1 工程概况
青盐铁路连盐段位于长江以北、山东以南,东濒黄海,西靠江苏中部腹地,如右图所示。新建正线长度234.024km(双线),其中连云港境内正线129.146km,盐城市境内正线104.878km。正线采用重型轨道结构,一次铺设跨区间无缝线路,有砟轨道。设计时速为每小时200公里。2017年10月开始精调作业,2018年8月联调联试,2018年11月建成通车。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 轨道精调
2.1精调标准
根据《高速铁路工程测量规范》(TB10601-2009)的规定,轨道几何尺寸满足以下要求:高速铁路轨道静态平顺度允许偏差,轨距±1mm,轨距变化率1/1500;轨向弦长10m时2mm,基线长48a时,2mm/8a,基线长480a时,10mm/240a;高低弦长10m时2mm,基线长48a时,2mm/8a,基线长480a时,10mm/240a;水平2mm;扭曲(基长3m)2mm;与设计高程偏差-6-+4mm;与设计中线偏差10mm(注:a为轨枕/扣件间距)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
按照先轨向、后轨距;先高低、后水平的方法进行调整,即先调整后基准轨的轨向,后调整非基准轨的轨距;先调整后基准轨的高低,后调整非基准轨的高低。扣件应安装正确,无缺少、无伤损、无污染、无松动、无空吊,扭力矩满足设计要求,挡板与轨底外边沿密贴、轨距块与承轨台挡肩密贴、弹条与挡板密贴,钢轨底部与轨下垫板之间密贴。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.2精调方法与准备工作
目标轨距误差控制值在-0.1~0mm,所采用的方法主要有: 一是采用更换扣板、挡肩的方法将轨距误差控制在-0.2~0.1mm 二是使用单口扳手略微拧紧内侧或者外侧螺栓,使钢轨轨底坡产生轻微偏转,从而对轨距进行微调达到目标值。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
根据精调作业技术要求,并结合现场实际情况,一个精调小组由4人组成。精调小组人员各司其职并相互协作,人员分工情况如下表。
| 工具 | 人数 |
| 轨距测量 | 1人 |
| 内燃机械扳手 | 1人 |
| 拆扣件、换挡肩及安装 | 1人 |
| 单口扳手 | 1人 |
精调作业工机具如下表所示,其中主要工具有电子道尺、内燃螺栓机、大锤和单口扳手。
| 名称 | 数量 |
| 内燃螺栓机 | 1台 |
| 电子道尺 | 1把 |
| 滑石笔 | 1根 |
| 扳手 | 1把 |
| 大锤 | 1把 |
| 毛刷 | 1把 |
| 轨温计 | 1只 |
| 平板车 | 1辆 |
| 扭力矩测试扳手 | 1把 |
| 撬棍 | 1根 |
| 各尺寸挡肩 | 若干 |
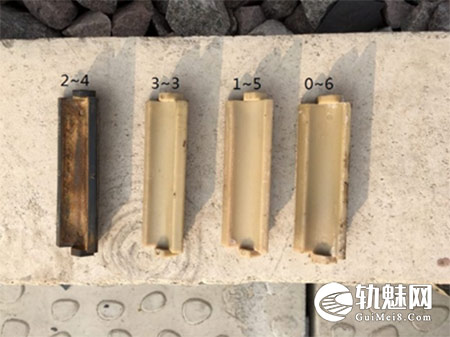
轨距挡肩尺寸有四种,分别为0-6、1-5、2-4和3-3,挡肩数值越大对应的厚度越大,通过更换挡肩对轨距进行微调,挡肩实物图如下所示。
2.3精调流程
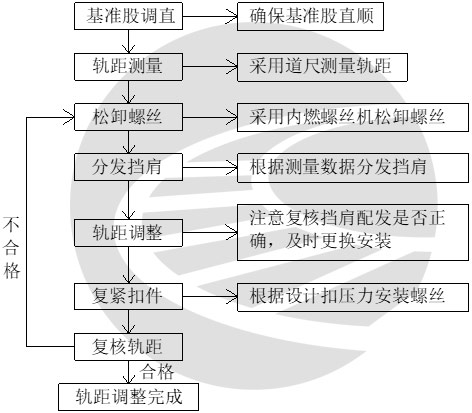
轨道精调主要包括以下几个项目:线路平纵断面、轨距、水平、高低、方向、钢轨硬弯和钢轨焊缝平直度等,本文主要对轨距调整进行研究。轨距调整过程中主要由以下几部分组成:基准股调直、轨距测量、拆卸与安装螺丝、更换挡肩和轨距复查。轨道精调整理基本工艺流程图如下图所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
精调过程主要包括以下几个部分:
(1)选取基准股。通过观察,选取轨向较好的一段为基准股,首先应对基准股进行调整,确保方向平顺。并紧固基准股螺栓。
(2)轨距测量。采用电子道尺测量并记录,每根轨枕对应一个测量点,轨距取值为测量的最小值,测量精度为0.01mm。并根据测量值分发轨距挡肩。
(3)松卸螺丝更换轨距挡肩。拆卸非基准股螺丝。松卸螺丝不能连续超过6处,防止因为螺丝松卸过多而产生较大轨距变形。根据测量轨距值更换轨距挡肩,更换方案如下表所示。当轨距量大于3时,应根据实际情况更换扣板,从而调整轨距。在更换挡肩过程中,应先用毛刷对轨枕槽中灰尘进行清理,防止泥土和沙石使挡肩与枕木贴合不紧密。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
| 轨距测量误差值d (mm) | 初始挡肩型号 | 更换后挡肩型号 | ||
| 内侧 | 外侧 | 内侧 | 外侧 | |
| -0.2≤d≤0.2 | 2 | 4 | ||
| 0.2≤d≤0.5 | 2 | 4 | 2 | 5 |
| 0.5≤d≤1.5 | 2 | 4 | 1 | 5 |
| 1.5≤d≤2.5 | 2 | 4 | 0 | 6 |
| -0.5≤d≤-0.2 | 2 | 4 | 3 | 4 |
| -1.5≤d≤-0.5 | 2 | 4 | 3 | 3 |
| -2.5≤d≤-1.5 | 2 | 4 | 4 | 2 |
(4)调整轨距并紧固螺栓。轨距挡肩更换完毕后应使用内燃螺丝机对螺栓进行紧固,螺丝机压力值应符合设计扣压力。紧固一对螺栓后应对轨距进行测量,应确保轨距测量值在-0.10~0.00mm之间。当轨距超出误差范围大于正负0.10mm时,应松卸螺栓,重新更换轨距挡肩或者松卸单侧螺丝并用大锤轻敲轨身,直到符合轨距标准;当轨距超出范围小于正负0.10mm时,可使用扳手略微拧紧内侧或者外侧螺栓,从而改变轨底坡角度,对轨距进行微调达到目标值。扣压力应符合要求,待所有作业完成后使用扭力矩扳手抽检扣压力是否达标。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(5)完成一段后,重复上述步骤进行下一段轨距精调。
2.4精调效果分析
1、使用此方法,以9km线路,15人为一组进行线路轨距精调,精调结束后使用轨道检测小车对线路进行检测。经轨检小车检测采用此方法可以将轨距单项TQI值控制在0.25左右,本检测数据为未经大机捣固线路静态数据。由此可知,此方法能有效调整轨距,提高轨道质量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2、此方法日人均工作量可以达到30m人/天
3 精调技术总结
(1)经过探索,为提高效率,减少各轨枕之间相互影响,可采用“隔一调一” 的方法进行调整。当一组轨枕螺栓调整并紧固完毕后可跳过一根轨枕,紧固下一根轨枕的螺栓,当最后一组轨枕螺栓紧固完成后,返回依次将未紧固的轨枕螺栓全部紧固。通过这种方法,既可以保证轨距标准又可以提高效率。全部复紧结束后,用道尺进行复测,不符合标准的 再进行微调。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)为确保电子道尺精确,应及时将电子道尺送检进行校正,并在每日作业前选取一把道尺为基准,对各小组电子道尺进行比对以消除误差。为提高电子道尺测量效率,可使用方尺在钢轨轨面提前划线。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)此种精调方法适用于既有线路。



有砟轨道精调,其实主要就是轨距精调,轨向高低靠捣鼓
我准备在抖音上出几期关于轨道精调的视频和直播,感谢轨魅,感谢大家支持!谢谢🙏
抖音号?
这个尼龙挡座不怎么好控制,II 型扣件预埋螺杆容易损坏,一定要控制好扭矩
本人长期承接轨道精调,有专业团队,有事呼死我。