
1 总布置图
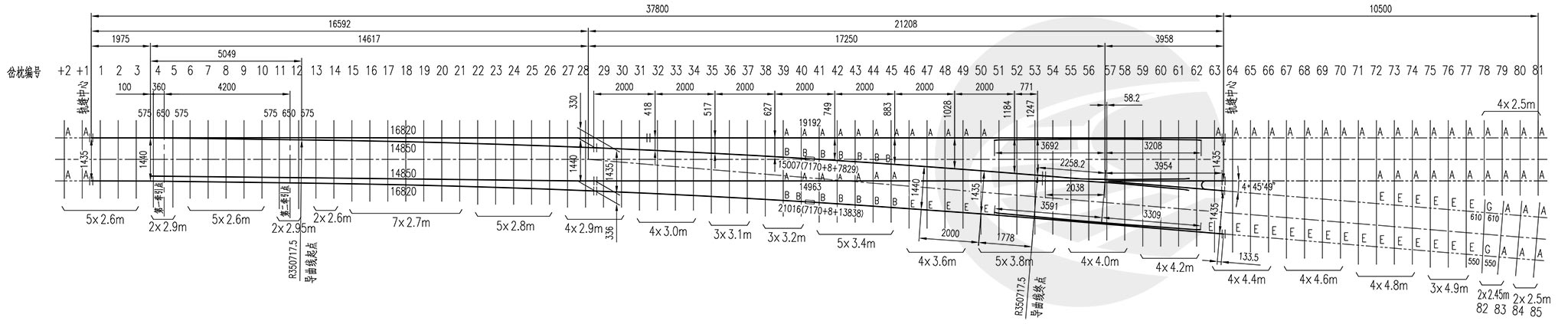
2 逐枕框架尺寸
3 各枕处轨距
| 岔枕编号 | 直股轨距(mm) | 侧股轨距(mm) | 岔枕编号 | 直股轨距(mm) | 侧股轨距(mm) |
| +2 、+1 | 1435 | — | 14 | 1440 | 1440 |
| 1 | 1435 | — | 15 | 1440 | 1440 |
| 2 | 1436.4 | — | 16 | 1438.5 | 1440 |
| 3 | 1438.1 | — | 17 | 1437 | 1440 |
| 4 、5 | — | — | 18 | 1435.5 | 1440 |
| 6 | 1443.7 | 1439.9 | 19-46 | 1435 | 1440 |
| 7 | 1443.1 | 1439.9 | 47 | 1435 | 1439.5 |
| 8 | 1442.6 | 1439.9 | 48 | 1435 | 1438 |
| 9 | 1442 | 1440 | 49 | 1435 | 1436.5 |
| 10 | 1441.4 | 1440 | 50-77 | 1435 | 1435 |
| 11 | 1440.8 | 1440 | 78-81 | 1435 | — |
| 12 | 1440.2 | 1440 | 82-85 | — | 1435 |
| 13 | 1440 | 1440 |
风险:本站内容仅作技术交流参考,不构成决策依据,所涉标准可能已失效,请谨慎采用。
声明:本站内容由用户上传或投稿,其版权及合规性由用户自行承担。若存在侵权或违规内容,请通过左侧「举报」通道提交举证,我们将在24小时内核实并下架。
赞助:本站部分内容涉及收费,费用用于网站维护及持续发展,非内容定价依据。用户付费行为视为对本站技术服务的自愿支持,不承诺内容永久可用性或技术支持。
授权:除非另有说明,否则本站内容依据CC BY-NC-SA 4.0许可证进行授权。非商业用途需保留来源标识,商业用途需申请书面授权。



谢谢分享
不错
好资料
好资料
在 不?加一个WV——15802831411