NGM-4.8型内燃仿形钢轨打磨机适用于43kg/m~75kg/m钢轨焊缝、不平整接头、轨侧肥边、轨面焊修等部分的打磨。具有作业效率高、磨削质量好、操作简便、上下道方便等优点。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
一、结构组成
NGM-4.8型内燃仿形钢轨打磨机主要由动力部分、传动部分、进给部分、偏转操纵部分、辅助部分和砂轮组成。
1.动力部分包括发动机、发动机机架、停机按钮等组成,用于提供设备动力。
2.传动部分包括由软轴、锥齿轮箱、支座、大梁及皮带等组成,用于动力输入到砂轮。
3.进给部分由砂轮、电机、手动进给手轮、进给按钮等组成,用于实现砂轮的进给磨削。
4.偏转操纵部分由调节机架、偏转手轮等组成,用于实现砂轮侧向磨削。
5.辅助部分由汽油机扶手、连接架、支撑组件及砂轮保护罩等组成,用于整机一些安全辅助。
6.砂轮用于磨削作业。
基本结构如图所示:
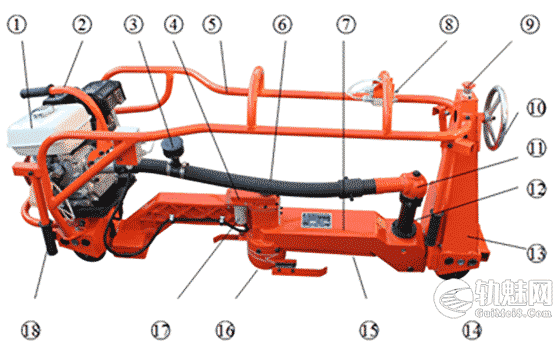
NGM-4.8型内燃仿形钢轨打磨机
1.汽油机、2.汽油机扶手、3.软轴油杯、4.进给机构、5.连接架、6.软轴、7.大梁、
8.进给按钮、9.停机按钮、10.偏转手轮、11.锥齿轮箱、12.支座、13.调节机架、
14.走行轮、 15.皮带罩、16.砂轮及砂轮罩、17.进给电机、18.抬把
二、主要技术参数
1.内燃机
型号:GX200
转速:3600r/min
功率:4.8kW
2.砂轮规格:φ125×65×M20
3.主轴转数:4500r/min
4.磨头倾斜角:90°
5.磨头行程:45 mm
6.仿形轮距:1000mm
7.整机质量:90kg
8.外型尺寸:1500×450×750mm
三、工作原理
发动机通过软轴、连接器、万向节及连接皮带将动力传输至砂轮主轴驱动砂轮对钢轨不平顺凸出部分进行磨削修正,通过砂轮升降按钮调节升降电机进行升降实现进刀和退刀;通过偏转调节机构完成轨面不同角度的磨削。磨削钢轨顶面时以两个基准轮为基准点调节砂轮高度进行轨面磨削,仿形轮起导向作用;磨削圆弧角(轨距角)时,转动调节手柄通过偏转调节机构驱动转向齿轮带动大梁偏转,实现任意角度的轨面磨削;当大梁旋转至与机架垂直时磨削钢轨侧面。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
四、使用方法
(一)使用前的检查
1.检查汽油机是否良好,按汽油机使用要求加注燃油和机油。
2.操作前必须检查砂轮是否损坏及受潮。
3.操作前必须检查砂轮和砂轮保护罩是否在正确位置。
4.操作前必须检查机器的细微设置。
(二)启动发动机
1.将机器置于钢轨上,保证砂轮离钢轨面3mm以上。
2.启动发动机,方法及注意事项参见汽油机说明书。
(三)打磨钢轨
1.用电控开关将砂轮设置到所需打磨的深度(根据钢轨附近情况进行调整)。
2.升高砂轮到钢轨的最高凸出点位置开始打磨,当机器在打磨附近来回打磨时,用进给按钮开关控制砂轮的进给量。
3.当打磨钢轨两侧面时,用偏转手轮调节转角。
4.特殊作业时,允许不动机器对整个钢轨进行打磨。
(四)关闭机器
先将砂轮提升到高出轨面3mm高度以上,然后旋转熄火开关熄火,在关闭汽油机开关。
五、安全操作规程
1.操作人员必须经过专门培训方可操作。
2.操作人员必须带护目镜及耳塞。
3.不许超过峰值力矩。
4.砂轮允许线速度为50m/s.
5.只能有经验丰富的人员更换砂轮。
6.必须按照发动机随机的安全手册和警告条例进行操作。
7.不要穿太宽松的工作服作业。
8.注油时必须关机,不能把燃油溅在发动机和消音器上。
9.机器运转时,不可将身体和其他物品进入各防护罩内。
10.砂轮进给精度为0.1mm,每次进给量不应大于0.3mm,过大的进给量回造成机器损伤,影响机器寿命和打磨钢轨的表面质量。
六、保养维修
(一)发动机
1.必须遵守生产厂家的使用说明书进行维护保养。
2.发动机润滑油:SE 15W/40。
添加润滑油时,不要将机器倾斜过量,防止润滑油泄漏到气缸内,导致发动机不能启动。若发生上述情况,请按下列步骤排除:a、取出火花塞清洗。
(1)松开化油器表面螺钉排油。
(2)将发动机绳拉到底,让油喷出气缸。
(3)插入火花塞,上紧螺钉。
(4)检查油位后启动。
(二)更换砂轮
1.使用中心镶有M20螺母的砂轮。
2.更换砂轮时用带柄套筒扳手,同时用30呆扳子卡主砂轮安装盘,取下砂轮。
3.装新砂轮时,手动适当上紧即可(打磨时会自动旋紧)。
(三)调节皮带
1.新机器在大约五六次打磨操作后调节皮带,或是需要进行调节时。
2.皮带张紧度的调节时通过改变主动调整带轮内外侧带轮调整垫的片数来进行的,垫片已预装于调整带轮内侧处(位于内侧的调整片越少则皮带越紧)。
3.先去掉皮带轮外侧4各M6螺母及平、弹垫,取下主动调整带轮即可见到调整垫片,根据所需张紧度确定垫片数量后装上调整带轮,把多余的垫片装于带轮外侧,把平、弹垫和螺母装上即可。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(四)调节砂轮进给链条的张紧度
1.取下手动进给手轮和链轮罩。
2.松开齿轮及电机的螺栓。
3.通过调节电机安装螺栓位置或链扣获得合适的张紧度。
4.依次装上链轮罩和手轮,拧好螺栓。
(五)机架旋转单元设备
1.偏转手轮和调节机架之间的碟型垫片每月或需要时进行润滑。
2.如果手轮动作不灵活,可适当调节手轮轴端上的螺母。
3.链条的张紧由调节机架背面的张紧链轮左右移动来调节。
(六)软轴
1.软轴的润滑每工作3个小时进行一次供油,旋转软轴油杯上盖2-3圈即可。
2.润滑油脂:Kluber lubBE41-150或通用锂基润滑油脂(如:ESSOBEACON3\MZL3号等)。
3.油杯油脂容量约20克,需保证油量充足。
(注意:当润滑软轴时,应保证油嘴要在注油口的上方,以保证油脂能到达轴的深处。否则,要先将油杯管卡松开,调节到注油孔与润滑油孔的相对接位置。
(七)锥齿轮箱附件
1.每周定期清洗附件上的打磨渣和灰尘。
2.经常的清洗和润滑接头处以保持拆卸方便。
3.每工作200个小时后,彻底清洗检查锥齿轮箱附件,更换锥齿轮的润滑油脂。采用Kluberlub GB45-1200或通用锂基润滑油脂。除去旧油,但不要清洗,同时检查啮合齿轮状况,锥齿轮一旦有明显磨损就要更换。球轴承是自润滑免维护的,一旦有缺陷就必须更换掉。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
七、常见故障及排除
| 故障 | 原因 | 故障排除方法 |
| 启动困难 | 砂轮面接触面或主轴上有其他阻力 | 逆时针旋转进给手轮使砂轮离开轨面并排除主轴上的其他阻力 |
| 汽油不足 | 加注混合燃油至油箱达到容积的90% | |
| 汽油油箱阀没有打开 | 打开油箱阀门 | |
| 火花塞点火异常 | 清除积碳,必要时调整电极间隙(0.5~0.6mm),甚至更换 | |
| 油管不畅通,化油器没有汽油 | 按动注油器给油(最多三次)使汽油进入化油器 | |
| 化油器堵塞 | 清洗化油器 | |
| 进给不畅通 | 进给齿轮及轴承损坏 | 更换齿轮或轴承 |
| 进给导柱变形或缺失润滑油 | 更换导柱或加注润滑油 | |
| 仿形轮或护轨轮不旋转 | 轴承损坏 | 更换 |
文章来源:
《钢轨道岔打磨手册》长春工务段职工教育科 2018年版


