1 引言
在列车高速重载运动作用下,钢轨表面容易产生波形磨耗和因接触疲劳而产生的片状剥落、裂纹、肥边等病害增多,增加了工务维修的任务和难度。当波形磨耗较重时,轮轨之间的作用力和轨道振动增大,对钢轨的破坏也随之加大,轨道的几何尺寸变化加快,在列车运行速度较高的区段表现比较突出,接触疲劳裂纹如不及时消除,容易导致钢轨表面剥离掉块,严重时还会造成钢轨断裂,影响行车安全。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
目前一般采用大机打磨的方式消除钢轨表面的波形磨耗和接触疲劳裂纹,由于道岔结构复杂,岔心特殊部位(有害空间部位相对应的翼轨,曲向人字尖至岔后接头,导曲轨、护基轨等)无法打磨,对一些焊缝低扣、掉块、单侧3 mm 以上的肥边、鱼鳞伤病害无法通过大机打磨消除,为此必须通过手工打磨作业,合理利用小型打磨机械,正确编制施工工艺,精确掌握打磨技术标准,弥补大机打磨的不足,有效恢复道岔几何状态(见图1)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
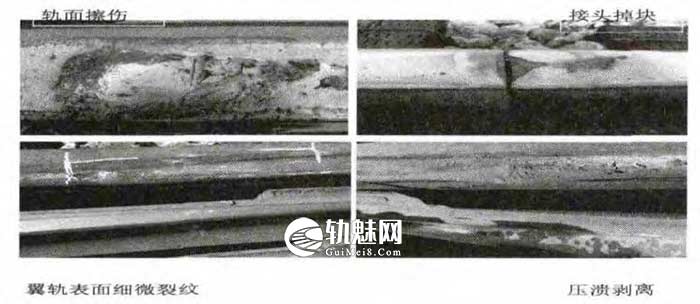
图1 道岔特殊部位病害
2 施工组织
2.1 打磨队伍组织
根据工务“检养修”生产组织调整,各线路车间结合实际在维修工区成立打磨工班,设班长1 人,职工3~4 人。负责车间管内岔区设备的周期(每季度1 遍)性修理,并根据生产计划,完成对重点岔区的特殊部位的轨面伤损进行修理性打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.2 打磨机具选用
合理使用先进的打磨机具是提高打磨质量的关键。根据轨件病害的种类、存在的不同部位,有针对性选择不同打磨机具进行优化组合。作用边打磨主要以MC3 打磨机为主(主要打磨尖轨)、平面打磨主要MV3 打磨机为主(主要打磨基本轨、焊缝)、翼轨打磨主要以NYM2.8 翼轨打磨机为主,表面除锈主要以内燃手持磨削机为主,再辅配手持直向磨光机等小型机具相互配合使用,打磨工班建议选配的主要打磨机具见表1。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1 手工打磨作业主要机具配置建议表
| 序号 | 机具名称 | 单位 | 数量 |
| 1 | MC3打磨机 | 台 | 1 |
| 2 | MV3打磨机 | 台 | 1 |
| 3 | NYM2.8翼轨打磨机 | 台 | 1 |
| 4 | 内燃磨削机 | 台 | 1 |
| 5 | 手持直向磨光机 | 台 | 1 |
| 6 | 大功率吹风机 | 台 | 1 |
| 7 | 汽油发电机(2.2Kw) | 台 | 1 |
| 8 | 心轨降低值测量仪 | 个 | 1 |
| 9 | 尖轨降低值测量仪 | 台 | 1 |
| 10 | 1m平直尺 | 把 | 1 |
| 11 | 150mm钢直尺 | 把 | 1 |
3 手工打磨工艺流程
3.1 打磨作业计划
轨件打磨需进行长期规划。对新铺钢轨区段,应根据已有经验采用预防性打磨,按周期进行;对已经出现伤损的区段,应采用修理性打磨,按预设的某一阈值进行(如轨头廓形尺寸偏差、波磨深度、接触疲劳裂纹深度等)。为了提高打磨效率,应在调查道岔轨面状态的基础上确定打磨模式(预打磨、预防性打磨和修理性打磨)和方案(廓形、遍数、功率等)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
预打磨:是指在一周以内对上道的新道岔进行打磨,目的是除掉轨面脱碳层,消除道岔在生产、焊接、运输和施工过程中产生的表面缺陷,优化轨头廓形,改善焊接接头平顺性等。
预防性打磨是以一个季度为周期对钢轨进行的周期性打磨,目的是修复轨头廓形,预防滚动接触疲劳、波浪(波纹)磨耗等病害的产生。
修理性打磨是对已产生病害道岔的打磨,目的是修正轨头廓形,消除滚动接触疲劳裂纹、波浪(波纹)磨耗及擦伤等病害。
3.2 打磨技术标准
(1)建立以降低值为依据的岔心、尖轨打磨标准。打磨后轨面平顺,无明显凹陷,测量检查平顺度及尖(心)轨降低值达到技术标准允许值,具体值见表2。
表2 提速道岔的辙叉心轨降低值和尖轨降低值
| 断面 | 降低值 | 位置(距尖轨尖距离mm) |
| 0 | 23 | 0 |
| 5 | 14 | 330 |
| 20 | 3 | 1319 |
| 50 | 0 | 3297 |
| 71 | 0 | 4681 |
(2)建立以平直度为依据的焊头、鞍磨打磨标准。打磨后轨面平顺,钢轨平直度达到达到线路维修规则规定的钢轨打磨作业技术标准精度要求(见表3)。
表3 钢轨打磨作业技术标准精度
(3)建立以光带为依据的基本轨、钢轨打磨标准。设置合理的光带位置及宽度,以作用边为基准23 mm~44 mm 处为光带的合理分布区域,光带基本控制在20 mm~30 mm 的宽度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.3 打磨标准化流程
一标识:一是全面调查岔心状态,查看道岔掉块、磨耗情况,用仪器测量心轨降低值,统一标识在岔心对应位置并记录在案;二是研究制定方案、确定打磨工作量及范围,通过降低值对比确定粗磨工作量,并进行标识。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
二粗磨:一是根据确定方案及标识范围,按六先六后作业法粗磨;二是粗磨采取分层方式,不断比对降低值数据,严控打磨量;三是严格执行标识范围,不断复核确认,确保平顺度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
三细磨:细磨是对岔心状态及光带的再次修正。细磨范围统一为岔趾前接头至心轨尖后1.7 m,确保光带位置。细磨作业可根据天窗情况隔天作业。
四清扫:粗磨、细磨后利用吹风机对铁屑等进行清扫,落实作业标准化程序。
五防锈:清扫后,为确保打磨部位光洁度,采用防锈漆对打磨部位进行防锈处理,便于后期光带复核,观测打磨效果。
六记录:打磨前、中、后按要求进行记录,实行一岔一案质量追踪管理法,记录结果由车间进行管理并上报段生产任务管理平台。
七跟踪:根据段、车间、工区三级职责及一岔一案质量追踪要求,分级管理,分月、季、年进行动静态验收,不断摸索打磨规律,做好过程完善,并根据奖惩办法分段奖惩。
3.4 打磨作业方法
“六先六后”作业法:即打磨顺序先翼后心(先翼轨后心轨)、先外后内(先打磨钢轨顶面外侧后打磨顶面内侧)、先高后低、先顶面后肥边及翼轨打磨先直后曲、心轨打磨先曲后直。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4 取得的成效(见图2)
经过对阜淮线颍上站22 号道岔及谢桥站17 号道岔现场打磨实践,利用小型打磨机械可以有效实现道岔特殊部位的打磨道岔,设备质量明显提升,设备的使用寿命提高,有效地减少了成本支出,同时通过打磨后延长了使用周期,减少了人工更换、捣固工作量,降低了各种劳动、设备安全风险,提高了劳动效率,列车运行的平稳性得以加强。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源:
作者信息:薛伟(上海铁路局阜阳工务段)


