-
铁路建工程验收单元的划分(单位工程、分部工程、分项工程、检验批)
1 单位工程 单位工程划分原则: 单位工程是按一个完整工程或一个相当规模的施工范围来划分的。 各项验标都遵循了这一原则,并给出了推荐的单位工程划分原则。 应该强调的是: 一个单位工程必须是由一个承包单位施工完成的,不管其规模大小、工程数量多少、所含分部工程和分项工程是否齐全。不同承包单位施工完成的工程,不论规模大小、关联情况如何,都不能划归为一个单位工程进行验收,这是划分单位工程的首要原则。 所谓…...- 轨魅网
- 0
- 96
-
高铁工务工作“三字口诀”
一、设备变化规律水不通 浸基础 基不良 线下沉砟不洁 失弹性 浆不除 要晃车枕失效 框架弱 扣件松 轨距跑轮轨差 冲力大 不修理 病害多知原理 抓根本 下部稳 上部准二、晃车整治规律直线晃 看基础 找方向 顺高低三角坑 高不平 细检查 除病害曲线晃 看方向 超高对 调三率 位置正 数据准 标记清 才能顺道岔晃 看动静 下到上 分析透看波形 对轨检 观光带 测轮廓整晃车 无捷径 心要细 数…...- 铁路打工人
- 3
- 169
-
工程项目(施工/监理单位)大事记编写的主要内容
大事记应按照时间顺序简要记载某一时间、某一地域、某个领域、某个单位、某个专题、某项工程、某个人物发生重要的史实和重要活动历史记录的参考资料。应以简明的文字系统扼要地记录某些事件发生、发展的过程,以及事物之间的联系。 一、编写结构: 题名 标题下写起止时间 二、编写方法: 公历时间准确到×年×月×日,内容重要的要准确到时、分,要求简明扼要、大事突出、要事不漏、小事不收 三、施工单位大事记编写主要内容…...- 轨魅网
- 0
- 42
-
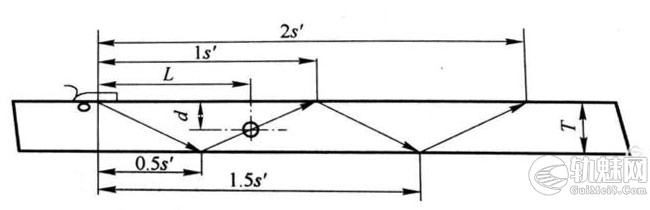
超声波探伤中缺陷的定位
超声波探伤中测定缺陷在工件中的具体位置,称为定位。我们常用垂直高度和水平距离的二轴坐标来确定缺陷的位置。 1 垂直法探伤的定位 垂直法探伤定位比较简单,探头波束轴线垂直入射工件,缺陷回波达到最高值时,缺陷的位置就在探头的入射点之下,即缺陷正好位于探头中心轴线上,只要测定缺陷在工件中的深度,就可对缺陷定位。 当探伤仪按声程测距时,仪器基线刻度与声程的比例系数K确定后,若缺陷波前沿所对应的水平刻度值m…...- 轨魅网
- 0
- 44
-
道岔SC330、SC330C、SC(07)330之间的区别
序号 变更项目 SC(07)330 SC330 SC330C 1 传力方式 限位器和间隔铁两种供选择 限位器 限位器 2 护轨结构 槽型护轨 钢轨护轨 槽型护轨 3 绝缘位置处弹条 B型接头弹条 Ⅱ型弹条 Ⅱ型弹条 4 轨撑垫板、轨撑滑床板 190mm 170mm 170mm 5 对应板下胶垫宽度 195mm 175mm 175mm 6 对应下胶垫宽度 60-210 60-190 60-190 &…...- 道岔之道
- 0
- 278
-
弹条II型扣件有砟轨道轨距精调作业流程及注意事项
一、轨距精调作业调整原则及作业标准 (一)调整原则 按照先轨向、后轨距的方法进行调整,即先调整好基准轨的轨向,后调整非基准轨的轨距。(二)轨距精调标准 1、目标轨距偏差控制值在0.0-0.5mm,且轨距变化率不超1‰。 2、作业后扣件应安装正确,无缺少、无伤损、无污染、无松动、无空吊,扭力矩满足设计要求(弹条中部前端下颚与轨距挡板离缝作业后0.0-0.5mm及扣件扭力矩达标),“三道缝”密贴(轨距…...- 轨魅网
- 0
- 228
-
焊轨基地焊缝超声波探伤原理及灵敏度校准
钢轨在焊轨基地焊接过程中,可能会产生体积状或平面状缺陷,其中体积状的有疏松和夹渣等;平面状的有微裂纹、灰斑、未焊合等。体积状缺陷通过单探头就可以检测,平面状缺陷一般垂直于钢轨水平方向,难以通过单探头检测,除少数靠近界面的平面状缺陷外,一般需要使用双探头,通过一发、一收组合方式进行探伤扫查。因此钢轨焊缝探伤多采用单探头加双探头组合方法对焊缝进行扫查。今天我们就来看看焊轨基地如何检测钢轨焊缝内部缺陷。…...- 轨魅网
- 0
- 128
-
钢轨缺陷之线纹与生产产生的裂纹
钢轨线纹因其形似裂缝特征而与裂纹相混淆,今天我们就一起来看一下线纹与生产中产生的裂纹差异。 01 形貌 线纹:沿长度方向出现金属的重叠碾压造成的缺陷,在钢轨表面上一般呈直线形,通长或断续出现,深浅不一,正常情况下不易发现,修磨后可见明显的“发丝状”缝隙。 裂纹:指钢轨表面或内部的部分金属发生分离,表面成串出现的弧形、人字形等近似横向裂缝或较大的裂口,其裂开程度一般较大、较深、不光滑,裂口内很少有氧…...- 轨魅网
- 0
- 156
-
复式交分道岔组合典型病害的整治
一、复式交分道岔主要组成及状态检查 1、主要组成:①两副普通锐角辙叉及护轨;②两组可动心轨钝角辙叉;③四根直尖轨和四根曲尖轨;④六根曲导轨;⑤八根连接钢轨及连接零件;⑥砼岔枕、电动转辙机械及电路设备。 2、状态检查:对于几何尺寸中的轨距、水平(包括三角坑)支距都是保证车辆顺利通过的关键尺寸,在多种资料上已有讲解,这里不在赘述。这里特别提出需对道岔组合状态的长平、大方向进行水准仪、经纬仪测量,各部联…...- 轨魅网
- 0
- 202
-
打磨道岔标准作业流程(图文)
一、工作量调查 使用廓形检查仪按60kg标准廓型对道岔测点位置进行标注并检查廓形偏差值。 道岔内廓形测点为三个轨道截面共计10个测点,记录每个测点偏差值 ,制定全面打磨的方案。 现场负责人在打磨作业前对作业区段进行打磨调查,主要调查光带、伤损、焊缝平直度等(重点打磨处所)情况,以及用廓形检查仪测量的10个测点工作量(全面打磨工作量),为后期打磨做准备。 二、开始打磨 尖轨打磨作业时,一是在尖轨处于…...- 轨魅网
- 0
- 298
-
钢轨气压焊接生产检验的要求
1、出现下列情况之时应进行与下表相对应的生产检验: a)每焊接200个接头; b)更换加热器,氧气、乙炔生产厂家变更时; c)更换主要焊接操作人员,或调整焊接工艺参数; d)焊机停焊钢轨1个月以上,开始焊接生产前; e)每隔3个月或累计焊接600个接头; f)调整热处理工艺参数之后; g)更换热处理设备之后; h)加热器(感应、火焰)的供方或加热器的结构、尺寸改变之后。 2、生产检验的项目及受检焊…...- 轨魅网
- 0
- 119















-
¥优惠劵使用时效:无法使用使用时效:
之前
使用时效:永久有效优惠劵ID:×