随着铁路装备的发展,焊轨设备与技术愈发成熟,移动焊轨车的焊接质量较铝热焊有明显提高,移动焊逐步淘汰铝热焊成为现场焊的发展趋势。但是焊轨车有设备体积大、钢轨焊前处理要求高的特性,在曲线地段使用焊轨车仍有一些风险与困难,采取相应的控制措施,可有效提高焊接质量,同时降低施工安全风险。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
曲线超高地段焊轨存在的问题及防范措施
1. 钢轨端面处理问题
曲线地段两根待焊钢轨端面密贴时,由于钢轨弯曲,钢轨端面存在水平方向的喇叭口,而且曲线半径越小,喇叭口越明显。焊接时可能造成端面加热不均匀或者热量减少影响焊接质量的问题󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
措施:焊前准备时,将待焊钢轨两端各约15米范围内拨直对正,焊机夹持后注意检查钢轨端面密贴后喇叭口情况,若大于工艺允许范围时,应重新对正夹持或者对端面进行处理,直至两端面密贴重合度符合工艺规范要求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.焊机设备调平问题
曲线地段伴随着外股高于内股,若直接使用起重机械臂收放焊机设备时,焊机设备可能会与起重机械臂发生碰撞造成损坏。
措施:移动焊轨车一般都配有调平装置,收放焊机前,需要将调平装置将焊机底座和机械臂调整至水平状态,可避免吊装过程中焊接设备碰撞起重机械臂。
3.曲线地段拨弯及侵限问题
钢轨焊前应至少在待焊钢轨一侧进行拨弯,预留出焊接消耗量。根据经验,线下焊拨弯预留的焊接消耗量可稍微小于焊接时钢轨的消耗量。由于曲线地段钢轨处于弯曲状态,为避免防胀工作压力可适当降低拨弯量。若待焊钢轨处于两线间且为下股,应将钢轨尽量拨至轨枕端头,防止焊接时焊机或起重机械臂侵限。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.气压焊轨车线上焊爬坡问题
使用移动气压焊在曲线地段线上焊接时,需要垫轨和爬坡。根据曲线超高量大小,采用支车法和爬坡法两种模式。
(1)支车法
当曲线超高小于110mm时,一般采用顶车法,即焊轨车到达焊接位置后,使用支撑腿将焊轨车顶起后,钢轨下由近及远依次垫不同高度的垫块(依次120mm垫块1对,90mm垫块1对,60mm垫块1对,30mm垫块1对共计4对)。为保证作业安全,观察轮缘与钢轨踏面间距,轮缘不可离开钢轨踏面。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
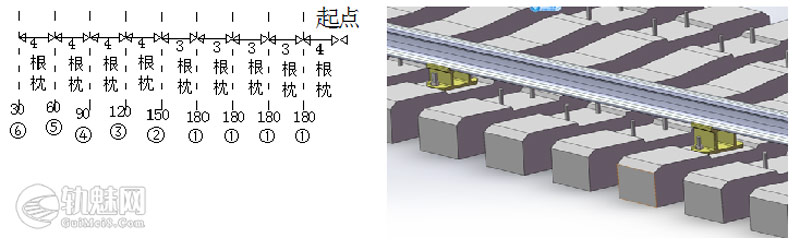
(2)爬坡法
当曲线超高大于110mm时,直接顶车侧倾覆的风险加大,一般使用爬坡法。焊轨车到达焊接位置前,先使用不同高度的钢轨垫块由近及远依次垫8对不同高度的垫块(依次150mm垫块4对,120mm垫块1对,90mm垫块1对,60mm垫块1对,30mm垫块1对)。可根据现场情况左右股使用不同高度的垫块抵消一部分钢轨超高问题,再将焊轨车爬坡运行至焊接位置,进行焊接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


