一、钢轨探伤区域示意图
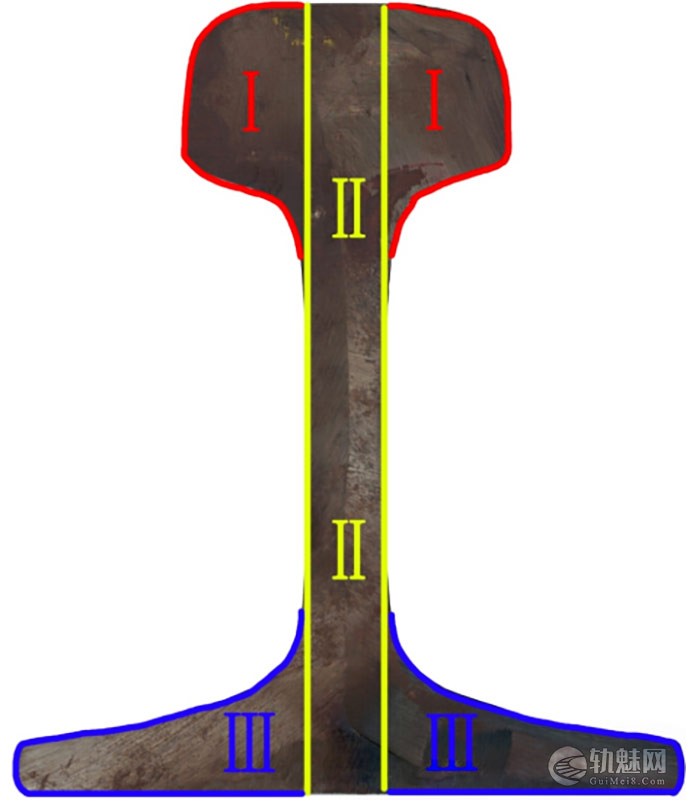
在超声波钢轨探伤中,根据钢轨的几何形状,按钢轨产生伤损的部位以及超声波的传播规律,把钢轨横断面划分为三个区域,其中Ⅰ区、Ⅱ区为钢轨探伤仪可探测区,Ⅲ区为钢轨探伤仪不可探测区󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹(俗称钢轨探伤盲区)。
钢轨探伤区域划分
轨底探伤盲区 轨底探伤盲区
二、直角反射示意图
检测原理:当缺陷靠近工件某一界面时,37°探头发射超声波经缺陷和界面两次反射,沿着与入射方向平行的方向返回到探头。
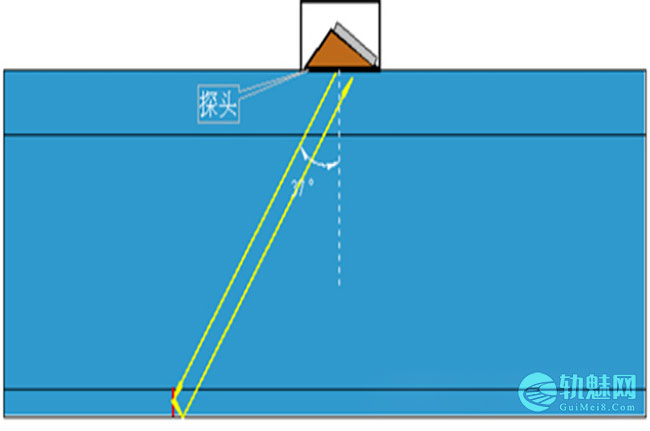
实物伤损对照:轨底横向裂纹俗称“月牙”伤损,与轨底面垂直,横向裂纹与钢轨底面形成直角反射,一般37°探头可发现该类型伤损。

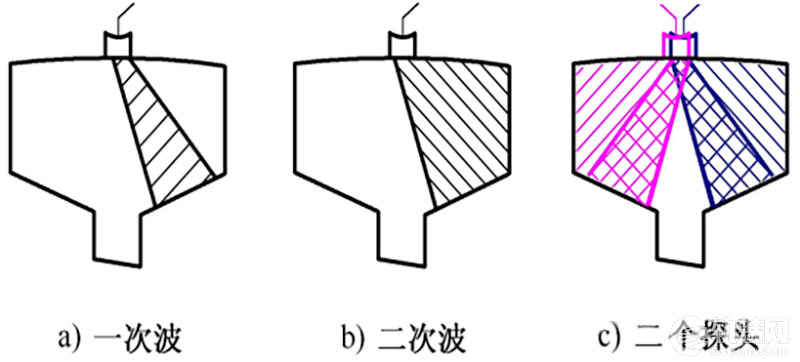
三、70°、37°、0°探头探伤原理及探测区域
(1) 70°探头探测部位:利用一次、二次波探测轨头部位核伤和缺陷,二次波产生的原理为70°探头偏转一定角度利用轨颚反射产生的超声波检测。
实物伤损对照:


(2) 37°探头检测部位:
钢轨Ⅱ区部位,主要检测伤损类型为轨腰区域的各部位裂纹(螺孔裂纹、水平裂纹、斜裂纹等)、轨底横向裂纹。


螺孔裂纹图片轨端至螺孔水平裂纹图片
(3) 0°探头检测部位:
钢轨Ⅱ区部位,0°探头主要探测区域为轨腰投影范围内的水平、纵向和斜裂纹。


轨底纵向裂纹图片轨腰水平裂纹图片
四、60与60N的钢轨轨头廓型图
为了改善轮轨接触关系,减少轮轨受力,延长轮轨的使用寿命,铁科院经过长期跟踪和借鉴国外经验,对钢轨轨头廓形进行优化研究,研发了60N廓形钢轨。

60N与60轨头尺寸对比示意图(黑色/左侧为60N,红色/右侧为60)
案例一:铝热焊缝断轨
2018年10月18日通化工务段管内宝长联络线3km260m断轨,当日焊接铝热焊缝当日折断。


断轨外观图片断口图片
断轨原因分析:
1.焊接质量不良导致当日焊当日断。当日焊轨作业过程中,对焊头进行推凸时由于焊轨人员推瘤过程中造成钢轨扰动,空气进入高温焊缝内部氧化,产生热裂导致断轨。
2.当日焊轨作业打磨清理不彻底,焊缝外观不合格。由于焊轨队当日对该处焊缝溢流肥边、残留焊渣清理不彻底,影响焊缝全断面探伤作业质量。
案例二:厂焊缝断轨
2018年12月9日四平工务段管内平齐下行线134km990m右股钢轨折断,轨底黑核距厂焊焊缝210mm,伤损大小为宽25mm、高11mm,侵入Ⅱ区为宽7mm、高9mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


探伤漏检原因分析:11月5日钢轨探伤检查到该处时仪器G通道8.8~9.0格、H通道8.7~9.0格有回波显示,现场倒车5次,未确认伤损,同时作业负责人也未使用其他方法复核校对。

案例三:钢轨母材白核
2019年1月18日通辽工务段管内通霍上行线276km383m断轨,轨头存在15×47 mm白核。

轨头断面图片
钢轨探伤车伤损报警:
2019年1月10日钢轨探伤车检测发现该处一级伤损报警:中内70°探头轨头核伤7×7mm。
钢轨探伤车数据伤损图谱
探伤漏检原因分析:不及时复核钢轨探伤车伤损报警。
案例四:尖轨折断导致脱线
2019年1月20日,山海关站下行编组场37171次车组驼峰溜放至T13号道岔处,因6号对称道岔AT型尖轨折断,致使溜放的第一辆全车脱轨、第二辆前台车脱轨,尖轨母材非作用边轨底角处存在10×13mm扇形核伤导致断轨。尖轨图号为SC384-102,生产厂家为锦州薛铁配件制造有限公司。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


断轨图片轨底边缘伤损断面图片
事故原因分析:锦州薛铁配件制造有限公司尖轨加工制造过程不规范,轨底角处应力集中产生疲劳源。
案例五:现有三种探伤设备漏检母材核伤
2020年2月23日四平工务段管内大郑下行线291km141m断轨,轨头断口存在20×14mm黑核,在列车的不断冲击下向下扩展形成30×24mm核伤。


断轨图片轨头断面图片
1.钢轨探伤仪检查情况。回放2020年1月13日钢轨探伤仪数据,B通道(后外70°)A型显示波形2.8格-4.0格,图谱B型显示10点,现场倒车9遍,作业人员认为是轨头内侧肥边重皮引起的回波,用白铅油在轨头内侧做了标记未判重伤。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

钢轨探伤仪数据伤损图谱
2.双轨探伤检查情况
回放2020年2月19日双轨探伤数据(与探伤车同日检测),D通道(后直70°)图谱B型显示2点,A型显示波形1.3格-1.5格,C通道(前直70°)图谱B型显示2点,A型显示波形3.5格-4.0格,A通道(前内70°)图谱B型显示5点,A型显示波形3.0格-3.8格,执机人与数据回放员均未发现伤损波形。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

双轨探伤仪数据伤损图谱
3.钢轨探伤车检查情况。2020年2月19日钢轨探伤车二级伤损报警轨头伤损8×10mm,四平探伤车间计划2月24日复核,2月23日断轨。

钢轨探伤车数据伤损图谱
案例六:轨底母材月牙伤损
2020年10月5日,鞍山工务段管内沈大下行线309km030m右股钢轨折断,轨底距离德铝焊缝210mm,断口轨底存在20×9mm黑核,其中Ⅱ区部位12×8mm黑核。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


断轨图片轨底伤损断面图片
1.钢轨探伤车伤损报警。2020年9月28日,钢轨探伤车二级伤损报警轨底伤损8mm。
钢轨探伤车数据伤损图谱
2.工务段复核漏检原因。工务段接到探伤车二级伤损报警后,因临时要点时间短,探伤作业质量不达标,导致伤损未及时发现。
案例七:铝热焊缝轨腰轨底三角区伤损
2017年11月19日,长春工务段管内长双烟线奢岭站内36km290m铝焊缝拉开。
2017年11月21日,长春工务段管内京哈上行线995km530m铝热焊缝拉开。


原因分析:
1.轨底与轨腰边缘处打磨不彻底存在溢流飞边,溢流飞边处产生疲劳源形成核伤。
2.探伤作业标准低,未使用疑难伤损探测方法。
探伤方法:将K2.5探头置于伤损焊筋本侧对面轨底边缘处(如里口伤损探头放置外口)与钢轨边缘纵向偏斜30°角(向内偏斜),至本侧焊缝边缘135mm处移动扫查。
案例八:铝热焊缝轨颚伤损
2016年9月28日,通辽工务段管内通霍上行线13km670m铝热焊缝拉开,焊缝轨头下颚焊筋边缘处有35×15mm白核。


断轨原因:
1.焊缝轨头下颚与轨腰边缘处存在溢流飞边,溢流飞边处产生疲劳源形成核伤。
2.探伤作业标准低,未使用疑难伤损探测方法。
探伤方法:
1.将探头放在轨头侧面距焊缝(铝热焊缝应距焊筋边缘)125mm处,探头向下偏13°角,探头入射点中心距轨顶面距离20mm,前后移动并左右摆动探头探测轨头下颚部核伤有伤损波形显示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.伤损尺寸较大时,钢轨探伤仪37°探头有伤损波形显示。
案例九:辙叉裂纹伤损
2021年德盛辙叉翼轨连续发生3起裂纹(白核引发),均发生在叉心20mm宽断面对应翼轨处。
1.2021年2月20日沈大线他山站12号道岔直翼轨轨头裂纹

辙叉翼轨裂纹图片


解剖端面图片
2.2021年9月2日沈大线沙岗站22号道岔直翼轨轨头裂纹

辙叉翼轨裂纹图片
3.2021年12月24日沈大线分水站1号道岔直翼轨轨头裂纹


解剖端面图片
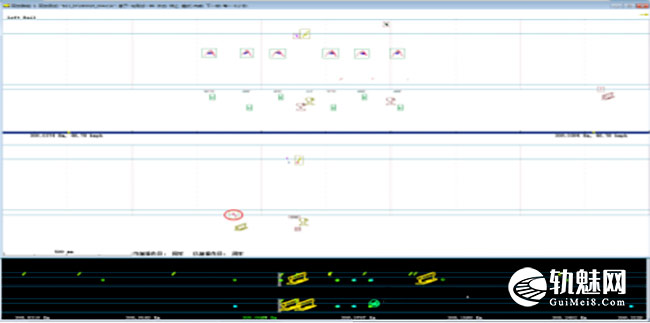
道岔作业走行示意图
钢轨探伤仪每组道岔标记4次道岔号(基本轨接头2次、辙叉后接头或对应位置2次)。钢轨探伤进入道岔前,作业负责人应根据道岔类型及各部位状态提出探伤重点,特别是复式交分道岔的探测必须分清股别以防漏探,输入道岔标记及道岔号(道岔号在基本轨接头或铝热焊缝处,岔后接头或铝热焊缝处做道岔岔号标记),探伤时必须从道岔岔前(或岔后)铝热焊缝(接头)开始或结束。每处铝热焊缝必须拉车进行二次推行,翼轨探伤必须保证仪器所有探头对翼轨与车轮所有接触部位完整有效的探测,形成一个检查循环。示意图如下:󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
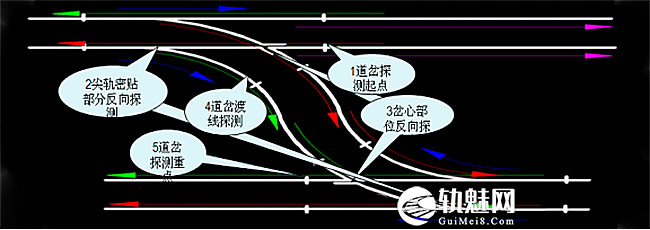
1.双机检查时首先输入该道岔岔号,从岔后铝热焊缝或接头处(含铝热焊缝或接头)开始沿直股推行过岔前铝热焊缝或接头处。
2.双机掉头,对尖轨与基本轨密贴部位进行反向推行过第三转辙机处。
3.双机退回至岔前焊缝或接头处开始,沿道岔曲股推过岔后铝热焊缝或接头立即对该组长、短心轨及翼轨部位进行反向推行,反向推行完毕再次输入该道岔号。
4.双机转移至曲股岔后铝热焊缝或接头处,输入相连接道岔岔号,开始正常推行过岔前铝热焊缝或接头处。
5.双机掉头,对尖轨与基本轨密贴部位进行反向推行过第三转辙机处。
6.双机退回至岔前铝热焊缝或接头(含铝热焊缝),沿道岔直股进行推行检查,推过道岔岔后铝热焊缝或接头,立即对该组长、短心轨及翼轨部位进行反向推行。
7.反向推行完毕再次输入该道岔号,完成两组道岔路轨探伤作业。
8.轨面宽度小于50mm部位如存在鱼鳞伤的必须手持探头进行校对探伤(踏面和侧面)。


