一、适用范围
1.作业地段的曲线半径不小于180m,作业地段的曲线超高不大于150mm,线路最大坡度不大于33‰。
2.适用于集团公司200km/h及以上铁路和200km/h以下仅运行动车组的铁路钢轨打磨工作。
3.高速铁路钢轨打磨分为预打磨、预防性打磨和修理性打磨。
⑴预打磨是对铺设上道的新钢轨精调后进行的打磨,目的是去除轨面脱碳层,消除钢轨在生产、焊接、运输和施工过程中产生的表面缺陷,优化轨头廓形,改善焊接接头平顺性。
⑵预防性打磨是对钢轨进行的周期性打磨,目的是修复轨头轮廓形,预防滚动接触疲劳、波浪(波纹)磨耗等病害的产生。
⑶修理性打磨是对已产生病害钢轨的打磨,目的是修正轨头廓形,消除滚动接触疲劳纹、波浪(波纹)磨耗及擦伤等病害。
二、标准和质量要求
1. 钢轨打磨的周期和时机
⑴铺设上道的新钢轨的预打磨应在轨道精调完成后进行。
⑵已开通运营的高速铁路,预防性打磨周期按通过总重和运行状态确定,原则上每30-50Mt通过总重进行一次钢轨预防性打磨,一般不宜超过2年。
⑶对重复出现动车组抖车、构架横向加速度报警且光带不良,或出现超过表1规定的钢轨伤损地段,应及时进行修理性打磨。当钢轨顶面连续或多处擦伤深度不大于0.5mm时使用打磨车打磨,深度大于0.5mm时使用打磨车或铣磨车铣磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
钢轨病害整治限度
| 钢轨病害 | 限 度 | 测量方法 | |
| 200-250km/h | 250(不含)-350km/h | ||
| 光带不良 | 光带宽度成段超过40mm或连续出现周期性宽窄变化 | 车载或人工钢板尺检测光带宽度;弦线等测量光带变化 | |
| 轨顶面擦伤 | 深度大于0.5mm | 深度大于0.35mm | 直尺、深度尺测量 |
| 表面局部微细疲劳裂纹(鱼鳞纹) | 肉眼可见 | 肉眼可见 | 目视 |
| 波形磨耗 | 钢轨表面有周期性波磨且平均深超过0.04mm(车载检测)或最大谷深达到0.08mm(手工检测),波长不大于300mm | 钢轨表面有周期性波磨且平均深超过0.04mm(车载检测)或最大谷深达到0.08mm(手工检测),波长不大于300mm | 测试精度0.01mm及以上,且测试长度不小于采样窗长度 |
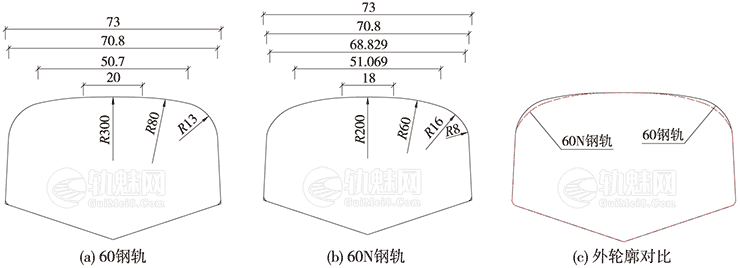
2.道岔打磨区域应与两端线路的钢轨打磨区域相衔接,重叠打磨区域不得小于10m。3.铺设标准轨60kg/m钢轨(以下简称60钢轨)且允许运行除动车组以外客车的区段,以及铺设60N钢轨地段,钢轨打磨的目标廓形为60N廓形(见图1)。铺设标准60kg/m钢轨且仅运行动车组的区段,钢轨打磨的目标廓形为设计廓形(见图2)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.半径小于2800m的曲线地段采用60N廓形或根据钢轨伤损特点单独进行打磨廓形设计。钢轨修理性打磨应先消除病害,再修正轨头廓形。钢轨应严格按目标廓形打磨,同一线路的钢轨打磨目标廓形应一致。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5.钢轨打磨深度应符合以下要求
⑴预打磨:轨顶中心区域(-1°~+3°,见图2,下同)最小打磨深度不小于0.2mm。其中道岔打磨以保证轨头廓形为主,打磨深度可适当减少。
⑵预防性打磨:轨顶中心区域不小于0.1mm。
⑶修理性打磨深度按以下原则确定:光带修形后轨头达到目标廓形;波磨钢轨打磨后符合波磨打磨验收标准;擦伤钢轨打磨后轨面硬度不高于邻近母材轨面硬度50HB;钢轨鱼鳞纹应消除。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑷打磨粗糙度应不大于10μm。
6.打磨平面最大宽度应符合以下要求
⑴轨顶纵向中心线两侧10mm区域为10mm,10~25mm区域为7mm,其余打磨区域为5mm。
⑵沿钢轨纵向100mm范围内,打磨平面宽度最大变化量不应大于打磨平面最大宽度的25%。
⑶打磨后轮轨接触光带:直线和曲线下股钢轨应基本居中,宽度为20~30mm;曲线上股钢轨应偏向内侧。
⑷钢轨打磨后应无肥边、无疲劳裂纹、无连续发蓝带。
7.线路打磨作业主要由PGM-48、GMC-96钢轨打磨列车完成,道岔打磨作业主要由RGH20C钢轨打磨列车完成。线路打磨。采用96打磨车时原则上不超过3遍;采用48打磨车时原则上不超过6遍。处理擦伤时根据擦伤深度确定。相连两段线路重叠打磨的区域不少于3m。作业后对线路上残渣进行清理。道岔打磨。打磨遍数原则上为直股不少于12遍。作业后将滑床板上的铁屑、铁渣清扫干净,防止尖轨与基本轨不密贴,特别是绝缘接头处要清扫干净,不得有铁屑、铁渣。道岔打磨作业衔接点,重叠区域不小于1.5m。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
8.道岔打磨应积极研究推广无盲区打磨,每个车站每端每个行别道岔、岔间夹直线及前后线路按单元全部进行打磨。
9.编制施工计划时,PMG-48打磨地段两端预留100m、GMC-96打磨地段两端预留200m打磨车提速段,以便打磨车达到允许作业速度进行钢轨打磨。
10.道岔打磨作业的其它要求
⑴打磨车砂轮起落点位置应准确,误差不得超过500mm。
⑵打磨受限区域
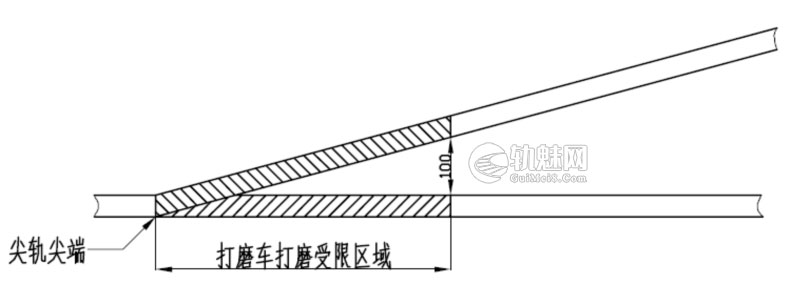
①尖轨区域:尖轨非工作边距基本轨工作边100mm处与尖轨尖端之间(如图3所示)。
②心轨区域:长短心轨非工作边间距100mm处与可动心轨尖端前50mm处之间(如图4所示)。
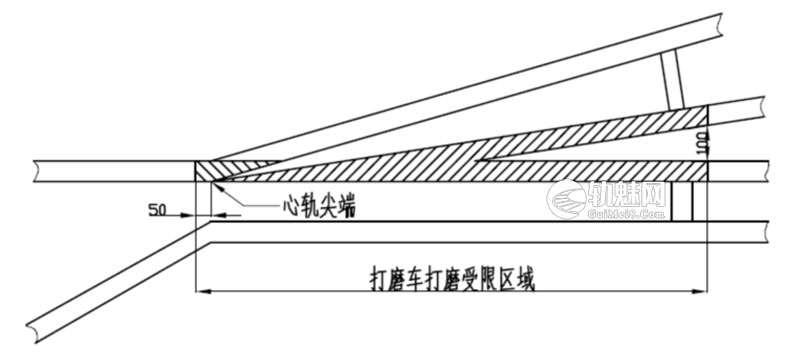
上述区域的钢轨内侧(如图2所示0°以上区域)可由打磨车打磨;钢轨外侧可采用小型打磨机打磨。
打磨车打磨尖轨、可动心轨顶面宽度小于20mm区域时应控制打磨角度和打磨量,以防止打伤尖轨、可动心轨。
⑶打磨车对轨距角区域应采用角度不大于45°通打2~3遍(包括尖轨、可动心轨)。
⑷当受限区域的尖轨或可动心轨出现疲劳裂纹时应采用小型打磨机处理,且应沿线路纵向进行打磨,保证圆角光滑过渡。当受限区域因磨耗导致基本轨高于尖轨或翼轨高于可动心轨、并出现光带异常时,应按目标廓形采用小型打磨机打磨。小型打磨机打磨时不得灼伤钢轨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
11.工务机械段(或其他合同确定的打磨单位)应及时清除打磨车及钢轨顶面的打磨碎屑;工务段应及时清理道岔滑床板及无砟轨道上的打磨碎屑。工务段负责及时清除打磨后道岔直、曲股绝缘接头位置铁屑,防止联电故障发生。工务段在钢轨打磨作业时,应加强对连接导线、线路外大草等易然物的防火工作;在线路开通前,工务段应对可能遗落的铁屑进行检查、清理。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
12.打磨廓形检测
⑴在打磨过程中应及时使用钢轨打磨廓形模板检查打磨廓形,并采用便携式廓形仪或车载廓形检测仪检测钢轨打磨廓形。采用便携廓形仪检测时以左右股钢轨顶面作为定位基准。
⑵钢轨打磨廓形检测:车载检测时每1km处理一次数据;手工检测时,每50~100km随机选定直线和曲线各100m检测左右股钢轨各三处。
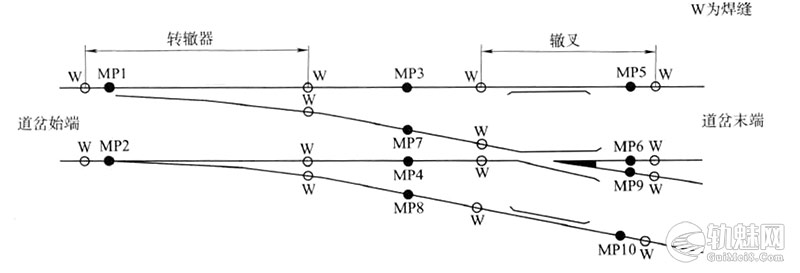
⑶道岔打磨廓形测点位置:道岔内廓形测点为三个轨道截面共计10个测点(如图5所示):第一个截面位于距岔前1~2m处(测点MP1和MP2);第二个截面位于导曲线中部(测点MP3、MP4、MP7和MP8);第三个截面位于距岔尾1~2m处(测点MP5、MP6、MP9和MP10)。岔区前后100m内线路、站内正线、道岔间夹直线等地段应各设1个测点。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
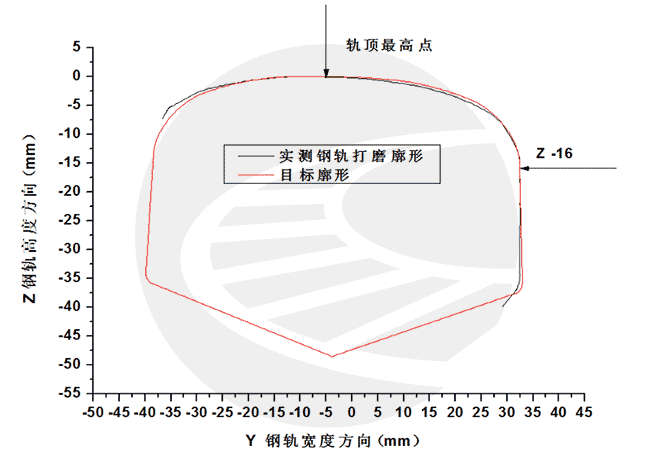
13廓形分析比对方法
在Y/Z坐标系内以轨顶切线为基准(实测廓形不旋转),实际廓形与目标廓形在轨顶高点处上下对齐、在Z-16处左右对齐(如图6所示)。
(五)轨头廓形打磨偏差应满足表3.1和表3.2要求。
表3.1 钢轨打磨轨头廓形验收标准(手工检测)
| 设计行车速度(km/h) | 轨头横向-25mm~+25mm范围内(mm) | 轨头横向25mm~32mm范围内(mm) |
| <200 | +0.3/-0.3 | +0.2/-0.6 |
| ≧200 | +0.2/-0.2 | +0.2/-0.6 |
注:廓形验收范围为钢轨轨头横向-25mm至32mm。表中+、-分别表示所测廓形高于和低于目标廓形的量值,下表同。
表3.2 钢轨打磨轨头廓形验收标准(车载检测)
| 设计行车速度(km/h) | 验收标准(mm) | 允许超限百分比 | ||
| ±0.2mm | ±0.3mm | ±0.5mm | ||
| <200 | +0.5/-0.5 | – | – | 15% |
| ≧200 | +0.3/-0.3 | 10% | 5% | 0% |
14.轮轨接触光带检测
⑴在打磨作业后两周内,应采用车载式光带测量系统或钢板尺检测轮轨接触光带,同时检查焊缝前后的光带。
⑵轮轨接触光带未形成前,可在钢轨上喷漆,经1~2天过车后测量钢轨接触光带。
⑶轮轨接触光带测点应避开砂轮起落及焊缝区域。道岔内轮轨接触光带测点如图5所示;道岔区前后100m线路、站内正线、道岔夹直线等地段应各设1个测点。
15.采用钢轨廓形仪或钢轨打磨深度测试仪测量同一处钢轨打磨前后的廓形或高度,以计算钢轨打磨深度。打磨深度测点与轮轨接触光带测点相同。
16.采用便携式粗糙度检测仪检测打磨面粗糙度,同一批次生产的砂轮所打磨的区段至少测量6个点,各测点测量值均不得超限。
17.采用钢板尺检测打磨平面宽度。
18.采用便携式数字波磨测量仪或电子平直度测量尺检测钢轨波磨;岔区以外线路采用车载波磨检测仪检测钢轨波磨。
⑴钢轨波磨检测:目测打磨砂轮起落部位100m左右范围内的打磨痕迹,如发现有明显的周期性砂轮磨痕,则应连续检测10~30m范围内的波磨;在波磨地段,车载检测时每1km处理一次数据,手工检测时随机连续检测5~30m范围内的波磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑵波磨钢轨打磨验收标准如表4。
表4 波磨钢轨打磨验收标准
| 项目 | 验收标准 | 测量方法 | 说明 | |||
| 波长(mm) | 10~30 | 30~100 | 100~300 | 300~1000 | ||
| 采样窗长度(mm) | 600 | 600 | 1000 | 5000 | ||
| 谷深平均值(mm) | 0.02 | 0.02 | 0.03 | 0.15 | 测试精度0.01mm及以上,且测试长度不小于采样窗长度 | 打磨作业完成后8天内或在打磨后通过总重0.3Mt之前测量 |
| 允许超限百分率 | 5% | 5% | 5% | 5% | 连续测量打磨波磨钢轨长度100m(车载检测)或30m(手工检测) | |
19.钢轨擦伤打磨后应采用里氏硬度计检测擦伤部位的轨面硬度。
三、作业流程图
四、程序及要领
1.施工前期准备工作
1.1工务段
⑴线路几何尺寸、形位和轨下基础等应符合相关技术标准要求。
⑵提前调查好打磨区段工作量,提供工务线路设备综合图、配线图、车站平面图及无缝线路实际锁定轨温登记表、钢轨病害及动态检测资料等相关技术资料,对影响打磨作业的工务设备采取措施进行处理,并提前通知电务、车辆、供电、通讯等设备管理单位拆除影响打磨作业的设备。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑶工务段应对钢轨焊接接头踏面平直度进行检查。当焊接接头平直度超+0.5mm/1m时,应采用仿形打磨机对焊接接头进行局部打磨,打磨后平直度应控制在+0.1mm~+0.3mm/1m范围内。钢轨焊接接头严禁使用手砂轮打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑷备齐火灾应急处理的材料、工具、机具,放置在大机打磨车辆或作业地点附近的工程车上。
⑸作业范围内有影响大机线路打磨的电务、供电、车辆等设备时,提前通知设备管理单位,督促设备管理单位在打磨前拆除。
⑹制定大型养路机械故障恢复线路应急预案,配备应急工机具,并负责配合工机段进行大型养路机械的故障处理工作。
⑺由工务段建立统一的联系方式,向工机段提供对讲机(工机段施工负责人一台,打磨车每端一台),工务段负责向工机段机组随车防护人员传达行车信息。
1.2工机段
⑴施工前对大型养路机械的设备检查和保养,保证施工机械正常使用,状态良好。
⑵预先进行打磨车打磨参数调整试验,确认打磨廓形达到要求后方可进行正式打磨。
⑶负责在打磨作业的起终点位置、打磨的盲区起始点采用标识牌或喷油漆的方式,做出明显标记,用来提示道岔打磨车操作人员。
⑷负责停留车辆巡守看护、防火防盗,负责防溜安全措施的实施和撤除。
⑸制定大型养路机械故障应急预案,负责对大型养路机械的故障处理工作,减少对施工和行车影响。
⑹负责机组人员人身、运用安全和机组的设备安全。
2.工作量调查
要对钢轨状态进行调查和全面分析,打磨作业前要调查好影响打磨作业的附属设备,要调查核对好施工位置、里程、车站、区间、施工影响范围等内容,并形成技术交底。
3.设计廓形
打磨作业前,应依据车轮和钢轨的廓形、状态进行打磨廓形设计。工务段和工机段共同进行现场调查,并根据目标廓形、技术标准和现场调查情况制定打磨技术方案。道岔打磨技术方案还应考虑道岔直股和侧股钢轨的垂磨量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.编制打磨方案
将设计廓形与钢轨实际廓形进行对比,依据钢轨病害情况和打磨量最小原则对不同线路设计不同的个性化打磨模式,以打磨模式为依据设计打磨方案。钢轨、道岔打磨重点消除钢轨肥边,修正轨头轮廓。打磨作业必须根据钢轨病害的情况安排,严禁盲目安排打磨作业。钢轨打磨的模式由打磨车专业操作人员根据钢轨廓形设计确定。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5.打磨区段准备工作
在打磨作业前要拨正轨向,对钢轨剥落掉块、错牙、高低差、低塌接头、焊缝凸凹、支嘴、硬弯、暗吊、轨缝不良等影响打磨的病害提前予以处理消除,并在病害位置使用油漆做好标记,以便打磨后进行检查。应指派专人通知相关部门对附属设备进行防护、捆绑或拆除,对于影响打磨作业的红外线探头提前3天通知车辆段进行拆除。施工主体单位要将打磨范围内的减震夹板全部更换为普通夹板,打磨作业结束后再换为减震夹板。施工负责人要掌握、确认影响打磨作业的附属设备拆除情况。施工主体单位要指派专人在施工前检查打磨区段内有无杂草、棉纱、塑料瓶、易燃杂物等火灾隐患,发现隐患要及时清理。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
6.打磨作业
各单位作业人员要严格执行进出网清点确认制度,清点确认无误施工封锁入网作业。打磨作业时工务段至少有1名段干部现场监控打磨质量及安全;工务车间要指派专人在施工前消除作业地段线路两侧的可燃物,落实防火措施,打磨作业时携带灭火工具,随时注意火情;工务段应指派1名施工质量检查员,检查当天作业质量,发现打磨线路质量失格应及时通知机组人员处理,确保钢轨打磨质量。线路和道岔修理性打磨应根据病害情况采用相应模式,增加打磨遍数。打磨车打磨电机电流,RR48HP-48型应保持在20-21A、 GMB-96B型应保持在27-29A、RGH-20C应保持在额定压力的85%。打磨车打磨作业速度,RR48HP-48型10-13 km/h、GMB-96B型13-15km/h、RGH-20C型6-8km/h。道岔曲股绝缘接头要在封锁后、直股绝缘接头打磨前使用保护装置进行保护,防止铁屑溅入。设备管理单位要在打磨车作业时,采用手砂轮、钢轨打磨机对辙叉心顶面不平顺,尖轨、翼轨工作边等打磨车作业盲区进行打磨,钢轨廓形做好顺接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
7.作业质量验收
打磨车每日打磨作业完成后,工务段应与工务机械段(或其他合同确定的打磨单位及廓形设计单位)共同检查作业质量,并办理签认手续。每打磨50~100km(含同一打磨方案的首日作业)或每5~10组道岔应进行质量验收。钢轨打磨的验收项目包括:打磨廓形、轮轨接触光带、打磨深度、打磨面粗糙度、发蓝带、打磨平面宽度、打磨砂轮起落部位的砂轮磨痕、波磨轨打磨前后谷深、滚动接触疲劳轨表面残留裂纹、擦伤轨表面硬度等。作业负责人按标准和质量要求进行验收,验收未合格,根据现场实测打磨后钢轨廓型编制钢轨修正打磨策略,在天窗时间内对钢轨进行打磨修正,打磨修后再次进行验收,直到验收合格。在打磨单元内使用油漆做好光带观测点,每周观测光带变化情况,包括光带位置,宽度等。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
8.线路恢复、清理
工务机械段(或其他合同确定的打磨单位)应及时清除打磨车及钢轨顶面的打磨碎屑;工务段应及时清理道岔滑床板、道岔直、曲股绝缘接头、无砟轨道上的打磨碎屑,使用吹风机、毛刷、吸铁石清扫夹板和扣件上的铁锈、铁屑,铁垫板上的铁屑要一并清除,对可能遗落的铁屑进行检查确认并处理,同时做好滑床板的清扫和联锁试验。相关设备管理单位应及时恢复作业中拆除的设备。道岔打磨作业完成后,应进行道岔扳动试验。应对可能遗落的铁屑进行检查、清理。人机料出网清点确认,无误后出网,开通线路。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
五、工、器、机具及材料
1.工具:扳手、毛刷、吸铁石、灭火器(毯)、照明设备。
2.器具:轨廓仪、万能道尺。
3.机具:打磨车、风力除雪机、打磨机(电动打磨机需配备发电机)、内燃接头扳手。
4.材料:砂轮片。
六、安全风险提示
1.做好应急处置准备工作。工务段要准备足够的人员在打磨车故障时,做好线路恢复工作,配合工机段进行线路打磨车故障处理和救援工作。工务段、工机段要分别提前制定预案,明确好人员、机具、设备、材料的应急准备情况,并在施工组织设计中明确。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.乘坐工程车辆人员必须在驾驶室或休息室内乘坐,听从工机段作业人员指挥。严禁在过道乘坐人员。在运行、调车、转线过程中,车未停稳,严禁人员上、下车。复线地段两线间严禁上、下车。乘车人员严禁将身体任何部位伸出车外,严禁将携带工具置于车外,工具必须放稳置牢。严禁随意向车外抛扔物品,不准在车内吸烟、打闹及做有碍司机操作的行为。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.钢轨打磨车作业时,配合人员应按打磨车机组人员提示远离打磨车,以免砂轮片、火星、铁屑飞出伤人。
4.钢轨打磨作业时,要安排足够的人员、工具做好防火工作,特别是做好连接导线、木枕、线路外大草等易然物的防火工作。
5.封锁后、打磨作业前,应使用防火材料制成的防护装置对道岔曲股绝缘接头进行保护,防止铁屑溅入。
6.打磨作业结束后,封锁施工开通前施工主体单位要配合电务人员把线路、道岔绝缘接头、绝缘接头立螺栓扣件、道岔滑床板上的铁屑、铁渣清扫干净,防止联电和道岔尖轨与基本轨不密贴,特别是绝缘接头处要清扫干净,不得有铁屑、铁渣。同时做好滑床板的清扫和联锁试验。打磨车尾部要安排专人查看作业后钢轨打磨质量,检查径路内是否有异物,发现火灾迹象及时通知施工负责人。施工后做好打磨质量回检,对绝缘装置铁屑进行清扫,无砟轨道地段使用风力除雪机进行清扫,做好打磨车走行径路道岔开通前的扳动试验。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
7.提前进行照明设备的检查,保证夜间作业照明充足,避免中途断电。


