NGM-6.0型内燃钢轨打磨机是打磨钢轨顶面、侧面及圆弧部分的专用机具,适用于50~75 kg/m钢轨焊缝、不平整接头、轨侧飞边、轨面焊修等部分的仿形打磨。它具有作业效率高、磨削质量好、操作简便、上下道方便等优点。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
一、结构组成
NGM-6.0型内燃钢轨打磨机由发动机、机架、仿形轮总成、护轨轮总成、进给机构总成、主轴传动总成等组成。
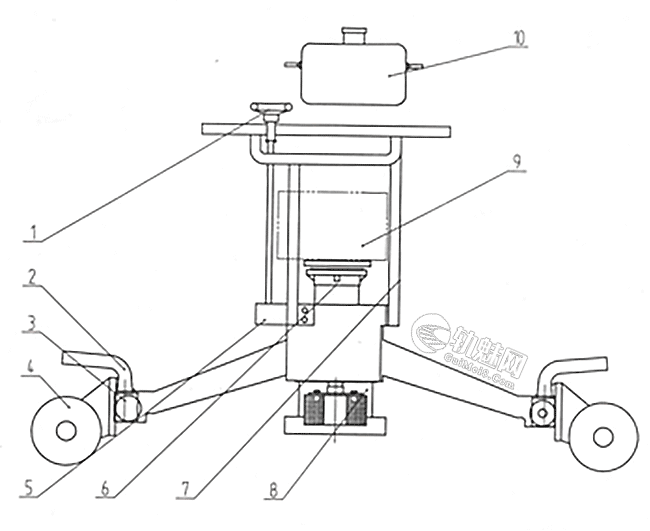
整机结构图
1.进给手轮总成、2.抬手、3.仿形轮总成、4.护轨轮总成、5.进给齿轮机构总成、
6.主轴总成、7.操作扶手、8.打磨砂轮、9.汽油发动机、10.汽油箱
二、主要技术参数
1.汽油机:单缸风冷二冲程,功率:6.0kw
2.砂轮转速:4100 r/min
3.砂轮规格:筒形Ф150×Ф55×70
4.砂轮许用线速度:不低于32m/s(或许用转速不低于4100r/min)
5.砂轮最大行程:50mm
6.油箱容量:4.5L
7.走行轮跨距:1000mm
8.手轮进给精度:0.125mm
9.手轮每转进给量:2.5mm
10.整机质量:55kg
11.外形尺寸:1410×500×850mm
三、工作原理
打磨机是以西班牙进口的二冲程汽油机作为动力,通过尼龙齿式联轴器直接带动砂轮轴高速旋转,砂轮轴下端安装了砂轮,从而实现对钢轨飞边及焊缝进行仿形打磨。
同时靠手动旋转进给手轮,通过一对啮合的齿轮,带动进给机构内的丝杠旋转,丝母镶嵌在进给导块内,导块由两根导柱定位可上下滑动,从而实现了导块的进给运动。
四、使用方法
NGM-6.0型内燃钢轨打磨机是一种性能可靠的钢轨轮廓打磨机具,正确地使用和维护才能使机器的功能充分发挥并延长使用寿命,因此,使用时应严格遵守以下规则:
1.如果砂轮己磨耗到无法继续打磨了,需要更换新砂轮。砂轮的选择不仅会影响磨削效率和表面质量,而且会影响到人身和设备的安全,建议使用生产厂提供的砂轮,严禁使用线速度达不到32m/s的砂轮。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
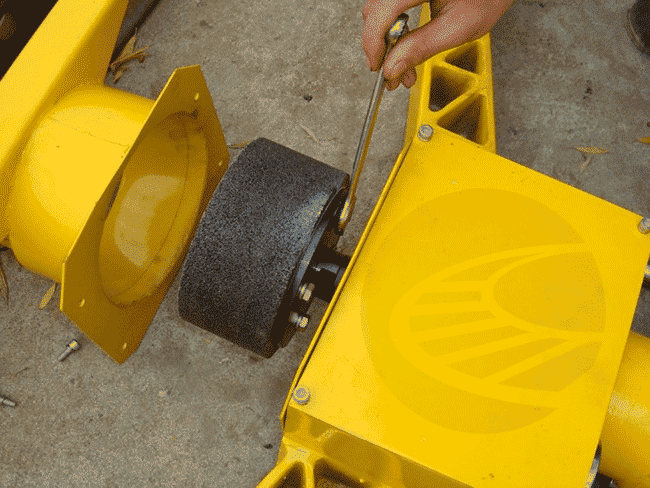
2.更换砂轮的操作程序如下:
取出随机工具,用5毫米L型内六角扳手拆下砂轮罩→如有必要,旋转进给手轮,使主轴适当伸出→用14毫米开口扳手松开砂轮接盘的四个螺栓→换上新砂轮并按相反的程序将砂轮固定在主轴上→用内六角扳手固定砂轮罩。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.启动与关闭汽油机
(1)首先将打磨机放在钢轨上,逆时针旋转进给手轮,直到砂轮不接触钢轨时方可启动汽油机。切记汽油机必须在竖直位置启动!
(2)启动发动机:
冷启动:打开油箱油兰,打开阻风门,油门搬至中间位置左右,拉动启动绳,启动发动机,发动机启动后,关闭阻风门,低速运转0.5分钟左右,无异常后,将油门开至最大。
热启动:打开油箱油兰,关闭阻风门,油门搬至中间位置左右,拉动启动绳,启动发动机,低速运转0.5分钟左右,无异常后,将油门开至最大。
(3)关闭发动机
先将油门关至最小,发动机怠速工作0.5分钟左右,按下发动机的红色按钮,直至发动机停转。再关闭油箱油兰。
4.打磨作业
汽油机启动后,顺时针旋转进给手轮,观察火花,根据粗、精磨要求选择合适的切削深度,然后沿钢轨纵向方向往复移动整机,待无火花时再适当进给,在此过程中,使整机从轨顶逐渐向轨侧摆动,直至完成对钢轨轮廓的仿形打磨。进给机构具有分度和锁定的功能,手轮的每格进给量为0.125毫米。需要指出的是,磨削表面的粗糙度与切削深度和机器沿钢轨纵向的移动速度有关。在粗磨阶段,为提高磨削效率,可以选择深切、快移,当遇到局部磨削量过大时,应适当放慢移动速度;在精磨阶段,为提高表面光洁度,应当选择较小的切削深度并缓慢移动机器。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5.结束作业
打磨作业完成后,关闭汽油机时,遵循以下原则:逆时针旋转进给手轮使砂轮离开轨面→将汽油机调速器置回怠速档位→将汽油机的电按钮按下直至停机→关闭燃油箱截门→将机器水平放倒并垫稳。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
6.调整护轨轮
当机器使用时间长了,或由于某种原因造成的护轨轮组松动,或位置不正确时,造成的打磨钢轨侧面时,整机脱离钢轨现象。这是需要调整护轨轮。
调整原则是机器翻转90°过程中,两个仿形轮仍能紧贴钢轨顶部,不脱离;四个护轨轮能够托住整机,使机器不至于掉下来。
调整时,将整机直立在钢轨上,松开护轨轮组的紧固螺栓,调整好护轨轮组的位置再重新拧紧。当再次打磨侧边时,整机不脱离钢轨即可。
-
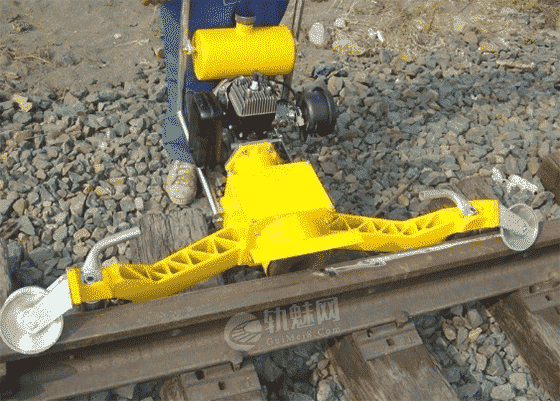
- 调整后的工作状态
-
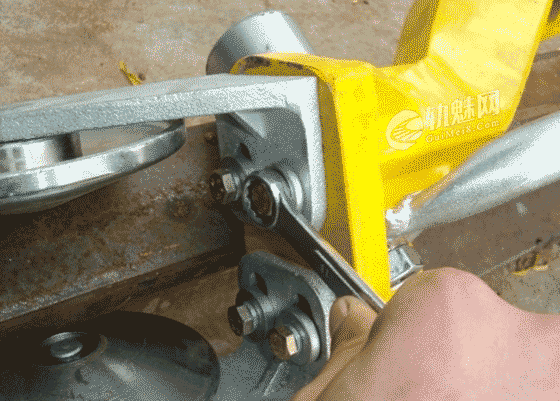
- 调整方法
五、安全操作规程
1.操作和维护人员必须遵守使用说明书、机器謦示牌所规定的各项内容,在操作和维护以前仔细阅读使用说明书,以确保人身和设备的安全。
2.未经培训人员在没有技术人员指导的情况下不得进行操作;
3.作业时,操作人员应穿戴整齐并佩戴防护镜、劳保鞋等安全保护用品;
4.定期清理机器上的灰尘、铁屑,注意对机器的保养;
5.定期检查机器状态,确保联接件紧固可靠;
6.如果作业时出现异常,需停机做彻底检查在确认机器的功能正常后才能继续使用;
7.更换砂轮、加注燃油时必须关闭汽油机;
8.切勿在封闭环境里运转汽油机,因为汽油机废气中含有一氧化碳;
9.切勿将手脚靠近运动或旋转零件;
10.定期检查消音器,必要时予以更换;切勿在无消音器的情况下操作汽油机;
11.切勿触摸发热的消音器、缸体或散热片,否则可能引起烫伤;
12.切勿在拆去空气滤清器盖的情况下运转汽油机;
13.切勿在拆去砂轮防护罩的情况下运转汽油机。
六、保养维修
1.机器存放
机器不用时,应擦拭干净,存放在清洁、通风、干燥的地方。如果长期不用,应放尽油箱内的汽油,并启动汽油机,将化油器及油管内的汽油耗尽。
2.燃油及润滑机油
NGM-6.0型内燃仿形打磨机采用进口单缸二冲程汽油机,加混合油。混合比1:20~25,燃油请使用93号以上无铅汽油:润滑机油选用二冲程专用机油。机油质量的好坏将严重影响汽油机的使用寿命,建议使用壳牌或美孚通用汽机油,不得使用其他特殊添加剂。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
汽油是易燃易爆品,取油要非常小心,不准吸烟或携带火种、火苗靠近汽油,不得在明火附近或可能产生火花的装置附近储存、使用汽油。加油时注意不得将汽油溅到热的机器上。
加油注意事项:
- (1)必须在户外通风处给机器加油;
- (2)加油时必须关闭汽油机并待机器冷却2分钟后再加油;
- (3)加油前要将储油容器摇匀,不得将加油口的过滤网摘下直接加油;
- (4)维护燃油箱管路滤芯的清洁,必要时予以更换:
- (5)天气状况的变化以及油箱通气孔堵塞均有可能导致油箱里的汽油挥发而形成气压。为避免因油气或汽油冒出而造成烧伤危险或其他伤害,请小心拧开油箱盖,慢慢释放油箱内的油气压力,切忌在机器运转时打开油箱盖。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.清洗吸油滤芯
为保持汽油机良好的运行状态,请务必使用清洁的汽油。若发现汽油机吸油能力减弱,请将油箱出油口处的接头拧开,清洗吸油滤芯,必要时予以更换。
4.清洗化油器
如果发动机启动正常,但带负载能力差,主要原因是该机器的化油器堵塞,只要用化油器清洗剂清洗即可正常使用。
-
- 拆卸化油器示意图
-
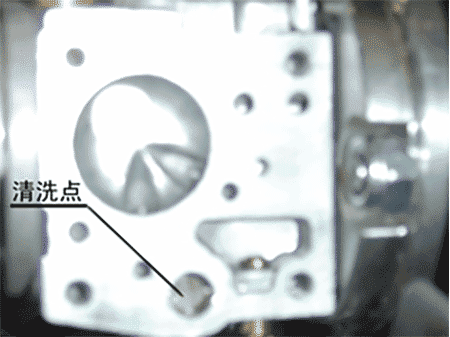
- 清洗位置示意图
5.维护汽油机空气滤清器
汽油机使用的是双层滤芯空气过滤器,每累积运转25小时或每季度,无论哪种期限先到,都应对外层泡沫滤芯进行维护。具体操作方法如下:拧松空滤器盖螺钉→拆去空滤器盖→小心取出外层滤芯→在干净、不易燃的液体洗涤剂(例如温热的肥皂水)中漂洗外层滤芯→在水中清洗外层滤芯→将清洗干净的外层滤芯彻底晾干→小心将外层滤芯安放到内层纸质滤芯上→盖上空滤器盖→拧紧空滤器盖螺钉。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
每累积运转100小时或每季度,无论哪种期限先到,都应对内层纸质滤芯进行维护。具体操作如下:按上述方法小心取出外层滤芯→再小心取出内层纸质滤芯→在平坦表面轻轻拍打使其清洁,如果破损则应当更换→按上述方法将整个空气滤清器安好。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
6.清洁或更换汽油机火花塞
如果汽油机功率下降或者启动困难,那么首先应当检查火花塞。汽油机每累积运转100小时或每季度,无论哪种期限先到,都应对火花塞进行清理或更换。具体操作方法如下:先用火花塞专用扳手卸下火花塞→清除火花塞积碳→检查电极间隙,必要时对其进行调整(0.5~0.6毫米)甚至更换。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
7.保持汽油机冷却系统清洁。
七、常见故障及排除
| 故 障 | 原 因 | 故障排除方法 |
| 启动困难 | 砂轮接触轨面或主轴上有其它阻力 | 逆时针旋转进给手轮使砂轮离开轨面并排除主轴上的其它阻力 |
| 汽油不足 | 加注混合燃油至油箱容积的90% | |
| 汽油油箱阀门没打开 | 打开油箱阀门 | |
| 油管不畅通,化油器没有汽油 | 按动注油器给油(最多三次),使汽油进入化油器 | |
| 火花塞点火异常 | 清除积谈碳,必要时调整电极间隙(0.5~0.6毫米)。甚至更换 | |
| 启动正常负载能力差 | 化油器堵塞 | 清洗化油器 |
| 进给不畅通 | 进给齿轮及轴承损坏 | 更换齿轮或轴承 |
| 进给导柱变形或缺少润滑油 | 更换导柱或加注润滑油 | |
| 仿形轮或护轨轮不旋转 | 轴承损坏 | 更换 |
文章来源:
《钢轨道岔打磨手册》长春工务段职工教育科 2018年版



嘎嘎嘎
优秀