廓形测点如图9所示,MP1、MP2位于尖轨尖前3根轨枕处,MP11、MP12位于尖轨5mm断面对应位置,MP13、MP14位于尖轨10mm断面对应位置,MP15、MP16位于尖轨20mm断面对应位置,MP17、MP18位于尖轨50mm断面对应位置,根据实际需要选点测量。尖基轨组合断面测量方法如图10所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

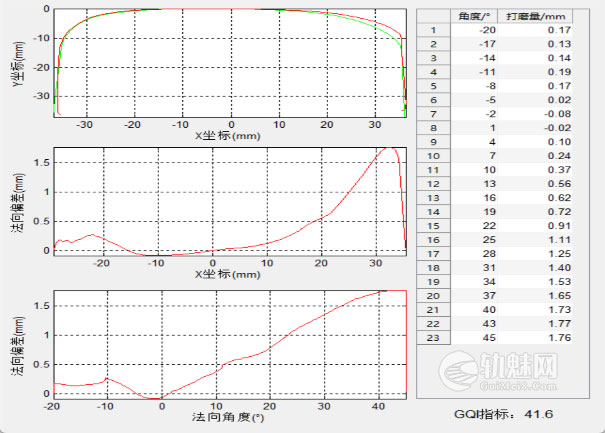
(4)打磨方案设计。
根据伤损区域、伤损深度、实际廓形与目标廓形差异,确定道岔内各个部分的打磨区域和打磨量,并在钢轨上做好标记。
2. 转辙部分打磨。
(1)基本轨打磨。
①打磨工具。
选用垂直打磨机+道岔打磨机,使用“2+1”机组模式进行打磨,即2台垂直打磨机和1台道岔打磨机。
②打磨作业。
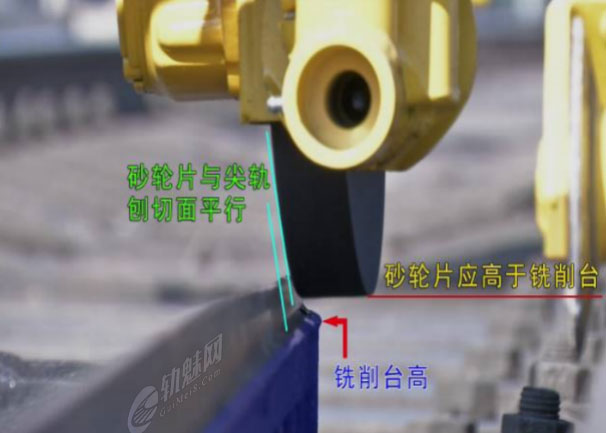
打磨时需将尖轨操动至开口位,打磨顺序为基本轨刨切面→工作边→轨顶面。
a.刨切面打磨:调整道岔打磨机砂轮片的角度和高度,使之平行于基本轨刨切面,打磨过程中根据实际情况控制不同角度的打磨遍数。保证基本轨刨切面平顺并与尖轨密贴,消除刨切面压溃肥边。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


b.工作边打磨:使用道岔打磨机从90°开始按照每次减少2°~4°方式打磨至55°。打磨过程中根据伤损及廓形偏差,控制不同角度的打磨遍数。

c.轨顶面打磨:使用垂直打磨机打磨轨顶-15°~55°区域(锂电垂直打磨机,燃油垂直打磨机-15°~40°),每次调整角度2°~4°左右,每次打磨量控制在0.1~0.2mm。打磨过程中根据伤损及廓形偏差,控制不同角度的打磨遍数。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

(2)尖轨打磨。
①打磨工具。
选用道岔打磨机、垂直打磨机、角磨机。
②打磨作业。
尖轨病害的处理统筹兼顾尖轨廓形,避免处理病害时尖轨表面切削量较大引起其他问题。打磨顺序为尖轨工作边→顶面→非工作边→抛光。
a.工作边打磨。
打磨范围为尖轨尖端至尖轨跟端后3根轨枕。尖轨处于闭合和开口状态均可,将道岔打磨机砂轮调整到高出尖轨铣削台1mm位置,然后从90°按照每次减少2°~4°的方式打磨至与垂直打磨机打磨区域相衔接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

b.轨顶面打磨。
顶面内侧区域:打磨范围为尖轨断面20mm至尖轨跟端后3根轨枕。尖轨处于闭合状态,垂直打磨机每次调整角度2°~4°左右,打磨14°~48°区域。
顶面中心区域:打磨范围为尖轨20mm断面处至尖轨跟端后3根轨枕。尖轨处于闭合状态,垂直打磨机从12°开始按照每次减少2°的方式打磨至-4°。
顶面外侧区域:打磨范围为尖轨20mm断面处至限位器处。尖轨处于开口状态,将垂直打磨机走行架转至曲股,垂直打磨机在尖轨限位器处对位,使砂轮内边缘与尖轨外侧边缘竖直方向上对齐(如图17所示),从-4°开始按照每次减小4°的方式打磨至-15°。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

c.非工作边打磨。
打磨范围为尖轨尖端至尖轨刨切终点。尖轨处于开口状态,调整道岔打磨机砂轮与尖轨非作用边平行并使之高于非作用边铣削台进行打磨(如图18所示),保持砂轮角度不变直至肥边完全消除。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

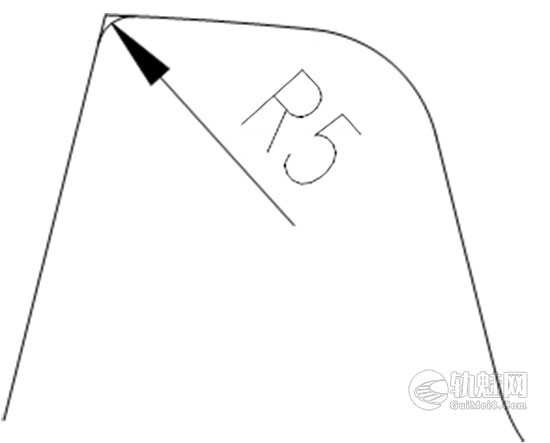
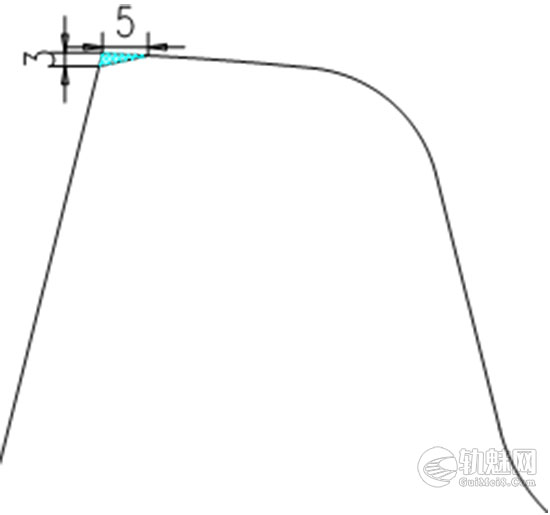
d.倒角和抛光。
采用角磨机(垂直打磨机、道岔打磨机)对尖轨15mm断面至刨切起点范围非工作边进行倒圆或倒角打磨(如图19所示);采用角磨机对尖轨20mm断面前进行打磨,消除钢轨伤损,修复钢轨廓形;采用角磨机+抛光片对尖轨全断面抛光。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)质量验收。
尖基轨组合廓形GQI不小于70,关键断面降低值偏差值不超±1mm,尖轨20至50mm断面间平顺度不超0.5mm/1m, 其余指标详见《钢轨小机打磨作业验收标准》。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3. 辙叉部分打磨。
(1)打磨工具。
主要选用道岔打磨机、垂直打磨机、角磨机、直磨机。
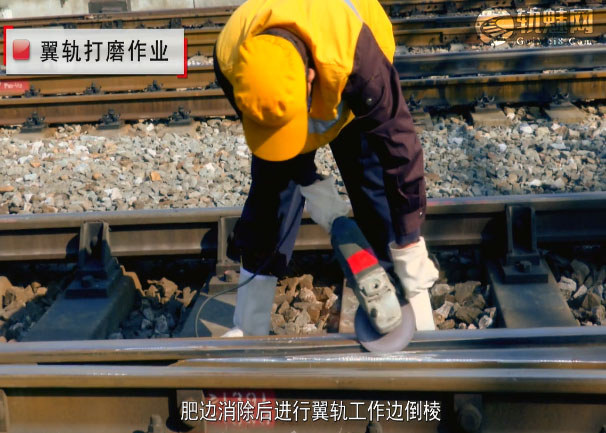
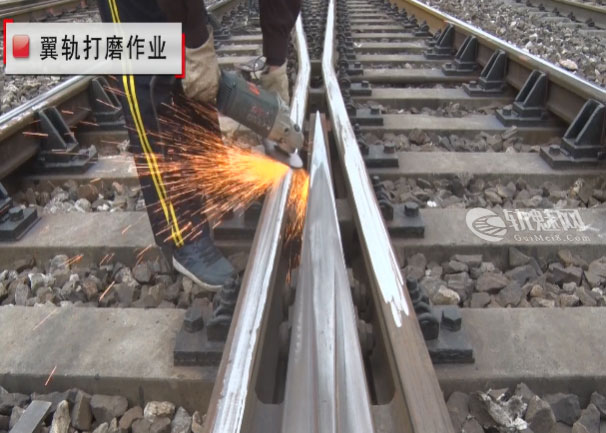
(2)心轨及翼轨打磨。
以消灭辙叉内作用肥边、光带不良、垂磨造成的心轨降低值不匹配,心轨平顺度不良,处理翼轨轮缘压溃为目的,并与辙叉前后钢轨做好顺接(如图20)。可动心轨打磨方式参考尖基轨打磨方式(如图21)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
①肥边打磨:使用道岔打磨机或角磨机对心轨及翼轨作用边肥边进行打磨处理。


②轮载过渡区打磨:
心轨顶宽20mm至50mm范围为轮载过渡区,打磨目标廓形应以现场实测廓形为基准,清除钢轨表面伤损为主要目的。
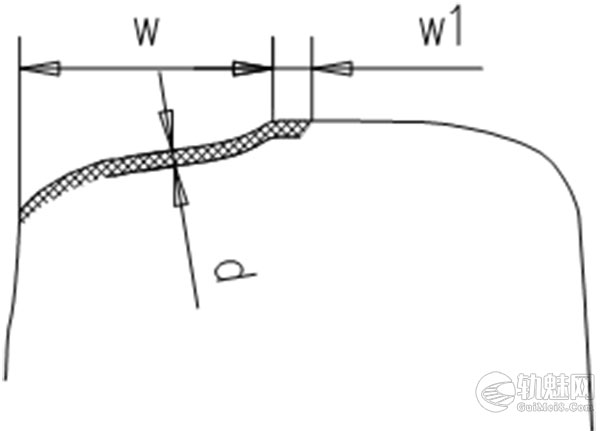
a.翼轨磨痕打磨。
使用垂直打磨机或角磨机消除翼轨碾压凹槽。翼轨实际接触宽度W为打磨重点区域,并设置宽度W1的接触区域与非接触区域的过渡区域,以防止应力集中,过渡区域应变化平缓,其宽度建议值为5~10mm。打磨后的廓形应与打磨前保持一致,打磨深度根据伤损程度而定,单次施工的打磨深度不应超过1~1.5mm。全长打磨区域内的打磨深度应均匀,保证接触区域坡度变化一致,避免出现突变点。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

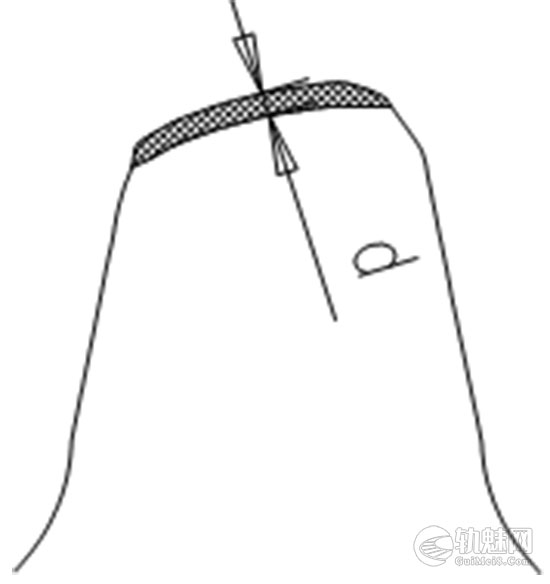
b.心轨打磨。
采用垂直打磨机或角磨机对心轨轮载过渡区进行打磨。心轨打磨深度应与翼轨相当,从而维持心轨与翼轨相当高差,有利于保持良好的匹配关系,缩短打磨后心轨与翼轨间的磨合周期。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

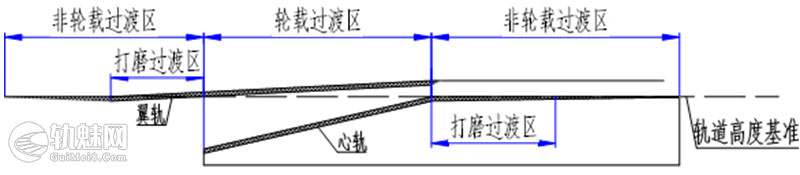
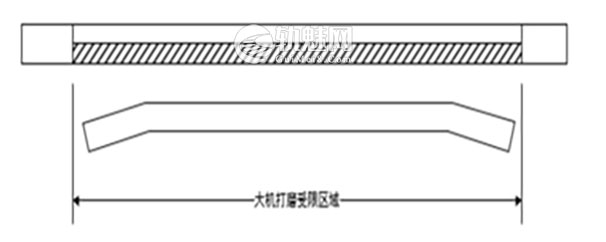
③非轮载过渡区打磨:
心轨非轮载过渡区为心轨顶宽50mm处至辙叉跟端区域,翼轨非轮载过渡区为辙叉趾端至心轨顶宽20mm处区域。非过渡区钢轨表面基本满光带,以设计廓形为基准,综合考虑实测廓形和伤损特征设计打磨目标,确定打磨区域,当轨肩形成伤损时,应重点进行打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
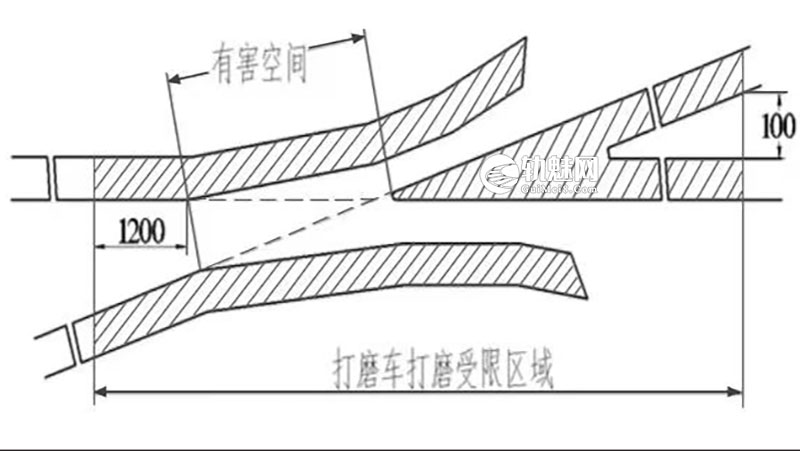
由于非过渡区的打磨深度通常小于过渡区。为实现翼轨、心轨高度变化过渡平顺,结合过渡区的打磨深度,设置合理过渡区长度,建议过渡区长度为1200~1500mm(至辙岔后接头或焊缝)如图所示。打磨完成后测量钢轨顶面平顺度不大于0.5mm/1m,避免出现突变点。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
④辙叉拼接缝打磨:用角磨机或直磨机对辙叉拼接缝进行开缝打磨,并按1~2mm ×45°进行倒棱。


⑤工作边倒圆弧:对辙叉心轨、翼轨工作表进行倒圆弧处理。
⑥抛光打磨:用角磨机+抛光片对辙叉全断面进行抛光修理,消除表面毛刺和局部小坑。


(2)质量验收。
关键断面降低值偏差值不超±1mm,心轨20至50mm断面间、50mm断面以上以及翼轨抬高段平顺度不超0.5mm/1m, 其余指标详见《钢轨小机打磨作业验收标准》。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4. 护轮轨受限区打磨。
(1)打磨工具。
选用道岔打磨机+垂直打磨机+锂电角磨机。
(2)打磨作业。
打磨方法参照钢轨打磨工艺,但应注意到由于护轮轨的存在,垂直打磨机仅能打磨至内侧42°位置,对于垂直打磨机无法打磨到的大角度区域,使用道岔打磨机进行顺接打磨(现有垂直打磨机仅能打磨至内测32°,物总现使用神飞高铁锂电垂直打磨机可打磨至内侧42°位置)现场实际施工情况为:道岔打磨机+垂直打磨机打磨后在内测38°-42°位置可能存在打磨接茬位置需要使用角磨机消除棱角。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)质量验收。
GQI不小于70,其余指标详见《钢轨小机打磨验收标准》。
四、作业完毕
1. 作业回检。
整体检查打磨作业质量,逐点分析当日作业情况,针对当日作业不能完全消灭的病害及修复的廓形应做好记录,分析原因。为次日打磨做计划准备。
2. 场地清理。
作业完毕后使用吹风机对当日打磨处所铁屑进行清理,防止粘黏绝缘处所,造成红光带等问题。
3. 工机具回收。
工机具及时下道并清点数量,防止遗留,使用后的废旧材料收集统一清理,杜绝随处乱扔。
五、打磨注意事项
1. 打磨过程中要遵循“少打勤测”的原则,避免出现过打磨情况。
2. 打磨时不得灼伤钢轨(无连续发蓝带)。
3. 尖轨和基本轨宜同步打磨,保证降低值符合标准。
4. 打磨尖轨、可动心轨顶面宽20mm以下区域时,应严格控制打磨角度和打磨量,以防打伤尖轨、可动心轨。
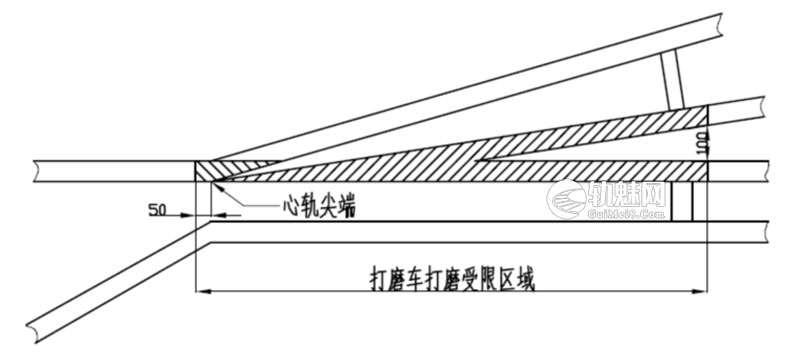
5. 大小机结合打磨顺接廓形时,小机主要对大机打磨受限区进行打磨,大小机重叠打磨区域不得小于1.2m。
6. 尖轨、心轨打磨后须进行倒棱和抛光处理。
7. 避免原地“下刀”、“收刀”,应在打磨机行进中逐步增加或减少打磨进给量,确保顺坡均匀。尤其是尖轨变截面部位的起收刀必须在打磨机走行过程中缓慢进行。
8. 作业中机械发生故障或需要更换砂轮时应立即熄火处置。
9. 打磨作业时打磨机旁及前后危险区域禁止站人,防止打磨火花飞溅伤人或砂轮爆裂后伤人。
10. 打磨时注意观察辅助轮走行情况,防止掉道碰伤手脚及打伤钢轨。
11. 打磨后须及时清除钢轨、绝缘接头、道岔转辙部位、可动心辙叉等部位和打磨机具的铁屑,并配合电务人员调试恢复设备。
12. 打磨过程中钢轨温度升高,冷却后轨面平直度会有一定程度的降低(低塌趋势),因此打磨后钢轨轨面平直度应比目标平直度高0.2~0.3mm/m。
13. 打磨机每个步骤打磨完毕后角度和高度调整必须在收刀状态下进行。
14. 打磨机在辙叉部位作业时,应有人进行辅助,防止走行轮走行不平稳打伤辙叉。
六、打磨建议
1. 新辙岔上道两周内进行预打磨(脱碳层打磨及廓形修复)
2. 每季度进行预防性打磨,每半年根据伤损情况,重点标注道岔及位置进行修理性打磨(重点标注道岔为集中修时掌握的现场情况进行单独罗列,重点位置主要为心轨降低至及翼轨凹槽)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3. 建立完善的伤损检查制度及数据照片留存。
4. 加强各工区及车间打磨作业能力学习提升。
附件:1. 打磨工具性能参数表
2. 检测工具性能参数表
3. 小机打磨验收标准


