一、指导目的
1.消除或改善道岔制造、储存、运输等环节造成的变形与缺陷;
2.消除或改善由于测量造成的误差和施工工艺引起的道岔转辙部分状态变化;
3.弥补由于道岔铺设技术和过程质量控制不严造成的尖轨转动不良;
4.通过辊轮调整,达到减小道岔转换阻力的目的。
二、适用范围
适用于有砟轨道客专线系列道岔辊轮安装与调整,无砟轨道客专线系列道岔可按照执行。
三、作业条件
天窗点内作业项目,负责人级别不低于工(班)长,站场转为非常站控模式。
四、作业人数
作业人员不少于3人(含专兼职现场防护),驻站联络员1人。
五、引用标准
《高速铁路无砟轨道线路修理规则》、《高速铁路工务安全规则》、《铁路技术管理规程》等。
六、作业流程
6.1 作业前
(1)工机具准备 道岔精调工机具主要包括:辊轮安装专用扳手1把、降低值测量仪1台、塞尺1把、照明灯具等。
(2)班前安全教育
作业前,作业负责人应有针对性地对全体作业人员进行班前安全教育和道岔精调各类技术标准交底,布置安全防护事项。
(3)上道前三确认
6.2 作业中
(1)防护设置
防护人员联控确认,作业人员到达作业位置,作业人员上线,按照以下作业条件要求开始作业。
(2)垫片安装
垫片用于调整辊轮高度。无垫片时,辊轮的最高点和滑动台的高度相同。辊轮的最佳超高为4 mm。因此,带辊轮的滑床板在初始安装时用4 mm垫片安装。润滑垫片和螺纹孔以避免锈蚀。放置两个4 mm垫片,保证垫片的孔和滑床板的孔对应。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
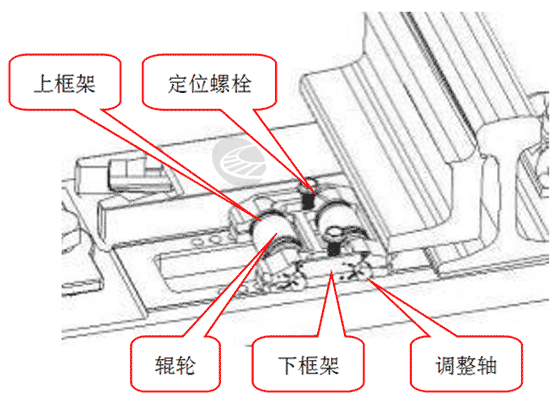
(3)辊轮架安装
将轮子平放,使其和垫片接触辊轮架按照滑床板在转辙器上的位置,滑床板配有一个或两个辊轮。
(4)辊轮架定位和紧固

用适当的辊轮架盖上辊轮,保证辊轮架的跟部面向滑床板的外端。检查尖轨轨底和辊轮之间的间隙时,使用六角扳手插入并逐渐拧紧2个CHC M12 x 40螺钉。
(5)检查辊轮间隙

⑴使用塞尺检查辊轮与尖轨轨底斜45°,标准离缝1mm。
⑵在任意平面对便携式高度测量尺零点置零。
⑶使用便携式高度测量尺测量辊轮高度,使测量尺支架与滑床板密贴,水准气泡居中,测杆测量辊轮光带最高点,标准高度尖轨密贴状态下第一位辊轮2-3mm、第二位辊轮3-4mm;单辊轮系统的调整方式与双辊轮系统类似,与尖轨轨底的间隔同样为1~2mm,单辊轮高度应高出滑床台面2~3mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(6)对辊轮进行调整,确保管理各部间隙符合标准
⑴检查辊轮高度是否正确,使用扭力矩扳手调整;
⑵调整完后再次进行确认辊轮各部间隙是否达标。
(7)紧固辊轮固定螺栓。 检查尖轨轨底和辊轮之间的间隙时,使用六角扳手插入并逐渐拧紧2个CHC M12 x 40螺钉;使用测力计终拧2个螺钉。推荐拉紧转矩:100 N·m。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
七、质量要求
⑴2个CHC M12×40螺钉要求是紧固状态
⑵辊轮的运转(辊轮必须在无任何特别用力的情况下自由转动)无需任何特殊润滑。
⑶无外界物质妨碍辊轮的正确运转。
⑷辊轮安装完毕后由电务人员对辊轮位置进行调整,经道岔扳动试验及电务人员确认正常后方可撤离。
八、 作业后
1.在道岔区作业后需对作业道岔及途径道岔进行不少于2遍的转换试验,经转换试验控制台显示正常后方可申请段下道命令。
2.作业人员按照派工单明确的责任分工对路肩、道床、道心、轨枕头、两线间等作业范围进行全面检查,确保无工机具、材料遗漏,保持线路干净无异物。
3.作业负责人组织人员、工机具转移至下道通道门前现场防护员、作业负责人根据上下道“三确认”表核对下道人员、工机具、材料,确认无工机具、材料遗留。


