-

钢轨气压焊接生产检验的要求
1、出现下列情况之时应进行与下表相对应的生产检验: a)每焊接200个接头; b)更换加热器,氧气、乙炔生产厂家变更时; c)更换主要焊接操作人员,或调整焊接工艺参数; d)焊机停焊钢轨1个月以上,开始焊接生产前; e)每隔3个月或累计焊接600个接头; f)调整热处理工艺参数之后; g)更换热处理设备之后; h)加热器(感应、火焰)的供方或加热器的结构、尺寸改变之后。 2、生产检验的项目及受检焊…- 252
- 0
-

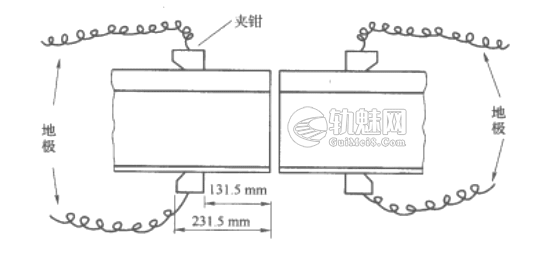
气压焊为什么采取摆动加热方式?
不同的金属其导热系数不同,也就是导热的快、慢不一样。为此,要让被加热的一定体积的金属,内外温度相一致,则必须有一个传播过程,需要一定的时间,把表面接受的热量以一定的速度传到内部。固定加热,则由于表面热量来不及全部向内部传播,而使表面积蓄过多的热量,造成表面温度迅速升高,而内部温度偏低,内外温度相差悬殊,达不到工艺要求。通过摆动,热量从钢轨表面到内部得到充分传导,使内外温差缩到最小,又能充分利用了热…- 572
- 0
-

气压焊“三段压力法”是指哪三段,各段宏观标志是什么?
气压焊三段压力法 Ⅰ阶段(预顶及加热)。点火后的加热器摇向已预顶的焊缝后,同时用秒表计时,开始以焊缝为中心,摆动加热器加热。 Ⅱ阶段(降压)。预热至焊缝处有2~3 mm凸起时,开始降压。 Ⅲ阶段(顶锻)。当加热至轨头出现随加热器火焰流动的镜面熔池,表面温度为1350~1 450 ℃时,迅速全压力顶锻,同时加宽加热器摆动宽度和加大摆动频率。 各段宏观标志 三段压力法工艺曲线与每段的约略时间及压力如图…- 1.1k
- 0
-
钢轨焊接方式的分类及焊缝缺陷
目前钢轨焊接主要有接触焊、气压焊和铝热焊三种,接触焊又分为工厂焊和现场焊两种。这些焊接形式在无缝线路中各占钢轨焊缝比例不同,以接触焊焊缝为最多,铝热焊和移动气压焊焊缝其次。 1 接触焊 图1 接触焊示意图 接触焊(又称电阻焊或闪光接触焊)是指将两轨对接(图1),经过电加热,溶化,挤压、塑性变形再结晶的高温加压过程,使两轨联接。部分线路上使用的异型焊接接头也采用类似方式进行焊接。 厂焊闪光焊图片(K…- 9.9k
- 1
气压焊接



-
¥优惠劵使用时效:无法使用使用时效:
之前
使用时效:永久有效优惠劵ID:×