
1 电弧焊的原理
焊条电弧焊的焊接回路由弧焊电源、电缆、焊钳、焊条、电弧和焊件组成。焊条电弧焊主要设备是弧焊电源,它的作用是为焊接电弧稳定燃烧提供所需要的、合适的电流和电压。焊接电弧是负载,焊接电缆连接电源与焊钳和焊件。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
电弧焊焊接原理是:分别以电焊条或电焊丝与待焊钢轨作为两个电极连接,然后再将电焊条或电焊丝与待焊钢轨的端面接触,所产生的瞬间电弧电热将钢轨的端面金属熔化,在液态金属冷却后形成对焊接头,将两根待焊钢轨焊接在一起。该种焊接方法属于熔化焊方法的一种。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 电弧焊的设备
1)焊接材料
电弧焊就焊接材料而言主要有焊条和引弧块。
(1)焊条:采用电弧焊进行焊接时,总共分为四个焊接阶段进行。如图1所示,其中1—4为焊接顺序阶段。为保证焊接接头的强度和韧性,第1阶段、第2阶段和第4阶段使用直径为4mm的TYD380焊条;考虑第3阶段轨腰和轨头焊接的连续性并提高焊接效率,轨腰、轨头采用的ø5mm的TYD380焊条。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)引弧块;如图1中序号5所示。通常引弧块的材料为低碳钢或低合金钢,尺寸为25 mm× 25mm×12 mm,数量为4块。安放位置:位于轨底两端;作用:保证引弧、收弧不在焊缝上,保证轨底焊缝质量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
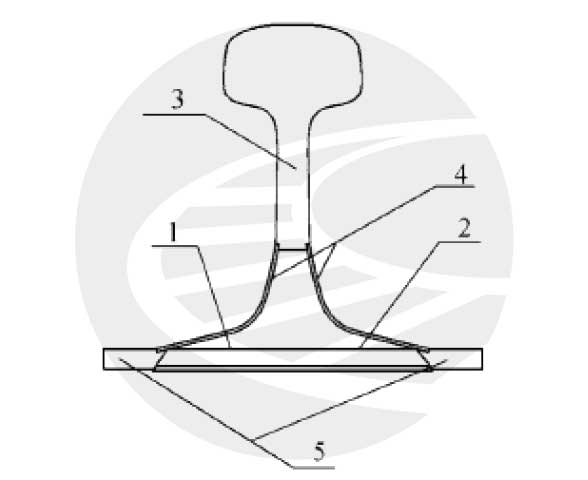
1——打底焊;2——轨底焊;3轨腰、轨头焊;4——底盖焊;引弧块
2)焊接工装夹具
电弧焊就焊接所需工装夹具而言,主要有模具和卡具。
(1)模具:进行电弧焊接时采用的是铜合金模具,其中轨头、轨腰、轨底各1套,总共3套,安装位置如图2所示。轨腰模具随钢轨型号的变化而变化,其余2套模具则不变。
(2)卡具:进行电弧焊接时所采用的卡具的规格、尺寸需要根据焊接时所采用的模具的要求进行设计,其作用是:固定轨头和轨腰模具。每个接头至少需要轨头、轨腰卡具各1套。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
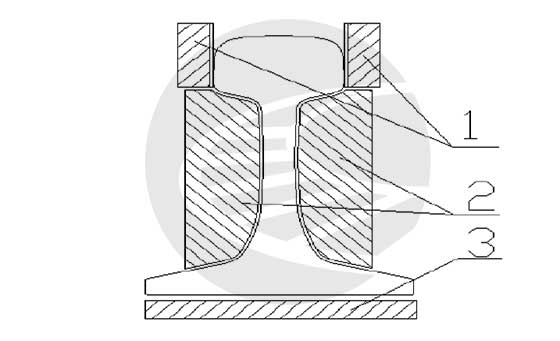
1——轨头磨具;2——轨腰磨具;3-轨底磨具
3)焊接设备
电弧焊就所需焊接设备而言,进行电弧焊焊接时,焊机所用电源为直流电源,其电流I≥300 A,250 A暂载率≥80%。焊接过程中需要⒉把专用焊钳,施焊时轮换使用,以免焊钳过热。TYD 380为低氢焊条,焊前必须在350~400℃下烘干1~2 h。搁置4 h以上时,需要将其放入烘箱重新烘干,并存放于烘箱内准备随时取用。在焊接前需要使用1台手提角向砂轮机对钢轨端面进行打磨,焊后需要1台磨光机对焊缝进行打磨。焊前需要使用测温仪进行钢轨轨温的测量;焊后需要使用探伤仪进行焊缝的探伤。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4)焊接所需工具
焊接过程中生成的焊渣要随时敲掉剔除,要完成这道工序需要使用手锤、锯条、凿子、螺钉旋具等工具。焊接工人进行焊接操作时需要配备焊帽、手套、皮鞋等劳保用品。
3 电弧焊的工艺流程
电弧焊焊接工艺流程为:钢轨焊前处理→对轨→焊前预热→焊接(打底焊→轨底焊→轨腰、轨头焊→底盖焊)→焊后热处理→焊后轨头打磨→探伤。
(1)钢轨焊前处理:两根待焊钢轨在进行焊接前要进行端面清理,即把端面的铁锈、氧化层、污迹等表面缺陷清理掉,并且采用钢丝刷对钢轨的侧端面进行清洁。待焊钢轨的端面不得采用气割的方法获得,对轨端的尺寸要求是:垂直公差为±1.0 mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)对轨:钢轨间进行对轨时的标准是:上下对正,左右对齐;无高低接头,无左右错口。通常采用1m长的直尺以焊缝为中心进行检查,保证焊缝踏面处的起拱量δ在0.5~1mm范围内,两根待焊钢轨的轨底角应对齐,如果钢轨有误差,则相差量应左右平均设置。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
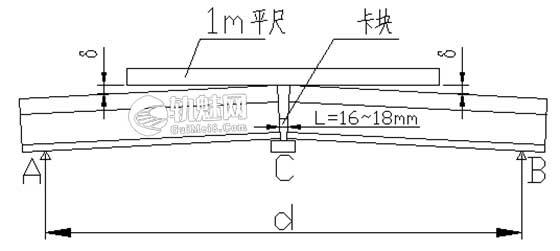
将16 mm卡块放在轨底缝中以保持L尺寸一致,既可稳定工艺,又能减小焊后形变。如果预留的焊缝间隙过大,则会加大焊接时间,同时焊接过程中熔渣也不易排除;相反,如果预留的焊缝间隙过窄,焊材与钢轨熔合不良,则接头力学性能会下降。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)焊前预热:首先将轨底模具固定在待焊钢轨预留间隙的轨底部位,然后将接地电缆分别连接到待焊钢轨的两端接头部位。进行接地电缆连接时要压紧,避免打火。如果出现打火,必须重新连接。接地良好可以防止打底焊接时出现偏吹现象。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(4)焊接:按照顺序分为4个阶段:打底焊→轨底焊→轨腰、轨头焊→底盖焊。
(5)焊后热处理:进行电弧焊接热处理时,采用火焰或电加热器将接头焊缝部位均匀地加热至650℃以上,保温10 min后进行缓慢冷却。加热过程中要使用测温计对接头焊缝处的温度进行测量。焊后进行热处理的目的是:消除焊接过程中因为变形而产生的内应力和局部脆化组织。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(6)焊后轨头打磨:当钢轨接头焊缝冷却到常温后,要使用手提砂轮机针对焊缝凸起和钢轨的纵向平直度进行打磨。
(7)探伤:将接头焊缝打磨完成后,要进行探伤检测。这样有助于发现焊缝中存在的焊接缺陷,当发现有严重缺陷时,要将焊缝切除掉重新进行焊接。
4 钢轨电弧焊焊接缺陷分析
采用手工电弧焊焊接技术进行无缝钢轨的焊接时,其焊缝金属所存在的缺陷有多种,其中包括:气孔缺陷、夹渣缺陷、咬边缺陷、未焊透缺陷、裂纹缺陷和变形缺陷等。
4.1 气孔
1)气孔产生原因:
a.正式焊接前,对待焊钢轨的端面处理的不彻底,使得待焊钢轨端面留有水分、油污或锈迹;
b.焊条未经烘干处理而直接使用受潮的焊条进行钢轨的焊接操作;
c.使用低氢型焊条进行钢轨焊接时,由于电弧的长度过大而导致了焊接速度过快;
d.进行焊接时,所用电流的强度过大。
2)气孔预防措施:
a.进行钢轨端面处理时,彻底清除位于钢轨端面的油污、锈迹和水分等,保证端面清洁;
b.正式进行焊接操作前要对焊条进行检查,严格按照规定进行焊接材料的焙烘操作,严禁使用变质的焊条;
c.采用合理的电弧长度和焊接速度进行焊接;严格执行厂商所建议的电流强度。
4.2 夹渣
1)夹渣产生原因:
a.接头焊缝的位置,存在使用氧割或碳弧气割而残留下的熔渣;焊接过程中,所选择的电流的强度太小或焊接的速度过慢;
b.使用碱性焊条进行焊接时,所选用的电弧长度过大或极性不正确;焊条的摆动幅度过宽。
2)夹渣的预防措施:
a.焊接过程中,仔细清理焊缝的边缘,彻底将前一层焊渣清理干净;
b.选用合理的焊接电流强度以及焊接的速度,并调整好焊条的摆动幅度范围。
4.3 咬边
1)咬边产生原因:
a.焊接过程中,所选用的焊接电流强度过大,焊条的运行速度过快;
b.电弧的长度拉得太大或者焊接时焊条的角度不当;
c.焊接时,钢轨的母材温度过高;
d.钢轨母材端面不够清洁。
2)咬边的预防措施:
a.降低焊接电流的强度和焊条的运行速度;
b.使用较为合理的电弧长度,并采用符合标准的焊条角度;
c.选用直径较小的焊条;
d.焊前处理工作要仔细认真,确保待焊钢轨端面清洁。
4.4 未焊透
1)未焊透产生原因:
a.所选用的焊条的直径过大;
b.焊接电流强度过小,且焊接速度过慢;
c.待焊钢轨端面清理不彻底,留有氧化膜、油污等。
2)未焊透的预防措施:
(4)选用直径适合的焊条进行焊接;
a.采用较高强度的焊接电流,加快焊条的运行速度;
b.进行钢轨端面处理时,彻底清除掉端面残留物质。
4.5 裂纹
1)裂纹产生原因:
a.钢轨母材所含有的合金元素过高,例如碳元素和锰元素等;
b.所选用的焊条本身质量不过关或受潮;
c.所选用的焊接电流强度过大。
2)裂纹的预防措施:
a.使用低氢焊条进行焊接,焊接前要对焊条进行焙烘处理,确保焊条的干燥性;
b.选用适合强度的焊接电流,对待焊钢轨进行焊前预热和焊后缓冷处理。
4.6 变形
1)变形产生原因:
a.焊接过程中,焊接层数过多,且所采用的焊接顺序不正确;
b.焊接完成后,接头焊缝金属的冷却速度过快;
c.所选用的焊接电流强度过低。
2)变形预防措施:
a.尽可能减少焊接层数,且严格按照操作规程所要求的焊接顺序进行焊接;
b.焊接完成后,要增加延缓焊缝金属冷却过快的设施;
c.采用较为适当的焊接电流强度。
文章来源:
1.许玉德《城市轨道交通轨道结构检测与修理》[M]. 2018
2.龚佩毅,窦可乐《钢轨现场电弧焊焊接工艺与技术》2005(6)
3.课件《钢轨手工电弧焊焊接缺陷分析》



感谢分享