一、适用范围
适用于大型养路机械 GMC-96B型钢轨打磨车在普速有砟地段作业。
二、作业目的
通过打磨可修复或减轻轨面伤损,预防接触疲劳、波磨等病害的产生,有效改善轮轨匹配关系,提高列车运行品质,延长钢轨寿命。
三、作业条件
1.该机械车作业必须在封锁点内进行
2.钢轨打磨车维修施工作业的封锁时间每次应不少于180min,封锁前的准备作业和线路开通后的整理作业不得影响线路设备使用和行车安全;若有碍行车安全时,应办理施工慢行手续,慢行时间和开通速度按《普速铁路工务安全规则》的有关规定执行。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.严禁将打磨车作业起点、作业终点安排在曲线上,在线路水平严重不良地段禁止作业。作业线路为单线或线间距4m及以上复线与多线区间;线路最大超高为150mm;线路最大坡度为33‰;最小作业曲线半径为300m;最小运行曲线半径150m。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.封锁区间命令下达后,钢轨打磨车才能进入封锁区间。在封锁施工“天窗”内,配合单位均不得影响钢轨打磨车作业,配合单位负责拆除的设备,必须在钢轨打磨车结束当日该地点施工后,方可恢复安装工作。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5.施工过程中,打磨车组和工务段必须各派1名联络员(或由施工负责人直接担任),以便随时联系,密切配合,确保施工顺利进行。
6.气温小于等于-10°时,禁止安排打磨作业。
7.隧道作业要求:
(1)双线隧道
①隧道长度小于等于800m时,一个封锁点内可连续安排2遍打磨作业;
②隧道长度大于800m且小于等于2000m时,一个封锁点内可安排1遍打磨作业;
③隧道长度大于2000m时不宜安排打磨作业。
(2)长度大于800m的单线隧道不宜安排打磨作业。
8.曲线作业速度条件
(1)曲线半径小于等于500m且大于300m,作业速度不得超过10km/h。
(2)曲线半径大于500m的作业速度为12-13km/h。
四、工具、机具、材料准备
廓形仪、磨耗仪、模板尺、直尺、塞尺。
五、作业流程
1.作业前
(1)出车前一小时机长组织作业人员点名分工及安全预想,根据当日的施工计划,明确作业范围,封锁时间及安全注意事项,所有人员均应正确佩戴防护用品,上班要集中精力,做到自控、互控、他控。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)根据线路资料,组织现场调查。(工务段参加)需要测量钢轨磨耗;调查钢轨病害;勘察线路障碍;核实曲线要素。根据调查情况,制定打磨方案。确定线路障碍物情况;制定所需打磨模式;拟定转换模式地点;确定打磨遍数。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)在发动机未启动前,检查确认各油位(包括:发动机的机油油位、柴油箱油位、液压油箱油位等)正常,不足时进行补充;检查确认分动齿轮箱、车轴齿轮箱的润滑油无滴漏,若有滴漏现象立即向机长报告并处理;检查确认蓄电池电解液液面在正常范围。此处关于油位有无遗漏的检查项目?󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(4)根据号位分工,检查B1-C1-A-C2-C3-C4-B2驾驶室和操作间的开关按钮在正确位置,检查B1、C1 、B2、C2、C3、C4车液压系统良好,检查B1、C1、 B2、C2、C3、C4车风源系统良好,检查A车辅发系统良好,检查A车动力传动系统良好,以上检查完毕一切正常后,准备启动辅助发电机G4/G5。检查确认B1、B2车下检测小车是否锁定牢固;检查B1、C1、C2、C3、C4、B2号打磨小车是否在高位并锁定;检查B1、C1、C2、C3、C4、B2号打磨小车防尘罩位置是否正确。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(5)检查空气制动系统、手制动装置要处于正确的位置,前、后折角塞门、车钩、钩缓装置、闸瓦间隙等正常,必要时予以调整。
(6)机长检查车辆防护、防溜、起复、消防等备品,必须齐全有效。
2.作业过程及技术标准
操作人员必须通过技术培训,按《国家职业标准-大型线路机械司机》的规定,经考试合格,取得国家职业资格,并获得《大型线路机械操作证》。
钢轨打磨车由八个岗位相互配合共同完成线路的打磨作业,一、二、三、七号位主要负责B1、C1、A车的检查和操作,四、五、六、八号位主要负责C2、C3、C4、B2车的检查和操作。按照分工检查区域其分布如图所示:󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
六号位 三号位
| B2四、五号位 | C4 | C3 | C2 | A | C1 | B1一、二号位 |
八号位 七号位
图1 GMC-96B型钢轨打磨车各号位岗位分布图
(1)运行操作
①待机房检查完毕后,确认车下、机房所有人员处于安全位置,方可起机,启动辅助发电机前需得到机长同意。启动发动机后,平稳升速,使其中速运转,预热发动机。在发动机运转过程中,应仔细观察各仪表及指示灯显示是否正常,如有异常现象和不正常声音,应立即停机检查和排除。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
②确认整列作业车锁闭良好,并且锁闭指示灯显示正确,车体平台的防护栏杆安全有效后,根据作业车运行方向选择司机室。
③做整列车辆的制动机系统试验,由专职驾驶员在担当本务机的机车端用小闸施加空气制动,用大闸按照制动机试验程序来完成整列车辆的制动性能试验。
④确认车下无人,确认驾驶室外无人搭乘的情况下,由具备自轮运行驾驶资格的人员驾驶操作。确认防溜已撤除,接收并复核命令后,驾驶员与车站(或驻站联络员)进行车机连控,然后根据指令运行。运行时,本务机司机还应经常用对讲机和传笛信号与各动力车司机保持联系,通报前方信号开放情况以及提出操作要求,辅机听到本务机鸣笛后要及时正确回笛。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑤运行中机长必须安排人员在各司机室对作业车状态进行监控,观察各工作指示灯是否正常,监听有无异响等,发现异常及时采取措施,并向本务机司机汇报。
(2)打磨作业
①钢轨打磨作业的技术规定
A)对线路上钢轨波浪型磨耗、钢轨肥边、马鞍型磨耗、焊缝凹陷及鱼鳞裂纹等病害,应使用打磨列车或小型磨轨机进行打磨。打磨作业后应达到以下标准:
a)廓形检测
钢轨打磨完后利用廓形仪对钢轨顶面廓形,所有X对应值符合以下要求:45度对应值为1±0.7mm, X10对应值为1.2+0.6/-0.7mm ,X20对应值为0.6±0.4mm ,X30对应值为0.1±0.1mm,XY40对应值为0mm ,X50对应值为0±0.1mm ,X60对应值为0.1±0.1mm。可以用直尺、角度仪、廓形仪进行检查,每个弧面段过渡圆顺,不允许出现突变区。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
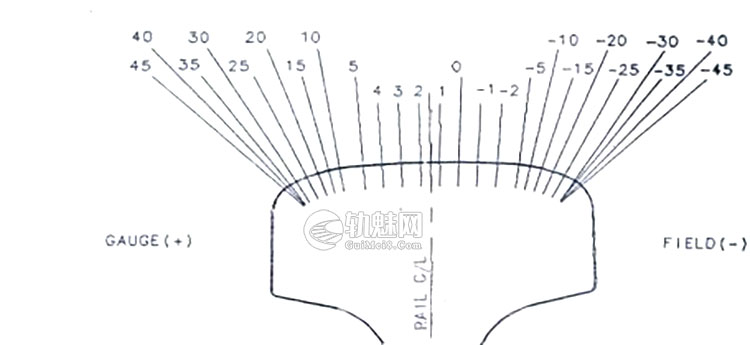
b)光带检测
光带区域在X21.5-X56.5之间,光带范围约25±5mm,轨面中心点为X36.5处,打磨后光带中心线范围X36.5+5/-0mm。可以用直尺、角度仪、廓形仪进行检查。见图2。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
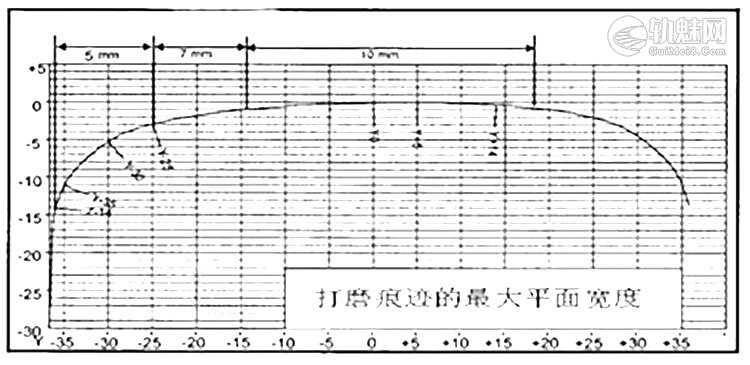
C)打磨痕迹的最大平面宽度测量
轨距角(内45~内16度)不大于5mm,轨距角与轨冠之间的过渡区(内16度~内6度)不大于7mm,轨冠部位(内6度~外20度)不大于10mm,检查打磨头状态发生变化的地点,一次性作业区段内超标点≤4处,用廓形仪、直尺、角度尺检测。见图3。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
d)波磨和肥边检测
焊缝凹陷做好原始记录,工作边肥边、钢轨母材轨顶面凹陷或马鞍型磨耗、波浪型磨耗三项检测25m一个测量点,连续测量点10个(避开焊缝),V<200Km/h线路超标点≤3个、V≥200km/h线路超标点≤2个。具体见表1、表2。表1:󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
| 钢轨轨顶面病害 | V<200Km/h | 测量方法 |
| 打磨列车 | ||
| 工作边肥边(mm) | <0.3 | 直尺测量或廓形仪 |
| 焊缝凹陷 (mm) | <0.3 | 1m直尺配合塞尺或波磨仪测量矢度 |
| 钢轨母材轨顶面凹陷或马鞍型磨耗(mm) | <0.3 | |
| 波浪型磨耗(mm) | <0.2 |
表2
| 钢轨轨顶面病害 | V≥200km/h | 测量方法 |
| 打磨列车 | ||
| 工作边肥边(mm) | ≤0.2 | 直尺测量或 廓形仪 |
| 焊缝凹陷 (mm) | ≤0.2 | 1m直尺配合塞尺或波磨仪测量矢度 |
| 钢轨母材轨顶面凹陷或马鞍型磨耗(mm) | ≤0.2 | |
| 波浪型磨耗(mm) | ≤0.1 |
e)钢轨表面粗糙度检测
钢轨表面粗糙度不得大于10um ,利用数字式粗糙度检测仪检测,1m一个测量点均匀测量,连续测量点20个以上,超标点数量<测量点总数16%。
f)钢轨表面不得连续发兰
钢轨表面不得出现连续的点状或线状发兰带,用目视检测,点状发兰点宽度<2mm、长度<5mm,1m范围≤20个发兰点,发兰点连续区域<3m;线状发兰1m范围内不允许有超过15mm线状发兰。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
B) 对接头和绝缘接头轨端肥边,应及时整修处理。固定型辙叉及可动心轨顶面不平顺,尖轨、固定型辙叉、可动心轨、翼轨工作边及尖轨非工作边出现肥边,应打磨整修。具体要求如下:󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.新轨或波磨深度不超过0.3mm时,采用预防性打磨方式,否则应采用修理性打磨方式。
5.预防性打磨的作业遍数一般为3遍,修理性打磨的作业遍数一般不少于5遍。
6.相连两段线路重叠打磨的区域不少于3m。
7.桥梁和道口须拆除护轮轨后进行打磨作业。
8.两组道岔间距离超过150m的线路需打磨。
①作业前: 整组作业车运行至作业地点,确认打磨车整列在直线地段,施加制动。选择“工作界面”,确认主发电机组G1\G2\G3在远程控制位,然后启动主发电机组。将G4\G5位转换为G1\G2\G3位。启动所有风源装置和液压动力包,下放打磨小车,专人负责检查导向轮正确放下,全部密贴钢轨,检查放车时要有专人负责做好邻线的防护,确保人生安全。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
②作业开始时,在运监内输入作业区间起始公里标, 鸣笛、缓解制动,选定适合的打磨模式,当速度达到V≥3km/h时,按下电机下降按钮确认打磨电机角度正常,开始打磨,并逐渐调速至10-12 km/h。打磨至终点公里标,按下打磨电机提升按钮,提升打磨电机;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
③待打磨电机提升完成后,匀速将调速电位计回零,当V≦2km/h时,先采取直通制动,再使用大闸制动。然后交权至B2司机室,B2司机室继续往回打磨。
④作业过程中时刻注意作业面板打磨电机角度、压力是否在设定范围内;密切观察作业前方区段有无障碍物,如鼓包夹板、红外探头、道口等,遇到不能打磨的地段,操作人员应按照要求及时提起测量小车和打磨小车。做好每日打磨写实的详细记录工作,作业中要定时、密切监视机械车各作业装置,监视司机室各报警指示;作业人员还要每间隔15分钟需进行机房巡视,确保设备的正常良好运转。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑤钢轨打磨作业速度不得低于5km/h,道岔打磨作业速度不得低于2.5km/h。严禁未达到作业速度就开始打磨,打磨电机未提升、停转就停车。道岔打磨结束后,应及时清除滑床板上的铁屑及磨屑。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑥打磨机组与工务段派驻人员共同密切监视作业防火情况,一旦发现道心或线路旁发生火情,应立即停止作业,及时组织人员扑灭。
⑦作业结束后,确认打磨车整列在直线地段,施加大闸制动(不小于360KPa,全车制动显示灯亮);开始提升打磨小车,确认各打磨小车提升到高位并锁定;关闭液压动力包,风源装置,集尘装置,机长最后对所有工作装置锁闭做全面检查,然后根据需要,启动1号卡特发动机;选择运行界面,等待返回车站。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.作业后及质量验收
(1)返回运行
①启动1号卡特后,待空压机充风完成后,与B2司机室进行试风试闸,做整列的制动机性能试验;(试风试闸应由正副司机担任)按照调度命令在施工负责人的统一指挥下运行 回站。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
②运行过程中,正副司机要严格执行运行“十六字令”,即“彻底了望,确认信号,高声呼唤,手比眼看”,严禁臆测行车,超速行车,同时要严密监视B1、B2司机室各仪表及报警装置,通过司机室监控设备,定时、密切监视机械车关键部位,保证行车安全。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)车辆停留
①整组运行到达停留地以后,施加大闸制动,关闭1号卡特、2号卡特发动机启动开关;关闭1号卡特、2号卡特发动机电源开关,关闭作业风源装置,停止辅发;关闭PLC钥匙开关;关闭PLC电瓶开关,关闭作业发电机组的电瓶开关;关闭B1车下右侧电瓶开关,关闭B2车下右侧电瓶开关。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
②关闭司机室三项设备;关闭司机室防护电台和监控装置;设置车组两侧的防溜(按规定选择设置铁鞋、手制动、移动防护停车牌);并在司机《行车日志》上做好记录。
③待全车做好防溜后,断开A车QG4电器柜中的F27开关;关闭A车的两个电瓶开关;最后机长做全面检查。
(3)作业车保养
①作业车的保养由车组负责人统一安排时间组织保养,每日不得低于两小时。保养时必须视情况设置驻站、现场防护;相邻股道间设置隔离绳;机组两端设置停车信号牌,拧紧人力制动机、放置止轮器止轮。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
②保养时,发动机停机,并拔下电瓶钥匙开关,所有人员应佩戴安全帽,做好个人防护措施。在电气化区段检修时,严禁攀爬车顶,任何人员或工具都应与接触网保持两米以上的安全距离,必要时需确认接触网断电后方可进行。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
③日常保养要在机长的安排下,原则上各号位根据自己的分工区域有计划有责任的进行,要保证作业机械的“四勤,两净”。日常保养必须严格执行《大型养路机械日常检修保养记录》台账要求,确保通过检修保养后,大型机械设备技术状态良好。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
④禁止在机械上或机械附近使用明火,如果必须就地使用电焊或气焊时,应尽量远离油箱,并要准备足够的灭火器具,清除附近的易燃物品,并在距焊点最近的位置连接地线,严禁在钢轨上连接地线。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑤在现场拆卸较大零部件时,应根据拆装的条件事先制定专门安全措施,防止砸伤手脚,损坏机件。清洗机器时,不要使用易燃或腐蚀性化学清洗剂。拆换电瓶时,应先拆负极电线再拆正极,装电瓶时先装正极再装负极。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑥工作结束后必须清扫检修现场,清理油脂及易燃物,按要求清点各种工、机具。
六、作业安全风险项点及防控措施
1.打磨火星、地面灭火配合人员
(1)打磨过程中加强巡检,地面人员和车上负责人保持联系沟通,保持呼唤应答,随时做好消防准备;打磨前检查打磨车的各项消防设备,确保状态良好。
(2)地面配合单位对打磨地段环境提前调查,做好安全预想,根据预想配备必要的消防器材设备,安排足够的巡检人员。
2.安全
(1)作业前方遇夹板、护轮轨时,需提前50米切换使用顶面打磨模式,待尾部司机室越过5米后再切换至原程序进行打磨。作业前方遇道口时,需提前50米全部提升打磨电机,待尾部司机室越过5米后再放下打磨电机继续打磨。作业前方遇红外线探头时,需提前50米全部提升打磨电机及打磨小车至最高位,待尾部司机室越过5米后再放下打磨小车继续作业。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)任何人必须严格执行邻线列车速度规定的下道距离
(3)作业中,邻线动车组、特快列车、油罐车通过时,需及时全部提升打磨电机停止打磨,待邻线车通过后再继续打磨。
(4)需在前方道岔前250米处顺序提升打磨电机。
(5)在电气化线路上作业时,须注意不要靠近或碰到接触网及其它设备或装置,以免触电,除非接触网停电并接地,否则不能碰到接触网并严禁爬上机器顶部,以免造成人身伤害和机器损坏。严禁消防水枪向车顶高度以上喷水。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(6)提前调查线路,与线路设备管理单位沟通提前清除作业地段及两侧的可燃物,在作业中做好防火措施。


