一、作业条件
1.必须有一名副主任及以上级别人员担任施工负责人,另外严格按要求设置驻站联络员和现场防护员。
2.营业线打磨作业时,必须封锁线路。封锁时间应满足《铁路线路修理规则》有关规定(特殊情况下按相关规定办理)。
3.运行地段的曲线半径不小于150m;作业地段的曲线半径不小于300m。
4.PGM-48钢轨打磨车不适用于道岔打磨作业,作业状态下禁止通过道岔。
5.打磨作业需由设备管理单位会同施工单位测量出具钢轨廓形现状和目标廓形用于设计打磨模式。
6.线路上有密贴钢轨内侧的红外线轴温探头、臌包夹板、道口、护轨等设备需拆除后方可进行打磨作业。
7.钢轨打磨作业必须配备灭火人员及设备。
二、作业准备
1.根据作业车辆与号位要求,合理配置人员,每台车不得少于8人。
2.对本车工机具进行清点,对照工具、材料和配件清单确认工机具的齐全与编号的完整,对工机具的检查应落实到具体责任人。
3.对救援设备与防护用品的检查,确保救援设备正常、齐全,防护用品状态良好、齐全。
4.作业前需设计钢轨打磨模式,并将模式输入到作业电脑内,确认复核目标里程的作业模式是否正确。
5.确认设备管理单位消防人员到位,消防工具和防护人员齐备。
三、作业流程
1.出车前准备。
(1)驻站联络员在出车前应对通讯设备进行试验,拨打G网手机进行试验通话,开启对讲机进行试验呼叫。在施工开始前40(集中修期间60)分钟到达车站并在《行车设备施工登记薄》上登记。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)确认防护人员到位后开始出车前整备。
(3)驾驶运行程序。
①运行前需要进行“三项设备”及ITCS检查。
a.GYK自检,自检项目:信号自检、常用自检、紧急自检、试风自检、键盘自检、提示音测试、并要检查GYK感应线圈安装是否牢固,车下紧急排风阀是否打开。
b.CIR出车前检查。以上检查合格后才可检查以下项目。
2.司机运行前的检查工作。
(1)检查一号车主发动机的机油油位,冷却水水位,走行和打磨液压箱油位,柴油箱油位。
(2)检查辅助发动机的机油油位,冷却水水位;检查安全行车备品是否齐全和完好。
(3)检查三号车主发动机的机油油位,冷却水水位,走行和打磨液压箱油位,柴油箱油位;检查三号车第5、6号打磨小车及工作装置的锁定是否牢固。
(4)检查二号车第3、4号打磨小车及工作装置锁定是否牢固,负责三号车车底铁鞋的取出;负责三号车与宿营车(或其它车)的摘车和连接。
(5)检查一号车第1、2号打磨小车及工作装置锁定是否牢固,二号车的消防水系统的检查;一号车与宿营车(或其它车)的摘车和连接。
(6)检查、验收全车。
3.辅助发动机的启动。
(1)确认外接电源已拆除或断开。
(2)将发动机蓄电池开关置于接通位。
(3)检查辅助发电机主控箱的开关打在“合位”(便于操作,已打在常“合位”)。
(4)将起动开关打到启动位,辅助发动机启动后,观察辅助发动机控制面板上的显示是否正常。
(5)确认正常后,将转换开关打到工作位给全车供电。
4.一号车发动机的启动。
(1)将发动机蓄电池开关置于接通位。
(2)检查故障停机指示灯的显示是否正常。
(3)怠速/运行开关置于RUN位,保持这一位置不动。
(4)将OFF/RUN/START开关置于START位置不动。
(5)将MANUAN START开关置于CRANK位置保持到发动机被启动。
(6)松开CRANK开关,但保持OFF/RUN/START开关于START位,直到发动机机油油压达到2~3.84bar(大约发动机启动后5~10秒)。
(7)当发动机升温后,应观察仪表和故障显示灯,看发动机是否运转正常,发动机运转参数见下表。
| 主发动机转速 | 怠速 | 900转/分 |
| 常速 | 1800转/分 | |
| 主发动机机油压力 | 怠速 | 20Psi |
| 常速 | 40Psi | |
| 主发动机水温 | 最高 | 88度 |
| 主发动机机油温度 | 最高 | 99度 |
| 空气压缩机总风缸压力 | 7.0~8.4公斤/平方厘米 | |
| 液压油油温 | 正常 | 60度 |
| 高 | 82度 |
5.三号车发动机的启动。
(1)执行同一号发动机启动程序。
(2)控制系统的检查(便于管理,已常处于ON位)。
(3)制动系统检查。
①总风缸压力7~8.4bar,列车管压力和均衡风缸压力为5bar。
②制动系统各部分无泄漏。
③试风、试闸,确认26-L型制动良好后方可运行。
(4)单机操纵。
①确认全体人员上车后,开始操纵。
②确认弹簧制动开关和禁止运行开关已按下(开关指示红灯亮)。
③根据打磨车运行方向选择司机室,一般选择驾驶位置面对预定的行驶方向。允许在封闭线路短距离反方向驾驶,但在非驾驶司机室内有瞭望人员,向驾驶司机发出信号,并严格按有关运行规定行车,保证运行安全。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
④选择司机室后,驾驶端先取得控制权,再检查非驾驶司机室的大闸、小闸处于“运转位”;走行控制杆处于“中间位”。
⑤检查驾驶显示器中所有仪表和指示灯及报警灯是否处于正常状态。
⑥将动力走行轴开关置于所需的低档或高档,并确保前后驾驶端所置位置一致。
⑦再次按下弹簧制动开关和禁止运行开关(开关指示红灯灭)。
⑧将怠速切换到工作转换1800 r/min。
⑨大闸放到缓解位,小闸实施制动压力为2bar左右。
⑩小闸缓解,提起走行控制杆中位锁环,向所需方向移动控制杆FWD=向前行,RWV=向后行,走行控制杆远离中位,将增加车速,接近中位将减速。
(5)单机运行操纵注意事项。
①打磨车在未停稳之前,不得改变换档手柄方向。
②遇到紧急情况时,才允许使用紧急制动。
③运行速度应与线路条件相匹配,过道岔和不良线路时应减速行驶。
④运行中,注意观察驾驶端的显示器上的各种仪表和报警灯的显示是否正常,发现异常立即停车检查,恢复后方向可再次操纵。
(6)单机换端驾驶的步骤。
①先将走行控制杆回到终位,大闸略施制动,按下弹簧自动开关和禁止运行开关。
②将大闸放在运转位。
③通知另一端司机准备好。
④另一端司机取得控制权。
⑤执行同单机操纵程序。
(7)多机连挂运行。
①多机带动力连挂运行。
②多机连挂应连接风管,本务机试风、试闸,确认良好后方可运行。
③多台机械同时带动力运行时,牵引司机还应经常用对讲机与各动力车司机保持联系,通报前方情况和提出操作要求。
④动车前,司机、副司机必须两人共同确认行车凭证、发车信号。
⑤运行时,司机、副司机执行呼唤应答制度,严格执行“十六字令”,严格执行《铁路技术管理规程》、《普速铁路行车组织规则》、《大型养路机械使用管理规则》有关规定。
⑥按规定使用无线调度电话进行行车联控,严禁与行车无关的通话。
(1)运行至作业地点停车,实施全列制动。运行至作业地点按照运行操作步骤进行。
(2)将1车驾驶室转换为主控驾驶室。
(3)二号位将发动机设为怠速后,一号位操作手分别启动全部打磨液压泵,启动顺序为1#、3#、2#,同时打开所有计算机。
(4)主操作司机将打磨车驱动状态转换为打磨作业状态。
(5)施工负责人通知作业人员下车放打磨小车,并指派防护员做好防护。
(6)二、四、六号位放下全部打磨小车,五号位负责确认小车轮对是否到位,小车销是否拔出,距离编码器皮带是否正常,电机是否处于上位,有无泄漏等情况,在全部检查完毕后通知一号位开启打磨电机。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(7)一号位收到五号位的通知后,在打磨主控计算机(SCADA)上将工作状态设置为“打磨”状态,并启动打磨电机。
(8)一号位确认所有打磨电机都已正常启动后通知五号位,五号位仔细确认所有电机正常运转后,通知一号位进行角度预设,角度到位后通知二号位高速,无异常情况后上车并通知施工负责人。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(9)防护员上车并通知施工负责人所有人员都已上车,可以施工。
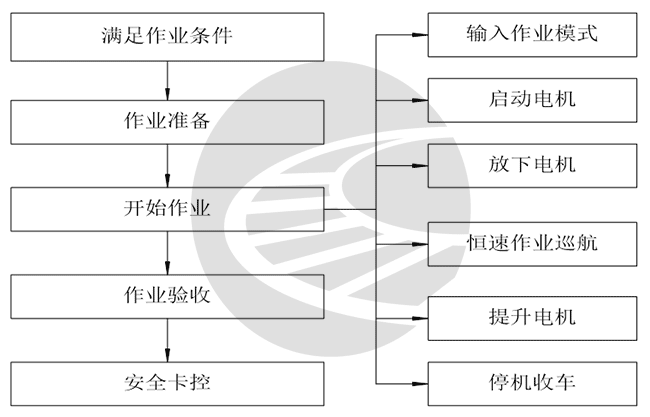
PGM-48型钢轨打磨车作业流程图
7.打磨作业。
(1)一号位在主控计算机(SCADA)上输入第一遍打磨模式,并按“FORCE PATTERN”将所有打磨电机角度都摆到位,确认无异常后通知二号位准备开始作业。
(2)一号位在得到二号位已到位的通知后,将所有开关都复位,确认正常后通知二号位按下“BEGIN/END”按钮。
(3)二号位按下左右两侧的“BEGIN/END”按钮并确认指示灯正常。
(4)一号位在确认SCADA屏幕上显示的3辆车的障碍节点都减为24时,通知二号位可以开始作业。
(5)二号位将制动完全缓解后,将打磨驱动方向控制开关拨向当前打磨方向,并调整速度调节器,将打磨速度稳定在10~14km/h。
(6)一号位在车速提升至5 km/h以上后,按下打磨激活按钮,然后通知二号位可以开始打磨。
(7)打磨起始点、驾驶台上的横杆和窗玻璃底线构成三点一线时,二号位按下“BEGIN/END”按钮(按钮熄灭),打磨车进入作业区域后将在作业起始点自动放下砂轮开始打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(8)每打磨一遍,四(六)号位须巡视一次,发现异常立即通知工长或施工负责人。
(9)一号位根据预先制定的打磨方案输入下一遍打磨模式,并仔细观察GCC屏幕上各个电机的功率条,发现有异常时立即通知施工负责人或采取紧急措施。
(10)二号位根据预先制定的打磨方案设定第一段打磨区域的结束点。途中如遇不能打磨的区域,应提前通知主作操手,并在三点一线时按下“OBSTRUCTION”按钮,设置障碍点。当打磨车运行到作业结束点时,二号位按下“BEGIN/END”按钮(按钮灯亮),打磨车驶出作业区域后将在作业结束点处自动提起砂轮,结束打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(11)一号位确认所有磨头已经提升完毕后,通知二号位可以停车,同时检查各磨头角度是否偏转到预定角度。
(12)二号位将打磨驱动方向控制开关拨回中位,实施制动停车,再次按下“BEGIN/END”按钮(按钮熄灭)。
(13)一号位在确认所有电机角度都已到位后,通知二号位动车。
(14)二号位开始缓解制动之后将打磨驱动方向控制开关向反方向拨动,打磨车进入作业区域后将在作业结束点处自动放下砂轮开始打磨。
(15)作业中,二号位应密切监视设备运行及线路情况,发现异常及时处理,遇紧急情况,需要停车时,应通知一号位按下“紧急提升”按钮,待提升全部打磨砂轮后方可停车。
(16)重复以上步骤,直到打磨作业结束为止。
(17)打磨结束后,打磨车须停在直线地段,施工负责人在确认邻线无列车通过后通知作业人员和防护员进行收车及防护工作。
(18)一号位关闭所有打磨电机并将所有摆角电机转到96#模式(收车模式)。
(19)二号位将“打磨/驱动”切换开关拨至“驱动位”。
(20)所有收车人员仔细确认车钩及车销的状态,无误后上车。
(21)收车后,五号位仔细检查全车的车钩是否到位、车销是否销住、距离编码器皮带是否正常、电机是否处于上位、有无泄漏等,全部检查完毕后通知一号位关闭打磨液压泵。
(22)二、四、六号位在非邻线一侧使用铁杆敲下小车底的铁屑堆积,五号位检查确认,完成后通知司机将打磨车向前行驶。
(23)作业人员将敲下的铁块扔到线路外,确保不影响行车安全。
(24)全部人员都上车后,防护员通知施工负责人可以返回车站,施工负责人与驻站防护员联系准备返回。
(25)驻站联络员在施工结束前30分钟与施工负责人确认能否正点开通,并每10分钟提示确认一次。确认正点开通后,填写销记记录本。
四、技术质量标准
1.打磨遍数:在仅考虑轨面磨耗状况的情况下打磨遍数按一下公式计算。
$$N=\frac{H}{e}$$
N—打磨遍数
H—计划打模量(mm)可以按以下情况确定:对以消除波磨为主的地段为波磨深度;对以消除飞边为主的地段应为飞边厚度;对以修整轮廓为主的地段为钢轨压溃量。
e—钢轨打磨车每遍打磨量
2.工艺要求。
(1)预防性打磨:预防性打磨应降低打磨功率、提高打磨车运行速度。在模式上应选择全断面成型打磨模式。
(2)修理性打磨:应在确定的打磨遍数内采用正常的磨削量正常的打磨速度和功率。在模式上应先选用可消除缺陷的模式,再选用具有全断面成型的打磨模式对断面廓形进行修整。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.打磨验收标准。
(1)钢轨打磨轨头廓形验收标准(手工检测):
| 设计行车速度Km/h | 轨头横向-25mm~+25mm范围内(mm) | 横向25mm~32mm范围内(mm) |
| <200 | +0.3/-0.3 | +0.2/-0.6 |
| ≥200 | +0.2/-0.2 | +0.2/-0.6 |
(2)钢轨打磨轨头廓形验收标准(车载检测):
| 设计行车速度
Km/h |
验收标准(mm) | 允许超限百分比 | ||
| ±0.2mm | ±0.3mm | ±0.5mm | ||
| <200 | +0.5/-0.5 | – | – | 15% |
| ≥200 | +0.3/-0.3 | 10% | 5% | 0% |
五、安全控制措施
1.PGM-48在通过道岔前必须提起作业小车,否则可能发生小车掉道或电机危害钢轨事故。
2.在通过道口、臌包夹板、护轨、红外线轴温探测设备前应提起电机防止砂轮破坏设备。
3.下放电机前或作业中速度不应过低,否则会造成钢轨损伤。
4.由于钢轨打磨会产生火花,在作业时应配备防火人员。
5.作业中铁渣会在挡火板及其他机构上堆积,应及时处理,否则在颠簸中可能掉落影响线路安全。
6.打磨作业起、收车位置应与道岔打磨车或前次作业里程接茬覆盖。
7.打磨车收放车应处在直线区段内。
8.机舱间巡视时必须佩戴好劳动防护用品,穿长袖衣裤扣好系紧,防止高温烫伤或将绞入机械内部。
9.作业中粉尘较大,作业人员应佩戴好口罩,关闭门窗,必要时开启室内增压装置。


