(作者:吴海龙)2025年7月25日段维修技术中心在乌拉泊线路车间组织召开全段小半径曲线管理标准化现场会,车间通过多年以来的不断摸索,努力实践,初步形成小半径曲线“1、3、6”养护管理工作法。在实现设备持续安全稳定和延长质量周期降本增效的同时为小半径曲线管理提供了一些较为科学精细、切实有效的管理方法。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
一、好的做法:
(一)小半径曲线“1、3、6”养护工作法
“1”:1个月检查测量分析
每月对曲线轨道几何形变、钢轨廓形、扣件状态开展系统检查测量,通过数据对比分析,周期性掌握轨道细微变化,为精准养护提供依据。
“3”:3个月专项修理
每3个月结合月度累计数据,对曲线实施季度性综合整修:采用大小机结合方式开展廓形打磨优化轮轨关系、修复钢轨伤损;同步加固扣件系统、更换失效配件,恢复轨道状态,控制质量波动。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
“6”:6个月大机综合整修
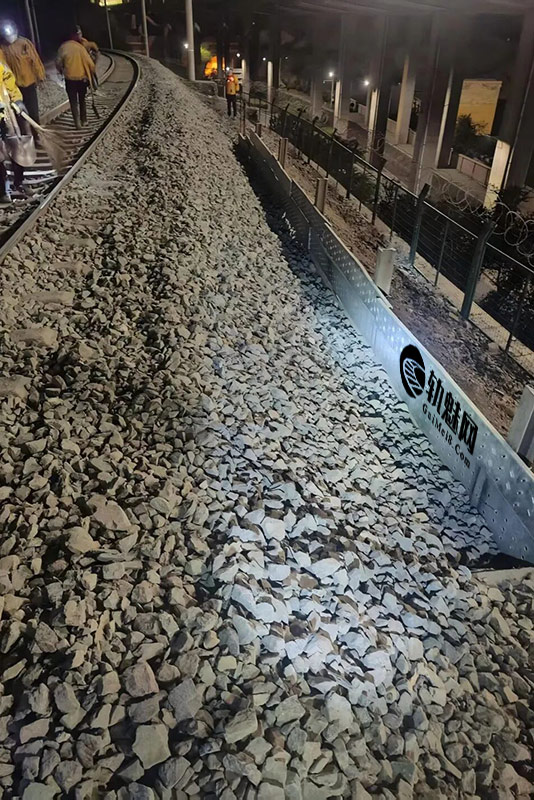
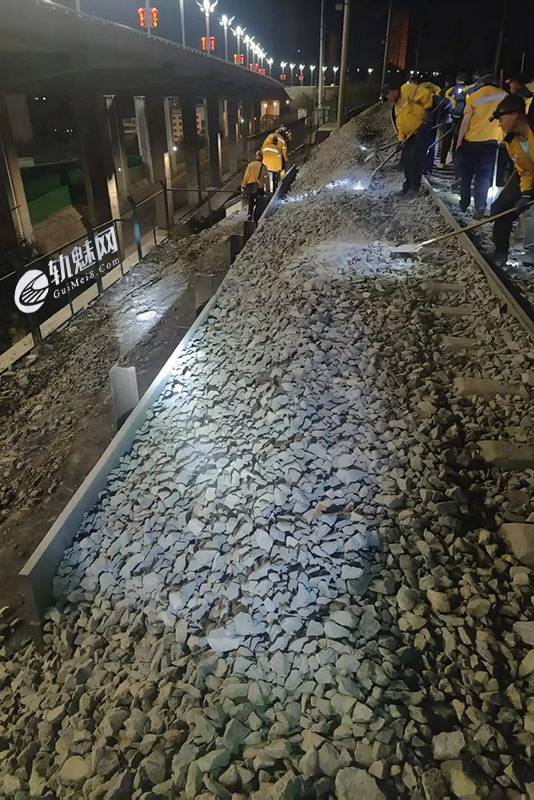
依据每月轨道几何形变数据,梳理重点整治区段,组织大机进行综合维修;同步对高路堤地段补充缺砟、加装挡砟板、夯实道床,对深路堑地段使对重点不良地段进行侧切清筛,提升道床稳定性、恢复道床弹性,筑牢轨道基础。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(二)做强框架、优化结构、重视分析
上半年车间合理利用大修成段换轨良好契机对换轨区段曲线轨距杆及老式轨撑进行全面拆除,同步加装新式轨撑,对上行重载、长大上坡道区段加密按照“隔一装一”进行加装,做强轨道框架结构,有效的防止了曲线钢轨外翻和不均匀侧磨产生。上行1940公里曲线高路堤区段道砟溜肩严重,线路道床横向阻力无法保证,防胀轨隐患突出,大机作业后保证周期较短,针对这一难点问题,车间在该区段增设挡砟墙,有效的杜绝道砟溜肩,确保线路道床横向阻力。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
车间日常对小半径曲线轨下胶垫、尼龙挡座状态做好检查记录,对车间库存轨下胶垫、尼龙挡座进行梳理,在换轨作业中对上行1927公里、1928公里、1934公里、1936公里曲线状态不良轨下胶垫、尼龙挡座进行更换,优化了曲线结构,改善了轮轨关系。车间每月对小半径曲线上股钢轨垂、侧、波浪形磨耗,下股钢轨轨面凹槽、非作业作用边压宽肥边等进行逐月对比,日常观察列车通过曲线速度,以及线路平均速度等因素进行综合分析,通过测算曲线未被平衡欠超高及未被平衡过超高,将乌拉泊(含)-芨芨槽子上行1928+143-K1928+621曲线,原设105mm超高,进行调整后,将超高降为为90mm,超高进行调整后,该曲线钢轨曲线、侧、波浪形磨耗有明显的变化,上股钢轨侧磨增长速度较往年减少50%、侧磨峰值降低35%、未发现波浪形磨耗。下股钢轨未产生非作业作用边压宽肥边。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(三)摸清设备特征、优化施工组织,“站间结合、大小机结合”
车间管内小半径曲线多为跨站界曲线,而且曲线头尾距离道岔头尾较近,比如乌南117#、115#道岔前顺坡接头距离曲线头只有18米,尤其是进行线捣、岔捣、线磨、岔磨作业时施工组织考虑因素较多。在线路大机捣固、道岔大机捣固作业前期进行惯导数据采集时就要考虑到道岔捣固车、线路捣固车起步要避开曲线头尾,同时要确保道岔捣固车、线路捣固车收车的顺坡距离,线路捣固车无法作业道岔的问题。道岔打磨车、线路打磨车在存在同样的问题,而且线路打磨车与道岔的安全距离要求更远。诸如此类问题,在组织车间施工时,在优先安排线路捣固车、线路打磨车来进行作业,在可允许作业范围内做到应捣尽捣、应磨尽磨,在线路捣固车、线路打磨车作业后提报“一站一区间”的施工天窗,利用道岔捣固车、道岔打磨车对道岔与曲线结合部分进行作业。在大机机力无法保证上述作业顺序情况下,在捣固作业时合理优化惯导数据在提前在圆曲线在进行收车顺坡,一定要杜绝线路捣固车在缓和曲线上收车顺坡的行为。在打磨作业时要采取大机+小机的作业方式,对线路打磨车作业受限区段要做好记录,采集好钢轨廓形测量数据,及时提报线路打磨维修天窗,组织好本车间打磨队伍或中德业务外包队伍进行小机人工打磨,确保钢轨打磨的周期性。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(四)生产组织再优化、集中力量攻难点
车间管内小半径曲线多为深路堑地段,经过长年的雨雪水浸泡及上行长大上坡度双机车撒砂原因,导致部分地段呈现线路翻浆冒泥情况,车间以往处理方式及时组织一个班组对进行挖翻浆、换填道砟捣固作业,但是只能保持一场雨的周期,一直反复干、干反复。今年上半年在段清筛组的支援下,车间集中所有生产力对上行1915+100、1917+900、K1920+700重点地段进行侧切机清筛作业,清筛效果达到了预期的目标,同时也锻炼队伍。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(五)技术管理规范化
在小半径曲线更换长轨后做好无缝线路技术资料的更新工作,尤其是单元轨节的锁定轨温,必须必须保证期真实性和准确性。尤其是乌鲁木齐-乌鲁木齐南上行1939+900-1940+500曲线在2024年8月10日、2025年8月20日出现曲线正矢差连续不良的问题,反映出现场实际锁定轨温与设计锁定存在误差或者在进行长轨条更换施工撞轨拉伸过程中存在应力不均匀的问题。同时在日常作业时要严格遵守无缝线路作业轨温条件,切不可超温作业。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
二、存在的不足
一是车间在日常设备管理方面对小半径曲线零配件“齐全、有效、作用良好”的标准认识高度不够,认为零配件没有连续失效的就可以,现阶段小半径曲线还有较多失效零配件,并没有达到小半径曲线零配件“零缺陷”的高度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
二是对小半径曲线的档案化管理重视程度不够。档案化管理是对小半径曲线线路钢轨状态及大机作业、大修作业情况的详细档案室记录,现阶段档案化管理没有实质性的推进。
三是动态检测数据与静态检查结果未深度融合,对小半径曲线的状态的判断不全面、不准确。导致部分曲线在进行综合整治时已经错过了最佳的整治时机。
三、努力的方向
车间将持续深化“1、3、6”养护工作法的全面应用,进一步提升设备质量,重点推进三方面工作:
(一)强化根源治理技术:通过配砟整形车道床作业、更换小半径专用轨枕、优化超高设置等措施提升轨道结构稳定性。
(二)推广适配性材料:选用淬火稀土耐磨钢轨、耐老化轨下胶垫、大扣压力扣件等专用材料,提高部件与高应力环境的匹配度,延长整治周期。
(三)转变养护理念、提高养护标准:推动管理模式从“被动整治”转向“主动预防”、从“单一修复”转向“系统优化”,从根本上提升整治效果,降低病害复发率,保障轨道长期稳定。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
今后,车间将始终以“强轨道基础、摸养修规律、细管理标准”为主线,抓细抓实小半径曲线管理,为铁路运输安全畅通筑牢“曲线防线”。


