1 我国钢轨的钢种及性能
1.1 钢轨的化学成分
钢轨的化学成分除钢中的五大基本元素 C、Si、Mn、S、P 外,还有合金元素如 Cr、V、Nb 以及钢中的残留元素等。
关于钢轨钢的命名:第一个字母 U,代表轨钢(轨字汉语拼音 GUI 的第二个字母);后面的数字代表平均含碳量;再后面的字母代表合金化的元素。如 U75V 代表平均含碳量为 0.75%、采用钒合金化的钢轨钢。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2 钢轨钢的组织
奥氏体
奥氏体是在大于 727℃ 高温下才能稳定存在的组织,塑性好,是钢轨钢在高温下所要求的组织。
高锰钢道岔组织即为奥氏体组织,是高锰钢经过水韧处理后得到的。在强的冲击载荷下,能形成硬化层,表现出优异的抗磨耗性能。
珠光体
珠光体是渗碳体和铁素体的混合物。目前钢轨钢的组织大多数为珠光体组织。
马氏体
马氏体是奥氏体迅速冷却得到的淬火组织。钢轨钢中一般出现的马氏体组织为针状马氏体,脆而硬,为不允许出现的有害组织。
贝氏体
贝氏体是含碳过饱和的铁素体和碳化物组成的机械混合物。目前, 贝氏体组织的钢轨成为国内钢轨钢研发的热点。贝氏体组织具有优良 的强韧性能。
1.3 国内主要钢种
U71Mn/U71MnG 钢轨
U71Mn 钢轨为我国至今使用时间最长的钢轨,其强度等级为 880MPa,轨顶面硬度 260~300HB,有较好的韧、塑性,焊接性优良。
U71MnG 钢轨为高速铁路用钢轨,性能指标同 U71Mn,化学成分略有不同,主要 C、S、P、V、Al 含量略有差异。
U75V/U75VG 钢轨
U75V 为含钒微合金钢轨,以前曾称之为 PD3 钢轨。其强度为 980MPa 级,轨顶面硬度 280~320HB。目前在我国铁路的繁忙干线上广泛使用。
U75VG 钢轨为客货混运高速铁路用钢轨,在化学成分上与 U75V 钢轨的区别,主要是 S、P、V、Al 含量略有不同。
U77MnCr 钢轨
U77MnCr 钢轨通过添加合金锰、铬,提高钢轨强度。热轧钢轨强度为 980MPa 级,轨顶面硬度 290~330HB;热处理钢轨强度为 1180MPa 级,轨顶面硬度 350~410HB,硬化层深度大于 20mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
U76CrRE 钢轨
U76CrRE 钢轨为包钢在 BNbRE 钢轨基础上开发的新钢种,其强度等级为 980MPa,轨顶面硬度 310~360HB,有较好的韧、塑性,焊接性优良。
U78CrV(原 PG4)钢轨
U78CrV 钢轨通过添加合金铬提高强度。热轧钢轨强度为 1080MPa 级,轨顶面硬度 310~360HB;热处理钢轨强度为 1280MPa 级,轨顶面硬度 370~420HB,硬化层深度大于 20mm。该钢轨是目前铁标中强度等级最高的钢轨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
过共析钢轨 U95Cr(PG5)
通过控制轧制和在线热处理技术,增加珠光体组织中的渗碳体密度,从而提高钢轨的硬度和强度。其强度为 1300MPa 级,轨顶面硬度可达 390~450HB。
过共析钢轨在国外重载发达国家已经大量应用,国内目前在朔黄铁路、郑州局等线路也进行了试铺,效果良好。
U68CuCr 耐蚀钢轨
U68CuCr 耐蚀钢轨通过添加 Cu、Cr 等合金元素,达到耐钢轨锈蚀的作用。其强度为 980MPa 级,轨顶面硬度可达 280~320HB。该钢种目前在京广线大瑶山隧道、沪昆线烟溪区间进行上道试铺。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
贝氏体钢轨
贝氏体组织的钢轨,添加了 Cr、Mo、Ni 等合金元素以提高钢轨的韧塑性。其强度为 1280MPa 级,轨顶面硬度 360~430HB,冲击韧性大于 70J。
近年来,贝氏体成为国内钢种开发的热点。贝氏体组织强韧配合好,具有优良的抗接触疲劳及抗磨耗性能。贝氏体尖轨在大秦重载线铺设,使用寿命提高了 3 倍以上。
2 钢轨的生产及质量
2.1 钢轨的生产
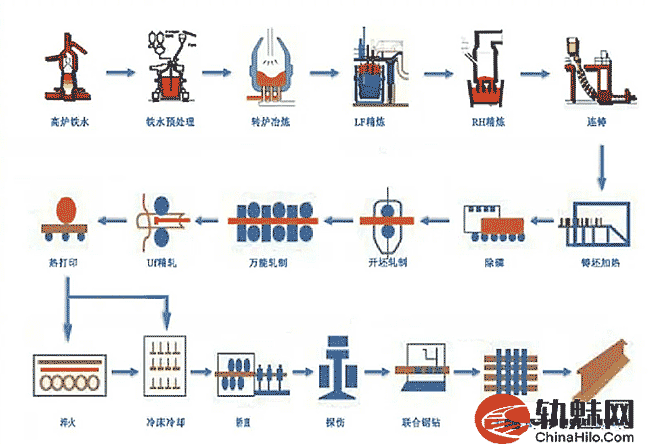
我国攀钢、鞍钢、包钢、武钢、邯钢 5 家钢轨生产厂家经过现代化的技术改造之后,钢轨生产设备包括转炉、连铸、万能轧机、平立复合矫直机、在线自动化检测设备等,实现了钢轨生产的“精炼”“精轧”“精整”“质量自动检测”和“长尺化”。钢轨的实物质量也达到了国际先进水平。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.2 钢轨的标识
轧制标记
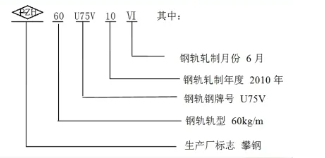
钢轨一侧的轨腰上轧制凸出标记顺序为:
- 生产厂标志;
- 钢轨轨型,如 60 代表 60kg/m;
- 钢轨钢牌号,如 U75V、U71Mn;
- 制造年,即轧制年度末两位,以及轧制月份。如 04 代表轧制年度为 2004 年;Ⅲ 代表 3 月份轧制;Ⅵ 代表 6 月份轧制。

热压印标记
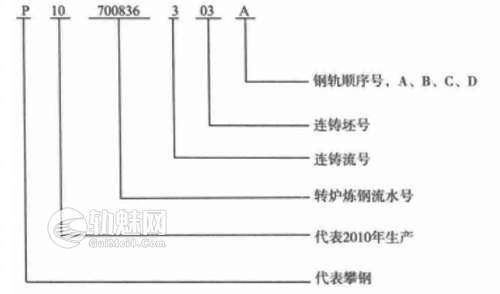
- 炉号:如 04 3 2178 代表 04 年、第 3 号转炉、第 2178 炉;
- 连铸流号:用 1、2、3、4 分别表示不同的连铸流号;
- 连铸坯号:用 1、2、3、4 分别表示同一流中不同的钢坯号;
- 钢轨顺序号:用 A、B、C……分别表示同一支钢坯轧制出来的不同支钢轨;
- 班别号:□ 代表甲班,△ 代表乙班,○ 代表丙班;
- 钢轨不得进行冷打印。
2.3 国内钢轨的质量现状
钢轨批检验
2009 年开始,每年对攀钢、鞍钢、包钢和武钢各进行 6 次检验。
检验依据的标准主要包括:
- 《TB/T 3276:高速铁路用钢轨》;
- 《TB/T 2344:43kg/m~75kg/m 钢轨订货技术条件》。
检验内容
检验内容包括成品钢轨的化学成分及残留元素、氢氧氮含量、硬度、拉伸、显微组织、脱碳层、非金属夹杂物、热酸浸低倍、几何尺寸、平直度及表面质量等。
钢轨性能指标检验样品取自钢厂或焊轨基地,外观质量检验在钢厂或焊轨基地进行。
2.4 钢轨质量问题
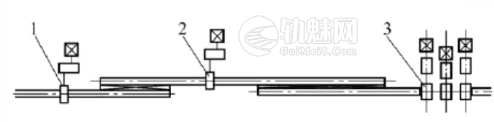
平直度问题
目前掌握的钢轨百米周期性不平顺问题,涉及鞍钢、包钢及武钢生产的百米钢轨。
产生病害的线路多为有砟线路,如宁启、连盐、石济、胶济等,速度多为 200~250km/h,CRH2 型车添乘“异响”相对明显。因此,该病害可能由轨面原始不平顺、有砟轨道结构型式等多种因素共同引起。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
国内鞍钢、包钢、武钢均采用三机架连轧布置方式生产钢轨。轧件在三架轧机中稳定轧制时,轧件处于平直状态。但这种平直状态是通过机架间的轧制力和连轧张力控制的。轧件脱离孔型时会出现张力突然消失的情况,产生“甩尾”现象。“甩尾”产生的摆动力使下一孔型的金属充填出现瞬间异常,该异常会造成钢轨轧制尾端局部不平顺。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
建议根据现场实际情况,选用线路打磨、铣磨、小机打磨或快速打磨等方式进行处理,以消除病害。
其中,1m 范围内存在明显高点的钢轨,电子平直尺检测波形类似“╮╱╲╭”形状时,可采用打磨车进行打磨,建议打磨后平直度控制在 0.2mm/1m 以内。
轨面存在低塌情况,电子平直尺检测波形类似“╲╱”形状时,当低塌超过 -0.3mm/1m,且低塌范围超过 250mm(打磨车砂轮直径)时,建议采用铣磨车铣磨。铣磨长度应保证铣磨顺坡率为 0.1mm/1m 以内,铣磨后整个线路可采用钢轨打磨车打磨,打磨后平直度幅度控制在 0.2mm/1m。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
本文源自中国铁道科学研究院集团有限公司金属及化学研究所刘丰收的 PPT 课件《钢轨知识及应用技术》,整理发布仅供技术学习交流。



学习了
感谢
评论