我国铁路无缝线路钢轨的焊接主要包括固定闪光焊、移动闪光焊、移动气压焊和铝热焊四种形式。2024年普速铁路各类接头伤损现状和近五年断轨数据(表1)表明,各类焊接接头中,铝热焊接头发生断轨的概率远远大于其他类型的接头。目前,普速铁路换轨大修时区间钢轨焊接已经取消了铝热焊,高速铁路新线建设区间也已经普遍采用了移动焊轨车(以下简称焊轨车)焊接,但是,受设备和工艺等因素限制,道岔内部仍广泛采用铝热焊接。在我国大力发展高速铁路、重载铁路的当下,无缝道岔(以下简称道岔)大力推广焊轨车焊接来替代铝热焊接,对于提高钢轨现场焊接质量水平,保证铁路运输安全有重要的意义。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 道岔使用焊轨车焊接面临的问题及对策
1.1 基本情况
目前全路使用的主型焊轨车有YHG-1200自行式移动闪光焊轨车、YHGQ-1200自行式移动数控气压焊轨车以及相应的非自行式焊轨车,目前主型焊机的相关参数见表2。国铁集团推荐选用的各型道岔的相关参数及尖轨辙叉使用钢轨情况见表3、表4。从数据中可以看出,道岔内所有的尖轨基本轨间距和大部分辙叉趾端、跟端开口值都不满足通用焊机的夹持焊接要求。为此,移动闪光焊和移动气压焊也都开发了针对道岔焊接工况的专用焊机,开发的专用焊机形式和功能有所区别。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1 2024年普速铁路各类接头伤损现状和近五年断轨数据
| 焊接类型 | 2024年末现状 | 2020—2024年断轨数据 | ||
| 现存数量/万头 | 万头断轨率 | 断轨数/件 | 占比 | |
| 固定闪光焊 | 164.06 | 0.61% | 29 | 12.9% |
| 移动闪光焊 | 26.94 | 3.71% | 11 | 4.9% |
| 移动气压焊 | 17.92 | 11.16% | 14 | 6.3% |
| 铝热焊 | 145.38 | 18.57% | 170 | 75.9% |
表2 目前主型焊机的相关参数
| 序号 | 焊机型号 | 主机外形尺寸(长×宽×高)/mm×mm×mm | 焊机夹持部位轮廓尺寸(动架侧)/mm | 焊机夹持部位轮廓尺寸(静架侧)/mm | 轨腰夹持长度(动架侧)/mm | 轨腰夹持长度(静架侧)/mm | 焊轨车型号/类型 | ||
| 长 | 宽/2 | 长 | 宽/2 | ||||||
| 1 | LR1200 | 1 895×1 000×1 100 | 721 | 436 | 781 | 437 | 591 | 591 | YHG-1200 |
| 2 | YHGR-1200 | 1 750×900×1 100 | 630 | 400 | 650 | 400 | 565 | 565 | — |
| 3 | GPW-1200 | 2 350×950×1 000 | 860 | 590 | 860 | 590 | 380 | 380 | YHGQ-1200 |
| 4 | LR100(TDC) | 1 700×1 250×1 100 | 710 | 218 | 545 | 186 | 350 | 515 | 道岔专用焊机 |
| 5 | YHGC-800Z | 1 500×850×1 100 | 400 | 168 | 650 | 168 | 300 | 565 | 道岔专用焊机 |
| 6 | GPW-1200(M) | 1 980×930×1 250 | 930 | 376 | 930 | 376 | 260 | 380 | 道岔专用焊机 |
表3 不同型号道岔的辙叉趾端、跟端开口值和尖轨、基本轨间距情况
| 图号 | 道岔号数/号 | 辙叉类型 | 辙叉趾端开口值/mm | 辙叉跟端开口值-轨头宽度 | 直尖轨-曲基本轨跟端宽度/ | 曲尖轨-直基本轨跟端宽度/mm |
| ×2/mm mm | ||||||
| 客专线(07)006 | 42 | 可动心轨 | 230.4 | 307.3 | 150.7 | 150.7 |
| 客专线(07)011 | 42 | 可动心轨 | 230.4 | 307.3 | 150.7 | 150.7 |
| CN-6142AS | 42 | 可动心轨 | 179.8 | 236.6 | 145.0 | 145.0 |
| CN-6142AT | 42 | 可动心轨 | 179.8 | 236.6 | 145.0 | 145.0 |
| GLC(08)06 | 30 | 可动心轨 | 246.3 | 408.3 | 152.2 | 152.1 |
| 客专线(07)009 | 18 | 可动心轨 | 436.5 | 487.6 | 158.9 | 158.6 |
| 客专线(08)016 | 18 | 可动心轨 | 436.5 | 487.6 | 158.9 | 158.6 |
| CN-6118AS | 18 | 可动心轨 | 169.0 | 487.7 | 163.4 | 163.4 |
| CN-6118AT | 18 | 可动心轨 | 169.0 | 487.7 | 163.4 | 163.4 |
| CN-6118AB | 18 | 可动心轨 | 169.0 | 487.7 | 163.4 | 163.4 |
| 客专线(07)001 | 18 | 可动心轨 | 436.5 | 487.6 | 158.9 | 158.6 |
| 客专线(07)004 | 18 | 可动心轨 | 436.5 | 487.6 | 158.9 | 158.6 |
| GLC(07)02 | 18 | 可动心轨 | 436.2 | 487.6 | 158.9 | 158.6 |
| GLC(07)02W | 18 | 可动心轨 | 436.2 | 487.6 | 158.9 | 158.6 |
| 研线1302 | 18 | 固定型 | 174.3 | 161.7 | 158.8 | 158.6 |
| 专线4308 | 18 | 固定型 | 160.0 | 160.6 | 171.8 | 171.4 |
| 客专线(10)017 | 12 | 可动心轨 | 438.1 | 630.8 | 220.3 | 219.0 |
| 客专线(10)018 | 12 | 可动心轨 | 438.1 | 630.8 | 220.3 | 219.0 |
| GLC(08)01 | 12 | 可动心轨 | 362.9 | 631.5 | 227.0 | 226.0 |
| 研线1505 | 12 | 可动心轨 | 361.7 | 631.5 | 264.5 | 258.3 |
| 专线4311 | 12 | 固定型 | 169.4 | 182.6 | 220.3 | 219.0 |
| 研线16122 | 12 | 固定型 | 169.4 | 182.6 | 263.0 | 257.0 |
| 研线1115 | 12 | 固定型 | 169.4 | 182.6 | 264.5 | 258.3 |
| 研线16121 | 12 | 固定型 | 169.4 | 182.6 | 263.0 | 257.0 |
| 研线1609 | 9 | 固定型 | 170.3 | 160.5 | 286.1 | 274.0 |
道岔使用焊轨车焊接需要考虑的因素主要有道岔内焊机作业空间、道岔焊接的适应性、钢轨焊接匹配性、焊接设备技术条件、作业温度要求等诸多因素。
1.2 道岔设备方面
1.2.1 焊轨车作业空间
道岔焊接从满足焊轨车的作业空间考虑有以下几个基本情况。
(1)既有通用焊机即可满足要求的情况。
从夹持宽度和夹持长度看,所有直、曲基本轨
表4 不同型号道岔的尖轨辙叉使用钢轨情况
| 图号 | 道岔号数/号 | 辙叉类型 | 尖轨轨型 | 辙叉轨型 | |||
| 长心轨/直心轨 | 叉跟尖轨/短心轨/曲心轨 | 翼轨 | |||||
| 客专线(07)006 | 42 | 可动心轨 | 60AT2 | 60AT2 | 60AT2 | 60TY1 | |
| 客专线(07)011 | 42 | 可动心轨 | 60AT2 | 60AT2 | 60AT2 | 60TY1 | |
| CN-6142AS | 42 | 可动心轨 | 60AT3 | VRC60 | VRC60 | VRC60 | |
| CN-6142AT | 42 | 可动心轨 | 60AT3 | VRC60 | VRC60 | VRC60 | |
| GLC(08)06 | 30 | 可动心轨 | 60AT2 | 60AT2 | 60AT2 | 60TY1 | |
| 客专线(07)009 | 18 | 可动心轨 | 60AT2 | 60AT2 | 60AT2 | 60TY1 | |
| 客专线(08)016 | 18 | 可动心轨 | 60AT2 | 60AT2 | 60AT2 | 60TY1 | |
| CN-6118AS | 18 | 可动心轨 | 60AT3 | VRC60 | VRC60 | VRC60 | |
| CN-6118AT | 18 | 可动心轨 | 60AT3 | VRC60 | VRC60 | VRC60 | |
| CN-6118AB | 18 | 可动心轨 | 60AT3 | VRC60 | VRC60 | VRC60 | |
| 客专线(07)001 | 18 | 可动心轨 | 60AT2 | 60AT2 | 60AT2 | 60TY1 | |
| 客专线(07)004 | 18 | 可动心轨 | 60AT2 | 60AT2 | 60AT2 | 60TY1 | |
| GLC(07)02 | 18 | 可动心轨 | 60AT1 | 60AT1 | 60AT1 | 60TY1 | |
| GLC(07)02W | 18 | 可动心轨 | 60AT1 | 60AT1 | 60AT1 | 60TY1 | |
| 研线1302 | 18 | 固定型 | 60AT1 | 60标 | 60标 | 60标 | |
| 专线4308 | 18 | 固定型 | 60AT1 | 60标 | 60标 | 60标 | |
| 客专线(10)017 | 12 | 可动心轨 | 60AT2 | 60AT2 | 60AT2 | 60TY1 | |
| 客专线(10)018 | 12 | 可动心轨 | 60AT2 | 60AT2 | 60AT2 | 60TY1 | |
| GLC(08)01 | 12 | 可动心轨 | 60AT1 | 60AT1 | 60AT1 | 60TY1 | |
| 研线1505 | 12 | 可动心轨 | 60AT1 | 60AT1 | 60AT1 | 60TY1 | |
| 专线4311 | 12 | 固定型 | 60AT1 | 60标 | 60标 | 60标 | |
| 研线16122 | 12 | 固定型 | 60AT2 | 60标或60N | 60标或60N | 60标或60N | |
| 研线1115 | 12 | 固定型 | 60AT1 | 60标 | 60标 | 60标 | |
| 研线16121 | 12 | 固定型 | 60AT2 | 60标或60N | 60标或60N | 60标或60N | |
| 研线1609 | 9 | 固定型 | 60AT2 | 60标或60N | 60标或60N | 60标或60N | |
注:表中“60标”是指60 kg/m标准断面钢轨。
跟端和导轨的接头均满足既有通用焊机(含闪光焊机、气压焊机,下同)的夹持要求,可动心轨道岔中只有CN系列道岔采用60 kg/m标准断面钢轨,辙叉跟端开口值和夹持长度满足既有通用焊机的夹持要求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)必须考虑使用道岔专用窄间隙焊机的情况。除CN系列道岔采用60 kg/m标准断面钢轨以外,其他使用AT钢轨、TY钢轨的道岔变截面后成
型段均按满足夹板安装和铝热焊接设计,成型段长度为450 mm,小于既有通用焊机的夹持长度要求。另外,42号、30号道岔的可动心轨辙叉趾端、跟端开口值,CN系列道岔辙叉趾端开口值,固定型辙叉趾端、跟端开口值都普遍偏小,需要考虑使用道岔专用窄间隙和短夹持长度的焊机。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)需要考虑的特殊情况。
由于尖轨、基本轨跟端间距普遍更小,考虑继续缩小焊机体积满足焊接需要会严重影响设备性能,因此尖轨、基本轨位置接头应考虑拆开分体(尖轨及连接导轨移出承轨槽)的形式进行焊接。同样,固定型(组合式)辙叉趾端、跟端开口值和尖轨、基本轨跟端间距相似,一般采用趾端、跟端加长600 mm来满足焊轨车夹持空间需求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2.2 道岔设计方面
道岔设计的接头型式主要考虑满足夹板安装和铝热焊接要求,还没有充分考虑按照焊轨车的需求设计道岔型式尺寸和接头布局。道岔轨件型式尺寸也没有考虑焊轨车焊接需要的钢轨消耗量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2.3 道岔使用钢轨问题
目前,固定型辙叉大量使用合金钢组合辙叉,和可动心轨辙叉一样,使用的钢轨材质均参照道岔标准统一要求,钢轨材质的统一增加了道岔钢轨焊接的便利性。
按照钢轨轮廓尺寸来说,道岔内基本轨和导轨大多数采用60 kg/m标准断面钢轨,AT钢轨、TY钢轨断面以及变截面区段、后部成型段外形尺寸与60 kg/m标准断面钢轨又略有差异,道岔内外也涉及60 kg/m标准断面钢轨与60N钢轨焊接问题,需要在焊接和后续打磨平顺过程中加以考虑。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.3 焊接设备方面
目前,国内针对道岔焊接工况、基于夹持空间或保证额定顶锻力的考虑而研发的专用焊机大部分都能满足加长600 mm的固定型组合辙叉和异型轨成型段未加长的12号以上可动心轨辙叉的单开道岔的直接夹持焊接,但是有的机型需要考虑组合辙叉趾端、跟端的加长量更大,未考虑技术条件的统一性和规范性,推广使用受限。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
按照目前道岔专用焊机的发展情况,为了满足新建线路、道岔大修和维修道岔时轨件更换焊接需求,统一规范道岔焊接使用的道岔专用焊机技术条件,让其满足大部分道岔焊接的技术要求至关重要。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.4 焊接作业过程方面
1.4.1 道岔焊接受力问题
按照要求,道岔长心轨跟端与叉跟尖轨(短心轨)间、长心轨跟端与翼轨间、叉跟尖轨(短心轨)与翼轨间的传力机构均有受力和相对位移要求,因此道岔焊接应控制受力状态,宜在不受力状态下进行。国铁集团相关文件也规定,应加强无缝道岔锁定轨温管理,道岔内部钢轨焊接宜在设计锁定轨温范围内进行。因此,道岔的线上焊接原则上应在锁定轨温范围内进行,特殊条件下无法满足要求时,应及时安排在合适的锁定轨温条件下进行应力调整。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.4.2 焊接作业温度问题
线下焊接不涉及锁定轨温和拉伸问题,允许作业环境温度可以由焊轨车的能力确定。线上焊接允许作业环境温度由铺设锁定轨温确定。
1.4.3 焊接作业顺序问题
(1)道岔定位和焊接顺序安排。
道岔预铺后需要工具轨过渡,焊接中需要将工具轨更换为焊接轨,此时只有直曲基本轨(尖轨)和辙叉位置不变。因此,基本轨导轨焊接时应先从基本轨导轨接头开始,辙叉尖轨部分焊接时考虑辙叉定位和焊接轨摆放方便,可以先从焊接辙叉和导轨接头开始。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)直、曲股的焊接顺序。
道岔使用焊轨车进行线上焊接时,由于转辙部结构的特殊性,尖轨无法在车轮占用的条件下进行焊接,因此,焊接直股时可以安排直基本轨和导轨的焊接,同时,也可以安排辙叉曲股和导轨、导轨和曲尖轨的焊接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
同样,焊轨车从岔前转到曲股,焊接曲基本轨和导轨,同时,也可以焊接辙叉直股和导轨、导轨和直尖轨接头。
需要注意的是,尖轨跟端、辙叉趾端焊接时,变截面后成型段的方向是相反的,焊机主机应有方便的方向调整功能,通过焊机转向能满足钢轨短夹持侧和变截面后成型段位于同一侧的要求。没有主机方向调整功能的焊机焊接顺序不能按此安排。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)道岔外接头的焊接顺序。
道岔外接头采用拉伸焊接时,道岔外侧线路锁定长度不应小于24 m,然后采用拉伸器拉伸达到锁定轨温,或者采用拨弯焊接结合后期应力调整的方式处理。新建线路和营业线施工天窗时间充足时不应采用受力拉伸焊接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 道岔使用焊轨车焊接在高铁线路的实践
2.1 基本情况
2025年3月,在沈白高铁350 km/h区段施工现场开展道岔使用焊轨车焊接替代铝热焊焊接工作,道岔内全部接头实现了移动闪光焊接。
在施工准备阶段,与道岔设计、制造、建设、施工和技术部门针对具体的焊接方案进行了充分的沟通,按照焊轨车焊接需求延长了配轨长度,解决了道岔实施焊轨车焊接需要的技术条件修改、设计图修改和生产制造、现场铺设、验收要求等具体问题。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.1.1 道岔方面
道岔为60 kg/m钢轨18号单开道岔,图号:客专线(07)009。道岔设计直向容许通过速度350 km/h,侧向容许通过速度80 km/h。绝缘接头设在侧股,采用厂制胶接绝缘接头。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
道岔内使用60 kg/m对称断面钢轨,基本轨、导轨采用攀钢60U71MnHG标准断面钢轨,尖轨采用攀钢60AT2U71MnH热处理钢轨,可动心轨辙叉为钢轨组合型,长、短心轨采用攀钢60AT2U71MnH热处理钢轨,叉跟尖轨使用攀钢60U71MnH热处理钢轨,翼轨采用攀钢60TY1U71Mn热轧钢轨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
道岔预铺时,采用工具轨代替4根导轨进行道岔铺设,直基本轨、曲基本轨后导轨铺设的工具轨长度为设计长度减50 mm,辙叉前2根导轨铺设的工具轨长度为设计长度。为了满足闪光焊接需要的消耗量,4根导轨两端比设计长度各加长50 mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.1.2 焊接设备方面
焊接使用轮胎式公铁两用道岔焊轨车,焊机型号YHGC-800Z。此次焊接涉及的型式检验包括攀钢U71MnGH焊接(岔内)、攀钢U71MnGH和攀钢U71MnG焊接(岔内)、攀钢U71MnGH和邯钢U71MnG焊接(道岔和区间)共3组,道岔焊接实验前完成焊机相关型式检验。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.2 道岔焊接过程
2.2.1 焊接准备
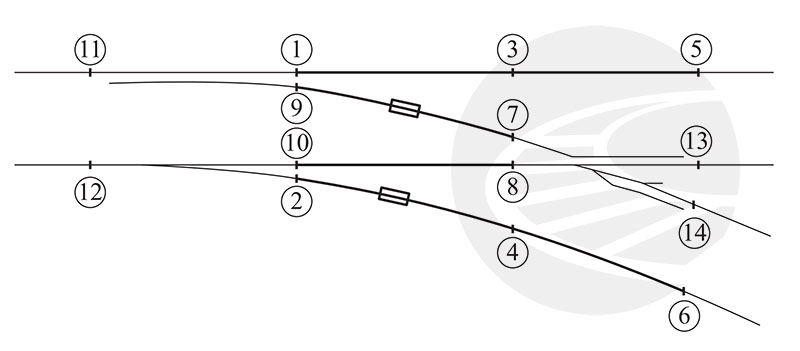
道岔内接头布置如图1所示。焊接前,整个道岔已经预铺并初验结束,4根导轨采用工具轨预铺。整个道岔需要焊接的接头为①~⑭。
焊接前需要满足规定的道岔预铺主要结构尺寸允许偏差标准,主要包括:
(1)道岔焊接前后均应检查基本轨尖端、尖轨尖端方正,限位器两侧缝隙偏差及Q值,确保道岔框架尺寸。
(2)限位器子母块两侧间隙值极限偏差为±1.0 mm。
(3)直基本轨、曲基本轨前端相对位置极限偏差为±2 mm,尖轨尖端至基本轨前端的距离极限偏差为0~+4 mm。
2.2.2 道岔内接头的焊接
首先,焊接前需确认道岔基本轨前端方正及道岔前后位置正确,确认无误后焊机停放在道岔岔前,拆除曲尖轨,更换直基本轨后的加长导轨,焊接接头①。导轨更换后根据焊接消耗量对导轨进行精确锯切,拨出道岔后部区间钢轨,焊接接头③。此次施工考虑了道岔和区间同步锁定,道岔铺设时利用导轨缩短量为区间预留了一个接头的焊接消耗量,因此,岔后区间钢轨在精确测量出消耗量后采取锯切、拨弯的方式焊接接头⑤。焊轨车返回,焊接辙叉曲股与导轨、导轨与曲尖轨接头⑦⑨,焊接完毕后恢复曲尖轨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
焊轨车自岔首转线至曲股,同样完成曲基本轨和导轨接头②④⑥的焊接,焊轨车返回,焊接辙叉直股与导轨、导轨与直尖轨接头⑧⑩,焊接完毕后恢复直尖轨。
焊接过程中轨温始终在锁定轨温范围内,整个道岔接头的焊接过程中没有采取拉伸焊接的形式。
2.2.3 道岔外接头的焊接
⑪~⑭焊接时,若区间线路尚未完成焊接锁定则可按照正常焊接程序顺方向焊接锁定,若区间线路已完成焊接锁定则需紧邻道岔插入一段长为24 m的短轨,在锁定轨温范围内时进行焊接锁定。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.2.4 注意项点
(1)接头①②③④⑤⑥⑪⑫都是标准断面钢轨之间的焊接。
(2)接头⑦⑧是60TY1翼轨和60 kg/m标准断面导轨之间的焊接,焊接时需要确认翼轨端部机加工过渡成60 kg/m标准钢轨断面成型段长度和外观质量。
(3)接头⑨⑩是60AT2尖轨和60 kg/m标准断面导轨之间的焊接,焊接时需要确认尖轨跟端标准断面成型段长度和外观质量。
(4)接头⑬是60AT2长心轨和60 kg/m标准断面导轨之间的焊接,焊接时需要确认长心轨跟端标准断面成型段长度和外观质量。
(5)接头⑭叉跟尖轨是60 kg/m标准断面,叉跟尖轨焊接时和焊接接头⑬一样,需要确认是否满足焊机夹持长度要求。
2.3 焊接过程中的误差控制
2.3.1 道岔预铺预留钢轨消耗量
道岔预铺时,采用工具轨代替4根导轨进行道岔铺设,直基本轨、曲基本轨后导轨铺设工具轨的长度为设计长度减50 mm,辙叉前2根导轨铺设工具轨的长度按照设计长度进行。为了抵消闪光焊接需要的消耗量,4根导轨两端比设计长度各加长50 mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.3.2 焊接轨需要的长度计算
焊机采用精确位移控制技术,将对焊接后道岔的铺设几何尺寸的影响降到最小。此次焊接设计的钢轨消耗量为(31.5±1)mm(实际为30.7~32.1 mm),焊接时各接头焊接消耗量按此计算。焊接时通过控制焊接轨长度、焊接消耗量,确保焊接后的道岔轨件几何尺寸达标。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.3.3 误差控制要求
(1)高速铁路道岔设计配轨长度按照8 mm轨缝计算确定。4根焊接轨的长度需要对应相应的导轨单独计算,计算方法相同。每股钢轨焊接时,道岔轨件的最终尺寸(尖轨尖端位置)都统一按照道岔设计的标准几何尺寸确定。左右股分开,各自确定各自的尖轨、基本轨定位关系。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)应严格控制影响道岔尖轨纵向位置的关键焊接接头的消耗量偏差,消耗量偏差应控制在±1.0 mm以内。
(3)钢轨切割的误差一般也是±1 mm,需要同时考虑这两个消耗量偏差和切割误差,进行精确控制和对应调整。
(4)绝缘轨焊接时需要按规范要求考虑“两钢轨绝缘应对齐安装”要求,两根绝缘轨锯切时应注意在同侧切割,满足绝缘接头对等布置要求。
(5)辙叉尖轨焊接时,应首先焊接第一个接头,确认焊接质量合格(根据焊机自动判断结果)后,方可切割焊接轨,焊接第二个接头,以免过早切割且第一个接头判废时完成焊接轨报废。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 相关建议
(1)道岔设计环节应考虑适应移动焊接的道岔轨件尺寸和接头布置型式。
(2)AT1钢轨、AT2钢轨、AT3钢轨均存在和60 kg/m、60N钢轨轨头廓形一致性的问题,建议完善钢轨相关标准,将AT钢轨轨头廓形和60 kg/m标准断面钢轨轨头廓形修正一致,增加与60N钢轨轨头廓形一致的设计,使道岔钢轨廓形与区间钢轨廓形相匹配。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)道岔制造环节应尽量考虑钢轨种类一致性问题,尽量减少不同钢厂的钢轨焊接。
(4)为了便于推进无缝道岔的焊轨车焊接替代铝热焊接工作,与道岔统型同样重要的是道岔专用焊机的统型,避免不同的道岔焊机的不同适应性以及不同的道岔尖轨、辙叉加长要求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(5)施工过程中针对轨头廓形一致性的问题和钢轨连接顺坡问题,应按照有关规定采用“一体化廓形设计”,保证焊接接头质量。
(6)道岔内焊轨车作业过程中,轨底抬升高度受限,需要考虑完善轨底打磨要求、顺坡作业要求和专用机具配置等问题。
4 结束语
(1)相对于铝热焊接来说,现场焊轨车焊接有明显的质量优势,在焊接质量要求更高的高速铁路、重载铁路大力推广移动闪光焊、移动气压焊是今后发展的必然趋势。实践表明,无缝道岔使用道岔专用焊机焊接具备可行性。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)道岔专用焊机的技术条件合理确定是推进道岔使用焊轨车焊接替代铝热焊接工作的关键。为了保证道岔专用焊机的普遍适应性,建议其设计技术条件设定为:设计钢轨夹持长度应不大于450 mm,满足9号及以上的固定型组合辙叉加长600 mm和12号及以上可动心轨辙叉未加长情况下的单开道岔直接夹持焊接。目前还有部分型号道岔专用焊机没有满足这一要求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)道岔内钢轨件受力条件复杂,受力工况区别于线路,在受力状态下焊接和锁定,锁定轨温要达到一致比较困难,道岔内钢轨焊接原则上不应采用拉伸焊接的形式。
(4)道岔内使用焊轨车时应对轨件长度和焊接消耗量进行精确控制,使焊后轨件长度偏差满足道岔铺设尺寸精度要求。
文章来源:
原文名称:道岔使用移动焊轨车替代铝热焊的问题分析及实践
作者信息:张铭达(中国铁路沈阳局集团有限公司 工务部,沈阳 110001)
期刊信息:铁道工务 . 2025 ,3 (03)


