1 什么是溢流飞边?
溢流飞边是在钢轨铝热焊接完成后焊缝边缘经常出现的一种情况。其属于一种焊接缺陷,焊后清理时应将其处理干净。对于处于轨底三角区域严重的溢流飞边,由于缺少相应的专用打磨工具,处理起来比较麻烦,影响施工效率,处理不干净还会对焊头的质量造成负面影响。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


2 溢流飞边是怎么产生的?
溢流飞边的产生一般是由于砂模和钢轨密贴不好,浇注时高温铁水进入砂模和钢轨间的缝隙而形成。因此砂模在安装过程中,尽量保证钢轨与砂模之间的密贴是避免出现溢流飞边的有效途径。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
法焊JS型砂模的引进:
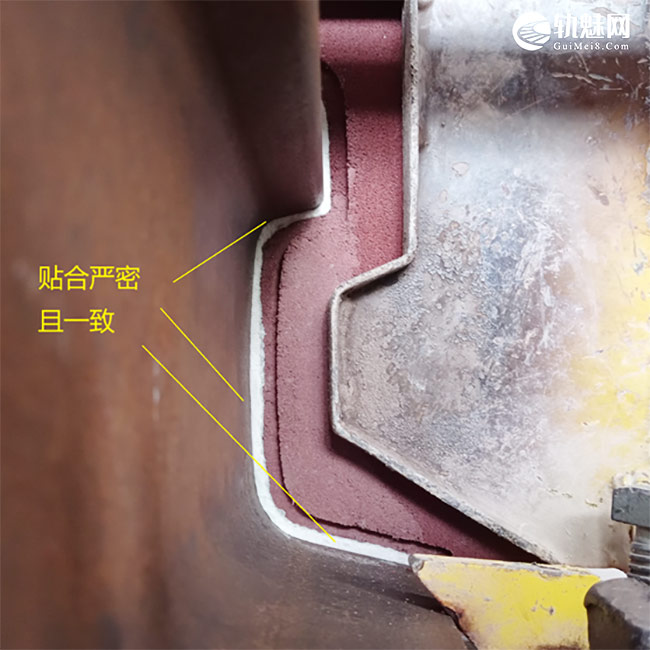
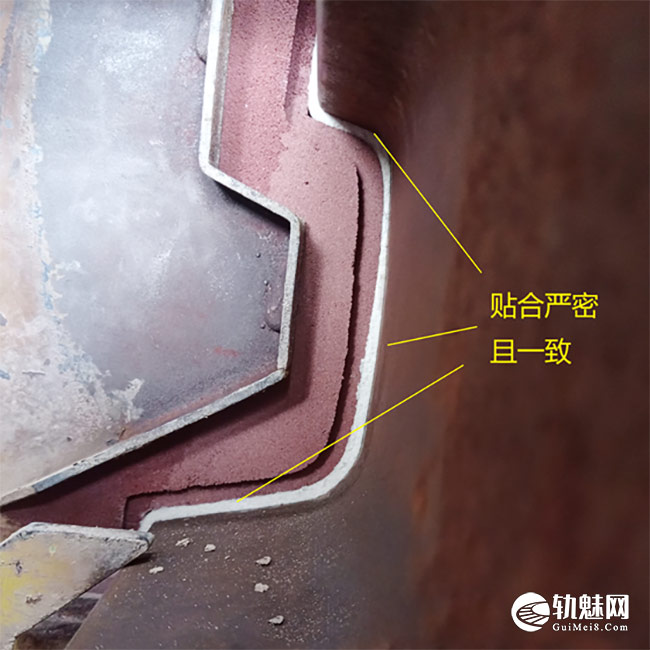
2015年,法焊引入了带高温密封棉条的JS型砂模,其尺寸外形与标准的钢轨尺寸完全匹配。正常情况下,安装后和钢轨廓形面密贴良好。和原有的CJ型砂模(无密封棉条砂模)相比,无需在钢轨上研磨,避免了砂模安装后出现缝隙,也提高了砂模安装的效率。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
现场工况下,仍然会遇到各种不同情况:
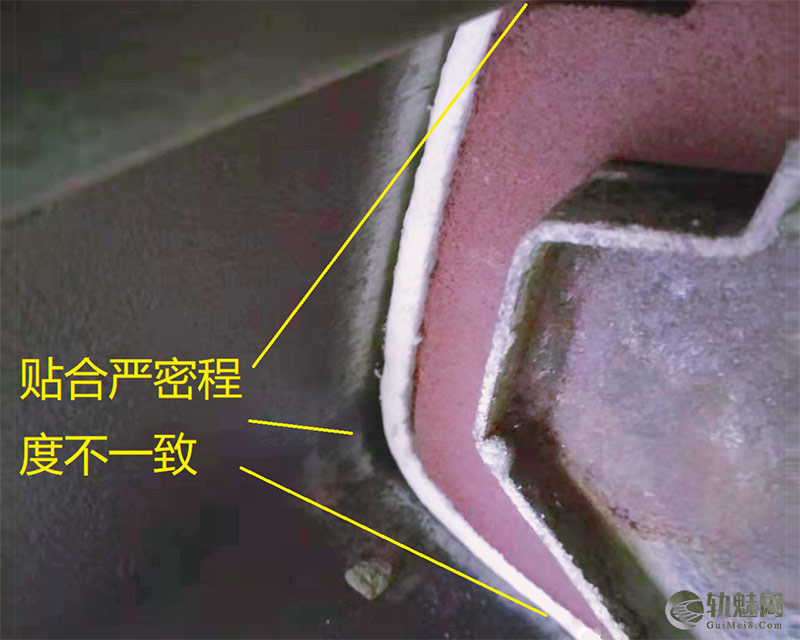
在现场施工情况下,由于钢轨可能存在磨耗,也可能存在不同的锈蚀程度,不同厂家的钢轨尺寸也可能有偏差……在尖点值设置好后,也可能造成JS型砂模在安装后出现一些密贴不严的情况。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

砂模安装小贴士:
为了解决以上各种因素带来的不利影响,我们可以采用一些简易的方法进行砂模安装:
1.安装砂模前,使用角磨片对侧砂模底部进行少量研磨,避免安装时底板将侧砂模顶高。注意不能研磨过多,否则会导致底板与侧模之间缝隙过大,在轨底焊筋上产生溢流飞边。
2.安装侧模夹板时,对侧模夹板轨腰部位轻轻敲击,使侧砂模与钢轨贴合更严密。


如下图:
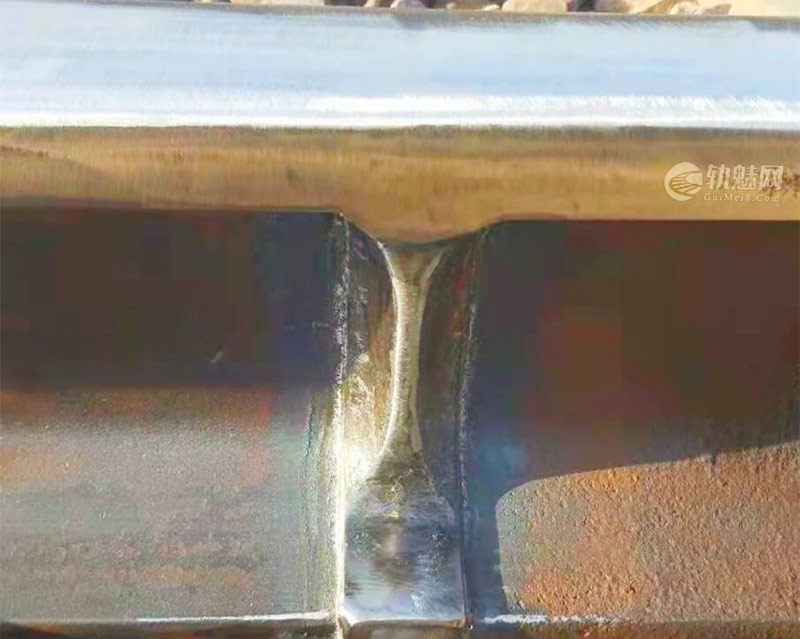
通过以上方法,我们基本上能够避免在焊缝边缘出现溢流飞边了。
风险:本站内容仅作技术交流参考,不构成决策依据,所涉标准可能已失效,请谨慎采用。
声明:本站内容由用户上传或投稿,其版权及合规性由用户自行承担。若存在侵权或违规内容,请通过左侧「举报」通道提交举证,我们将在24小时内核实并下架。
赞助:本站部分内容涉及收费,费用用于网站维护及持续发展,非内容定价依据。用户付费行为视为对本站技术服务的自愿支持,不承诺内容永久可用性或技术支持。
授权:除非另有说明,否则本站内容依据CC BY-NC-SA 4.0许可证进行授权。非商业用途需保留来源标识,商业用途需申请书面授权。


