钢轨折断已成为无缝线路最大的安全隐患。柳州工务段管辖的焦柳线k1370+000~k1456+780共86.78km,于2003年铺设60kg/mPD3钢轨,由于当时焊接机具老化,有7242个厂焊钢轨接头不同程度地存在未焊透和光斑,至今已发生断轨150多处,八成以上是突发性的垂直断裂,至今在线路上已探测出不同程度的伤损350多处(主要是核伤,已加固)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
这种未焊透或存在光斑的接头,由于晶体接触紧密(没有强度),伤损可探性差,可透超声波没有反射,伤损发展过程又很短,因此,这种突发性的断轨,对行车安全威胁很大。为解决这些问题,柳州工务段从2cHD3年下半年起,先后引进了德国施密特公司SKV—L钢轨铝热焊焊接技术,法国拉伊台克公司QPCJ钢轨铝热焊焊接技术,对钢轨折断实施原位焊复。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 实施步骤
发现断轨立即上夹板或臌包夹板和急救器进行加固(不能钻眼),限速放行列车。准备工作完成后,切除伤损部位(留足焊缝宽度和张拉的位移量,原是焊缝的同时要切除热影响区),用拉伸器张拉到位后实施原位焊复。操作流程如下:复核伤损情况一切除伤损部位一打磨清理除锈一钢轨接头对正一装模封箱一预热一反应一拆模及推瘤一钢柱处理一打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
原位焊复在钢轨垂直折断、水平裂纹很小(长度小于1个普通焊带)、工厂接触焊焊带裂纹等的情况下,经切除拉伸达到设计锁定轨温后,焊缝宽度小于29 mm的,采用的是普通焊缝焊接(施密特缝宽28mm±2mm,拉伊台克缝宽25mm±2mm);对一些钢轨斜裂、铝热焊缝伤损、水平裂纹较大,经切除拉伸达到设计锁定轨温后,焊缝宽度大于29 mm小于85 mm的,用普通焊缝焊接无法进行,则采用德国施密特公司SKV—L宽焊缝技术(焊接轨缝为50—85 mm),或法国拉伊台克公司WGW宽焊缝技术(焊接轨缝为68mm±3 mm)进行焊接。宽焊缝除钢轨对正和拆除砂模稍有不同外,其它工艺过程和普通焊缝相同。对于超过75 mm的焊缝,在热打磨完后,还要用预热器加热达700℃保温以防应力收缩、焊缝裂纹滋长和产生缩孔。焊接装模时,封箱要特别小心,防止密封泥及其它杂物挤入或掉入焊缝,形成伤源。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
当钢轨出现伤损,经切除拉伸达到设计锁定轨温后焊缝宽度大于85 mm的,则必须插入短轨进行焊接处理,与传统处理方法不同的是,插入短轨重新焊接修复时,先焊好一端,待焊带缓冷达到规定的强度后,张拉钢轨到所需轨温的位移,再焊接另一端,从而使锁定轨温复原,插入绝缘轨也采用此方法。由于宽焊缝焊接工艺要求高,焊接难度大,焊节一旦出现伤损必须插入短轨处理,为此,能用普通焊缝焊接的就不用宽焊缝焊接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 翘头处理
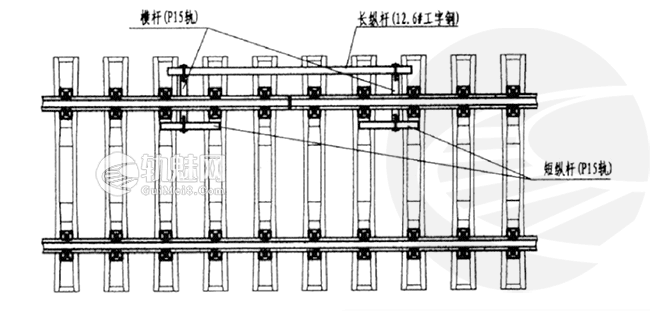
图1 翘头轨整治安装平面布置图
在实施PD3钢轨原位焊复时遇到的一个最大问题是,当伤损焊头切割除去后,钢轨会发生严重翘头,致使作业无法进行。为此我们研制出了简易压轨装置,作业原理是:通过纵横杆件与轨枕、钢轨的相互作用,松开断缝两侧各两根轨枕,用纵横杆件将轨枕面压平,不让轨枕上浮,然后通过上紧轨枕扣件来下压钢轨,达到对平钢轨的目的。翘头轨整治安装平面布置如图1所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 注意事项
为了能够实施原位复焊,对钢轨发生折断或探伤检查发现的伤损钢轨进行临时加固处理时,只上夹板急救器加固,不钻眼,并尽可能当天原位复焊,避免由于列车长时间冲击造成轨面低塌导致普通焊缝焊接无法实施。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
焊前必须用通用仪器对伤损进行探伤复核,准确确定伤损位置和类型,然后再对伤损实施切割,一定要把有伤的部位除去。切割作业完成后,再细看微裂纹源是否已经完全去除,尤其是斜裂伤和铝热焊伤,发现存有残余裂纹的再行切割除去,焊接完1 h后要对焊带进行探伤。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
预热是焊接的关键,预热不好容易产生缩孔、未焊透等伤损。预热时间一定要根据气温、湿度、风力、焊缝宽度严格按操作工艺执行。
做好铝热焊剂的防潮工作,铝热焊剂在运输、存储中自始至终要防潮,在焊接前,要充分搅拌混合均匀,反复倾倒3次以上,然后再装入钳锅,以防焊剂不能点燃或局部反应不充分,钢水不自流。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4 优点
采用原位焊复对钢轨折断的处理方法,有许多优点。一是锁定轨温得到完全恢复。由于断轨出现的纵向位移得到消除,钢轨消除位移量是根据断缝拉开量、切除伤损的长度、作业轨温和设计锁定轨温进行计算,用拉伸器张拉到规定预留的焊缝宽度后实施焊接。二是避免了插入短轨后破坏了无缝线路的整体性,减少了永久处理时的费用和难度。三是对行车影响小,只焊接1头,封锁时间短。四是投入少。只需1份焊剂,不用插入短轨,用少量的人员即可完成。五是减少了焊缝数量。六是焊接质量得到保证。用轨底拉伸器进行拉伸,在缓冷时间不足、焊缝强度不够时,不拆卸拉伸器既可限速放行列车又能使焊缝不提前承受纵向力。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5 不足之处
重、笨、粗是钢轨拉伸器不足之处。柳州工务段管辖线路多为山区,交通不便,这于搬运钢轨拉伸器尤为困难。为此钢轨拉伸器要进一步进行改进。拉伸器的拉杆应配备两种:一种是原位焊用的拉仲杆,另一种用于插短轨时用的拉伸杆,拉伸杆要长达10 m,拉伸杆可分段连接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
6 效果
从2003年下半年引进宽焊缝技术至今,柳州工务段已用原位焊接技术焊复重伤轨240多处。目前只有2处因装模时不注意,将封箱泥挤进焊缝造成伤损外,其他无一伤损。使用原位焊复技术,已为本段节约60 kg/m钢轨约l 400 m左右、普通铝热焊焊剂240多头、用工2400个,节约资金近60万元。运输成本相应降低,且减少对列车干扰时间约200 h(插短轨焊接处理l处伤轨,比用原位焊处理要多用时间约40 min),具有良好的经济效益和社会效益。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源:
出处:《铁道运营技术》 -2005年4期《用原位焊复对钢轨折断进行永久处理》
作者:昊宇冰(柳州铁路局柳州工务段,广西柳州545007)


