一、搬运及装卸
由于合金钢组合辙叉属于拼装式组合辙叉,因此在运输、装卸和铺设时尽量使用吊机,采用两端均有“凸”字形专用吊具轻装轻卸,尤其对辙叉的趾、跟端严禁摔砸和猛烈碰撞,以防其几何尺寸发生改变。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
二、更换
1.更换前,首先核对新辙叉的型号、长度、开口是否与需要更换的辙叉一致,拉线检查新辙叉空线、抗线,保证新辙叉符合技术要求。由于辙叉为拼装式辙叉,运输及搬运过程可能存在轻微变形,在线路安装时应调整到位;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.更换新辙叉时,尽量使用吊装设备,使辙叉准确到位。现场无吊装设备时,要组织足够的人力,新辙叉拨移时,用力要均匀,并防止辙叉被其它钢轨或硬物卡、扭导致几何尺寸发生变化;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.辙叉固定前,应首先固定垫板,检查线路一侧(直股优先)的水平、方向、轨距是否符合要求,调整该侧轨距块,固定辙叉,保证辙叉安装后该侧的轨距、方向、空线、抗线符合要求;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.检查辙叉趾、跟端开口,调整辙叉另一侧轨距块,保证空线、抗线符合要求,调整轨距,保证线路处于良好状态。
三、上道使用保养
为使本公司产品达到最佳的使用效果,新辙叉上道后的前期养护非常重要,尤其是前三个月。
1.对道床道砟要加强捣固,提高道床阻力,使辙叉基础稳定,防止空吊;
2.仔细检查与辙叉相关部件的几何尺寸及工况,精确调整轨距、水平、方向、高低,使之处于技术要求的正常状态;
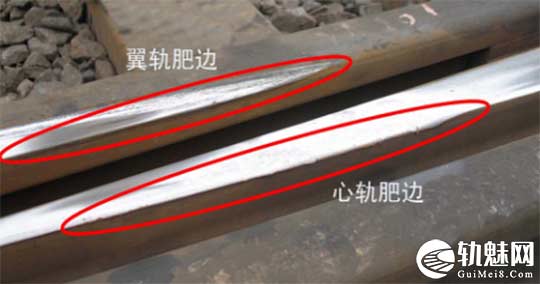
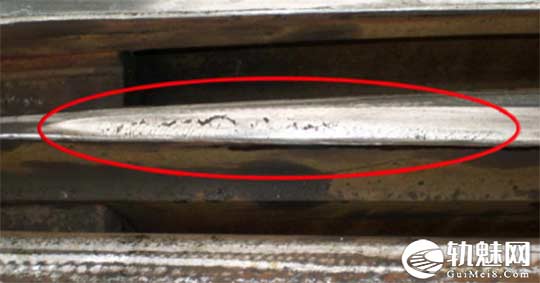
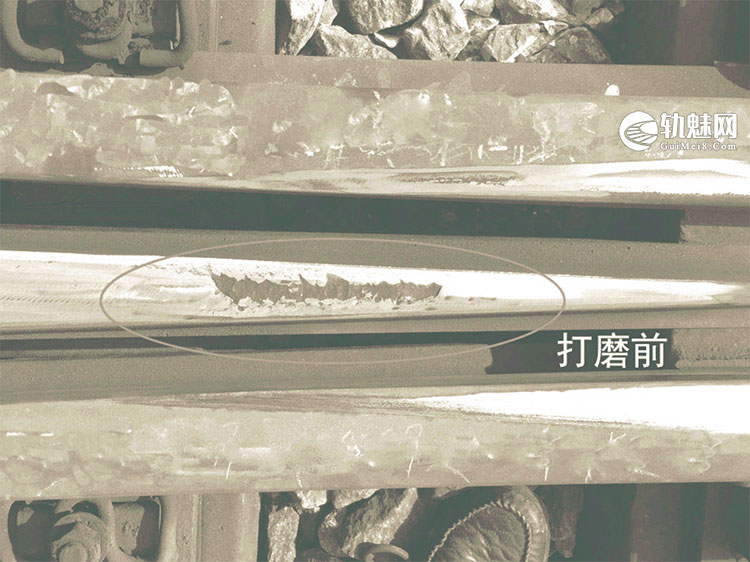
3.由于辙叉按标准列车轮缘设计,而线路列车的轮对为不同程度的磨耗轮,因此在新辙叉上道后的轮轨磨合期内(一般为1~3个月),在心轨20~50mm断面处,翼轨及心轨的工作及受力条件恶劣,容易出现肥边,如图1所示。此时肥边需及时打磨(肥边不得超过2mm),以免造成剥落掉块,打磨后效果如图2所示。一般经过2~3次打磨后,辙叉磨耗进入相对稳定期;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

4.辙叉上道初期,由于轮轨关系没有完全磨合,在列车的碾压及冲击下,辙叉翼轨及心轨可能会出现麻点及鱼鳞伤,如图3所示。此时必须及时进行预防性打磨,去除鱼鳞伤,避免进一步扩展,造成裂纹及掉块;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5.辙叉上道初期,由于受列车的碾压及冲击,容易造成螺栓松动,因此应加强检查辙叉各部连接螺栓和接头夹板、弹条扣件、道钉螺栓等,如有松动应及时复紧;
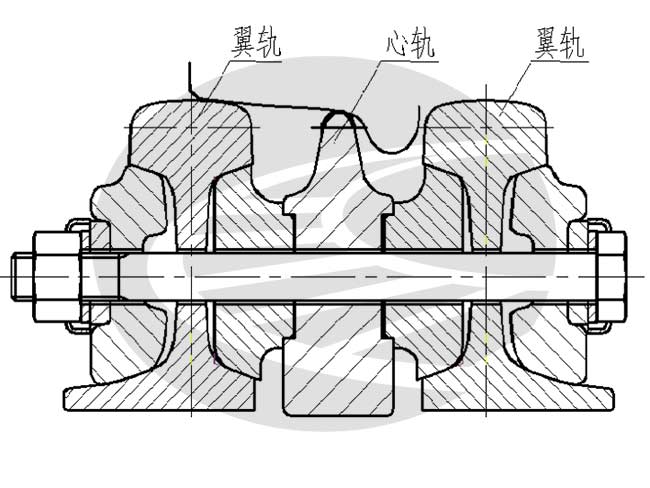
6.注意检查辙叉心轨与叉跟轨圆弧连接处。由于心轨与钢轨的材料不同,其机械性能差异较大,上道使用后圆角部位受挤压可能会出现起皮、掉块现象,因此圆角部位在出厂前都进行了倒角处理,如图4所示。日常维护要注意观察打磨修复,防止出现伤损;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

7.应定期检查辙叉各部是否有飞边、鱼鳞纹等,一经发现,应及时打磨圆顺;
8.辙叉使用夹板连接时要加强接头的养护维修,防止出现高低不平、轨缝过大等现象,以减少对辙叉的冲击;
9.应定期检查道岔及辙叉相关的各部几何尺寸,及时调整,确保辙叉的正常服役状态。
10.翼轨焊接式加强型合金钢组合辙叉在上道使用中,合金钢焊接翼轨焊缝处可能会出现如图所示的两种不同材质的熔合线,不影响翼轨使用性能。

四、辙叉日常维护技术指标
1.在咽喉至心轨宽50mm处,翼轨和心轨踏面允许存在≤6mm的垂直磨耗;
2.各部分螺栓要求拧紧。具体要求为:
①安装弹条时,螺母的拧紧程度要适当,以弹条中部前端下腭与轨距块刚刚接触为准;
②M27高强度螺栓和螺母的拧紧力矩为1100至1200N.m。
五、打磨操作
1.辙叉上道初期(上道后60天内)应每隔1周内、之后每隔半个月内,及时打磨车轮对辙叉工作边圆弧碾压后形成的肥边、棱角、鱼磷纹等,减少伤损,提高辙叉使用寿命。
打磨需配备:电源、Φ150以下磨光机、抛光片。
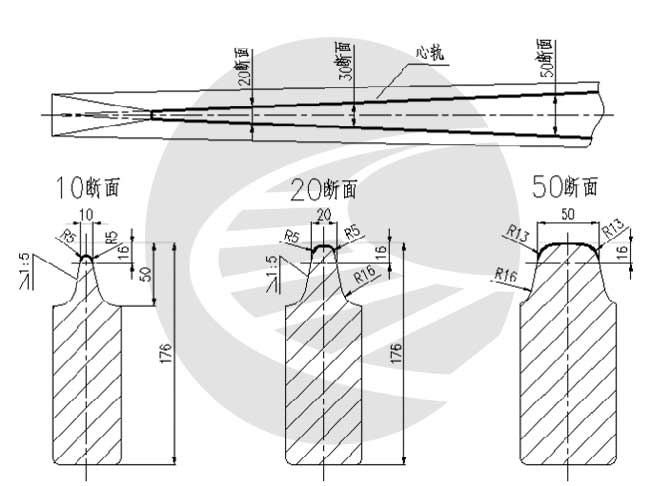
图5为辙叉心轨10、20、50断面图,心轨两侧有R5~R13圆弧。上道后在心轨20~50断面与翼轨共同承载区见图6,踏面及圆弧发生变化,需及时打磨修整。
2.打磨步骤
①辙叉打磨前,先使用“贝尔辙叉心轨翼轨磨耗测量仪”对心轨的磨 耗进行测量,若心轨磨耗达到4mm, 建议不再进行重度打磨。
②先打磨心轨两侧面,去除肥边棱角,按R5~R13mm 圆弧打磨圆顺。
③再打磨心轨上平面掉块区域,根据掉块深度进行打磨顺延,使心轨 平缓过渡,掉块坑深>3mm时,深坑处不打磨,边上顺延,见图7、图8。

④翼轨工作边圆弧按R5~R13mm 打磨圆顺。翼轨只需打磨工作边侧的 三角区域。作为测量基准,轨顶不需打磨。
⑤打磨完成后用对打磨区域进行抛光,用手摸光滑圆顺,不能有高低 硬点,不能有毛刺,棱边。
⑥心轨打磨完成后使用直尺放于50mm 断面到10mm 断面处,测量斜面 平直度。
⑦打磨后的翼轨与心轨的降低值需在设计降低值范围内。
六 、心轨及翼轨磨耗测量
1、测量点:
根据合金钢组合辙叉的使用磨耗特点及铁道部运输局基础 部2010年11月17日所发电报(763号),对本公司生产的辙叉测量点定为:
(1)心轨垂磨测量点:心轨断面20mm、30mm、40mm 处;
(2)翼轨垂磨测量点:测量位置在心轨20-30mm 断面宽度对应的翼轨 顶面实际磨耗量。
2、测量工具:
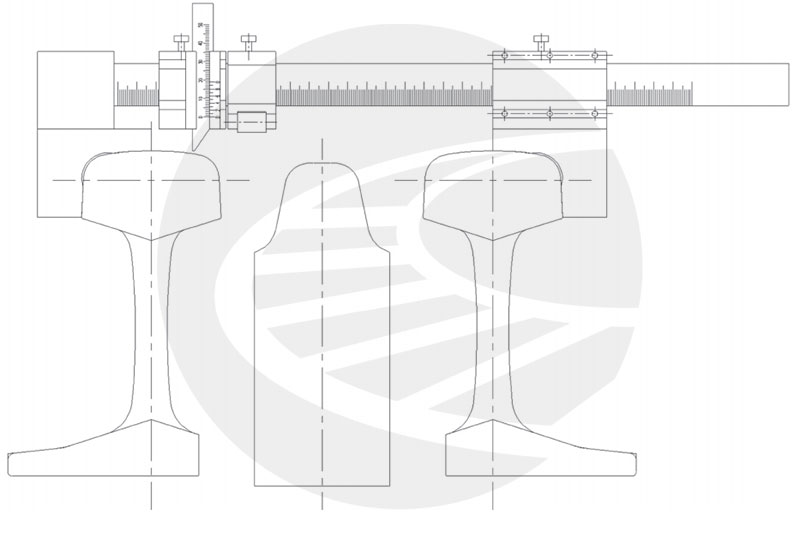
使用浙江贝尔集团研制的“贝尔辙叉心轨翼轨磨耗测量仪”(如图9所示)进行测量。
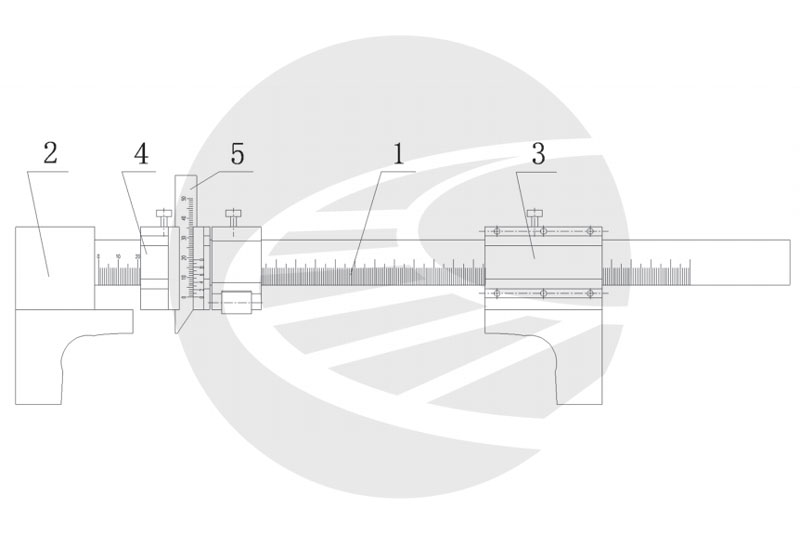
贝尔辙叉磨耗测量仪主要包括直尺1、固定支座2、游动支座3、游动标 尺4及高度标尺5组成,固定支座与游动支座相对的两个内侧与钢轨轨头轮 廓相匹配,内边位于钢轨轨头中点。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3、测量方法:
(1)校准
在测量时,固定支座2及游动支座3支撑在辙叉两侧翼轨上,固定支座的 内边刚好位于钢轨轨头中点。将游动标尺4移到固定支座2一侧,高度标尺5 与固定支座2的内侧、钢轨轨顶同时接触,如图10所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
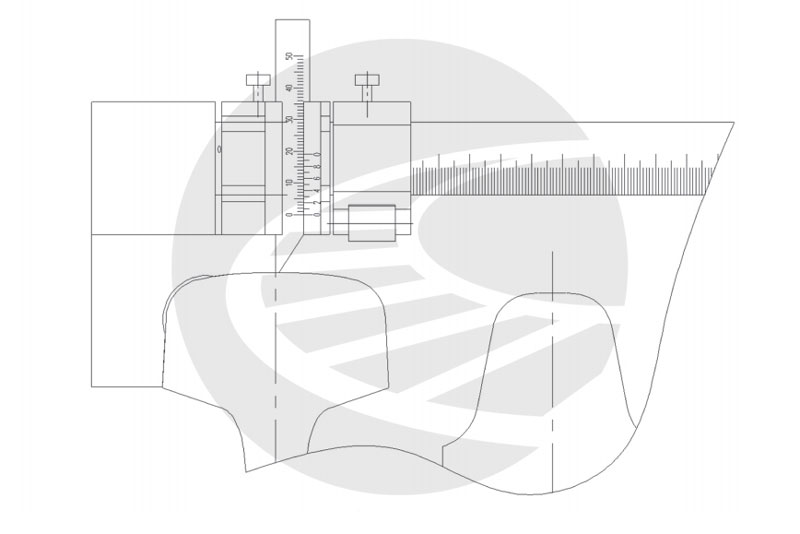
此时游动标尺及高度标尺刻度均为零。
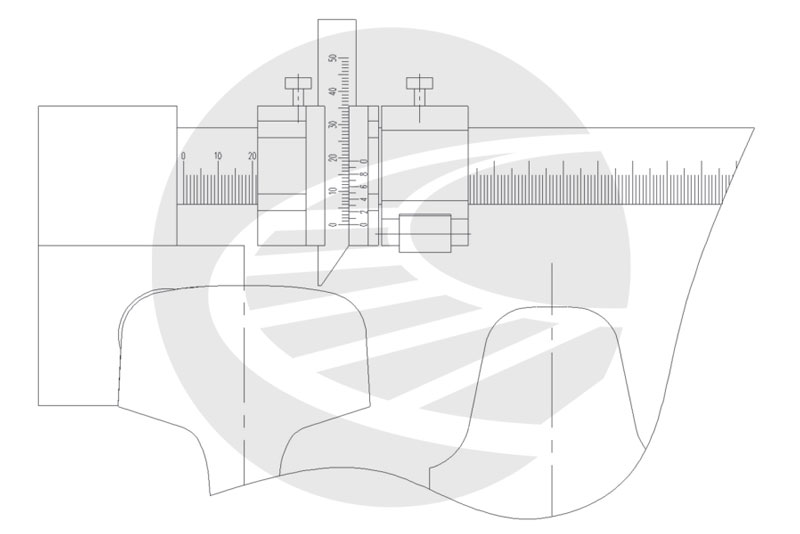
(2) 测量
将测量仪架在需要测量位置的翼轨上,使两支座与翼轨轨顶面及侧面贴 合,移动游动标尺至磨耗的翼轨或心轨上方,向下推动高度标尺,使其尖端 与翼轨或心轨相接,读取高度值,减去附表1、2中翼轨或心轨不同部位理 论降低值,即为实际垂磨数值。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
如图11、图12所示。
附表1 (注:仅适用于浙江贝尔60kg/m辙叉 ) :
| 心 轨 断面 宽 度 | 6号辙叉 | 9号辙叉 | 12号辙叉 | 18号辙叉 | ||||
| 位置(mm) | 设计 降低值 | 位置(mm) | 设计 降低值 | 位置(mm) | 设计 降低值 | 位置(mm) | 设计降低值 | |
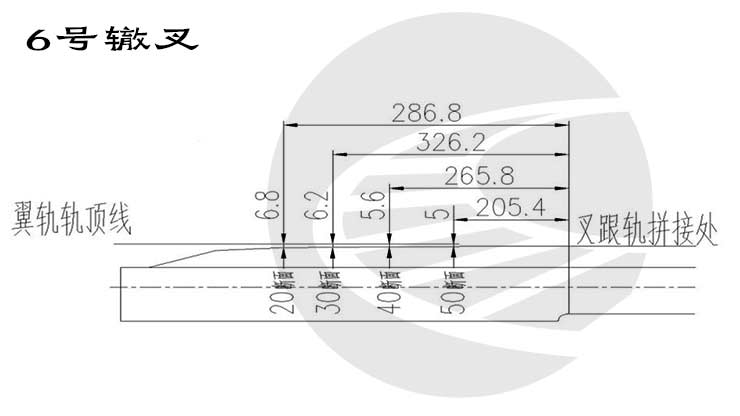
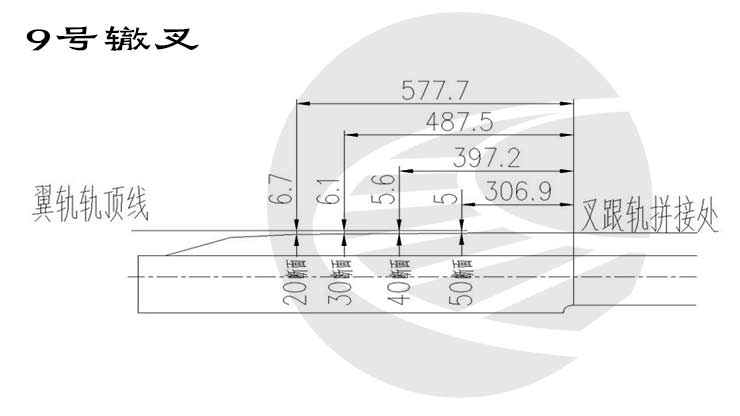
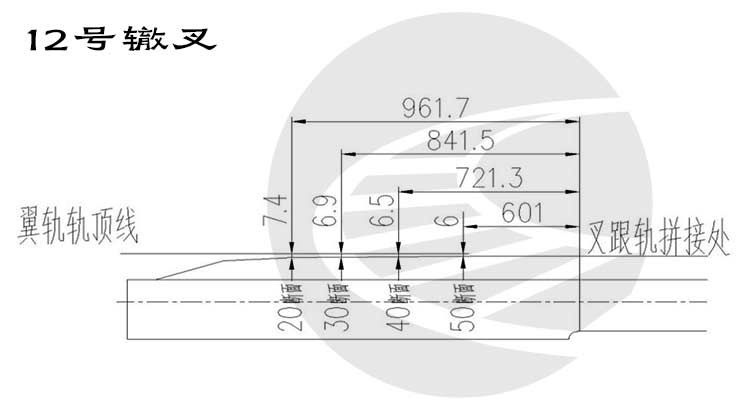
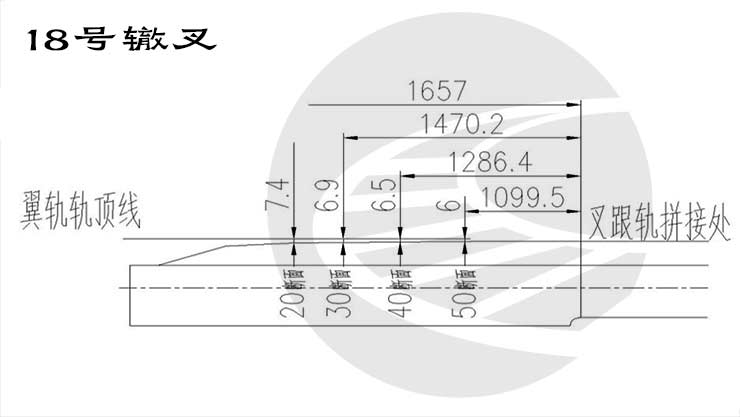
| 20mm | 386.8 | 6.8mm | 577.7 | 6.7mm | 961.7 | 7.4mm | 1657 | 7.4mm |
| 30mm | 326.2 | 6.2mm | 487.5 | 6.1mm | 841.5 | 6.9mm | 1470.2 | 6.9mm |
| 40mm | 265.8 | 5.6mm | 397.2 | 5.6mm | 721.3 | 6.5mm | 1286.4 | 6.5mm |
| 50mm | 205.4 | 5mm | 306.9 | 5mm | 601 | 6mm | 1099.5 | 6mm |
下四图为上面四种辙叉心轨原始高度断面图,实际磨耗应在相应位置量 出翼轨轨顶线与心轨高差后,减去原有高差,即为心轨磨耗值。
附表2 60kg/m 钢轨翼轨取三个具体测量点:
| 测量位置 | 钢轨结构弧度降低值 |
| 中心线偏移23mm | 1.7mm |
| 中心线偏移26mm | 2.4mm |
| 中心线偏移29mm | 3.7mm |
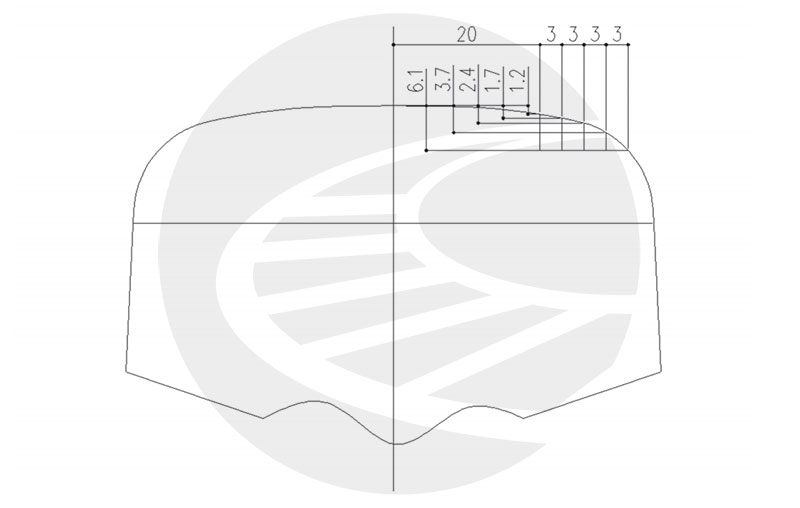
注:由于翼轨为钢轨制造,钢轨的轮踏面由圆弧构成,因此在测量翼轨 实际磨耗时,应以钢轨顶面为基准线,测量其高度值后在减去高差。如在钢 轨中心线偏移20mm 处测量的高差值减去1.2mm, 即为翼轨磨耗值。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源
原文名称:合金钢组合辙叉使用维护保养手册
作者信息:浙江贝尔通信集团有限责任公司


