1、钢轨核伤的形成原因
(1)核伤重要形成原因是钢轨在制造的过程中因冶金缺陷、热处理缺陷等原因造成本身存在白点、气泡等内部缺陷,在列车动荷载重复作用下,使这些微小疲劳源逐步发展成核伤。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)除材质原因外,大运量重载区段,由于接触应力过大,且长时间反复作用,在钢轨表面先形成轨面鱼鳞或其他类型的表面伤损,然后慢慢发展为核伤。
(3)在小半径曲线地段,由于地段超高满足不了现在高速列车的要求,因此造成钢轨曲线上股偏载现象,曲线上股钢轨侧磨严重,轮缘对轨颚挤压力大大增加,在水平推力与挠度应力的复合作用下,使钢轨轨头易产生细微裂纹,形成疲劳源,在列车往返运行重复作用力下,裂纹易发展形成核伤。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2、核伤的危害
钢轨核伤,又称黑核或白核,国际上称轨头横断面裂纹,多发生在钢轨轨头内,它是各类伤损中危害最大的钢轨伤损,当核伤面积占轨头10%-15%时钢轨疲劳强度下降90%以上,当核伤直径达到20mm-40mm将发生断轨风险,因此对核伤的检测能力就尤显重要。如何正确判别出核伤直接关系到大型钢轨探伤车能否承担起保证线路安全责任问题,核伤的检出率直接影响到行车的安全。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3、对钢轨探伤车轨头核伤的B型图分析总结
现在钢轨探伤车采用内中外相对发射阵列式直70度和偏斜发射70度探头,横波探伤方法,可以检测钢轨中不同位置和不同取向的伤损,很大程度增加了探测范围,提高了检测能力。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
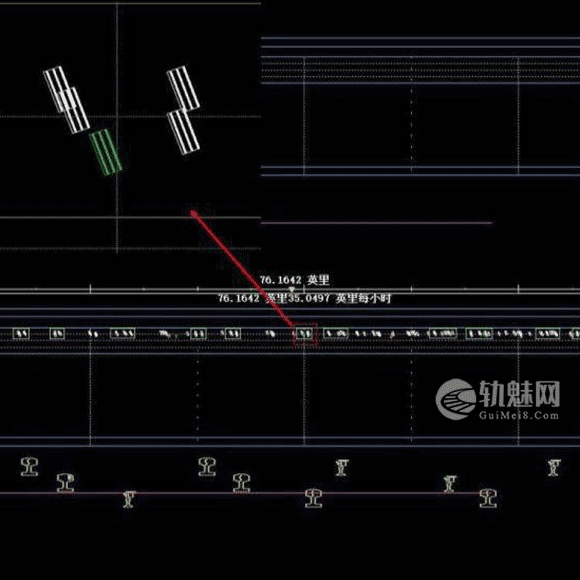
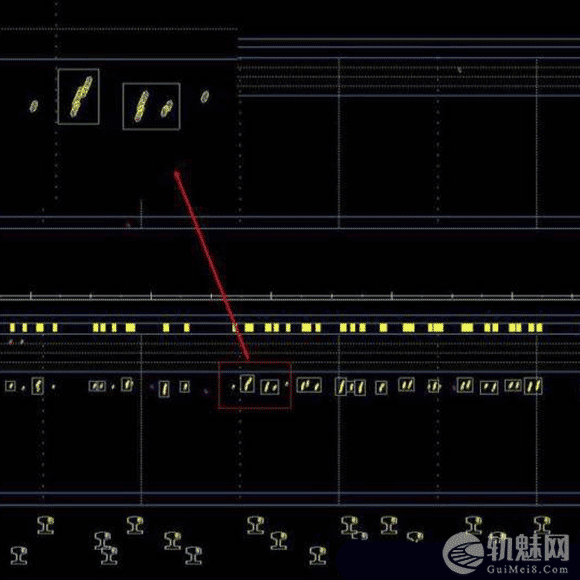
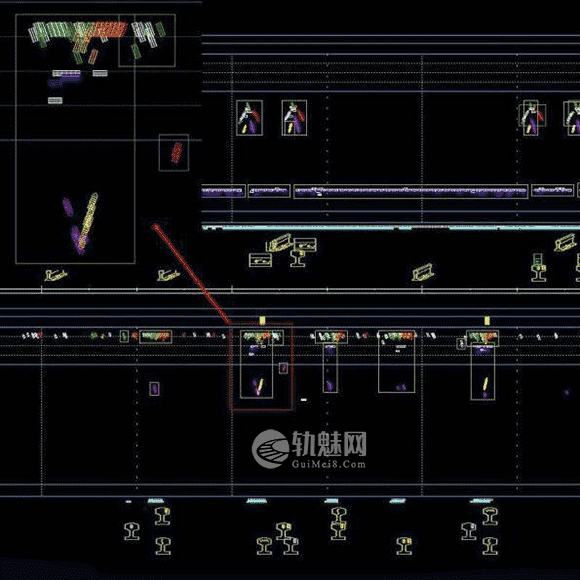
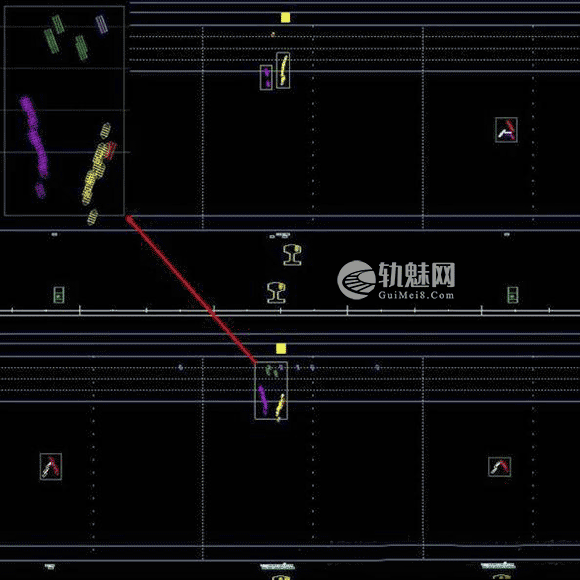
在实际检测中,在曲线上股和鱼鳞伤损地段及擦伤地段都容易形成核伤,在检测中需要注意区分鱼鳞伤损和擦伤回波,鱼鳞伤损由于列车在复线地段单项运行,在轨头内侧容易发生鱼鳞状伤损,呈密集状分布,检测中偏斜70度也会有密集状有规律回波,因为鱼鳞伤损都是发生在轨距内侧作用边,而且有一致的取向,如果鱼鳞伤损有一定的深度后,探伤车内侧直70度会出现一次回波,如图1;偏斜70度会有二次鱼鳞伤损回波,如图2。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
-
- 图1
-
- 图2
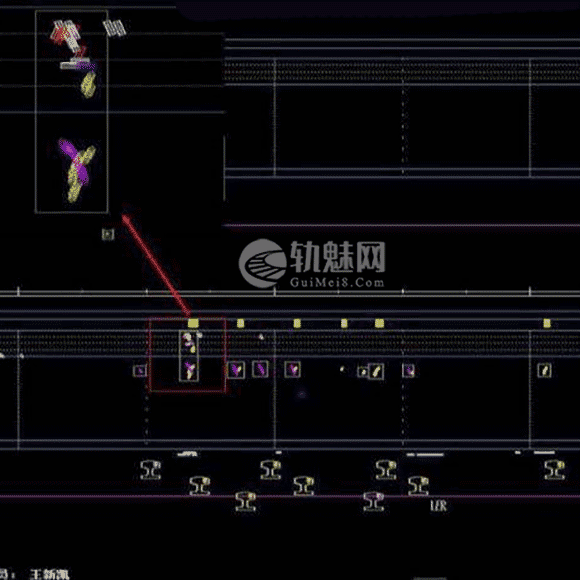
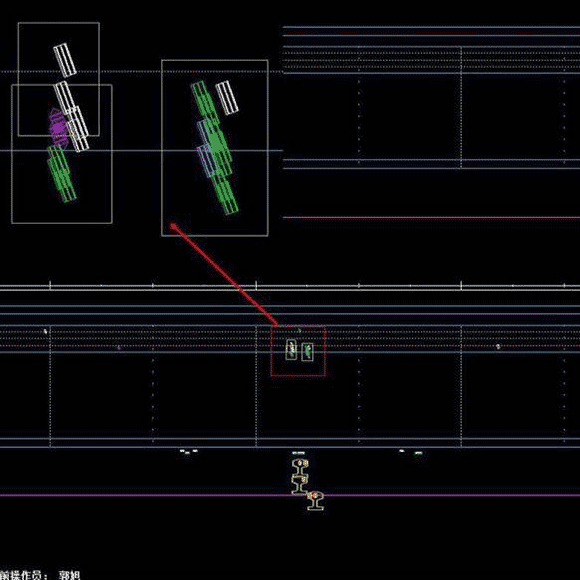
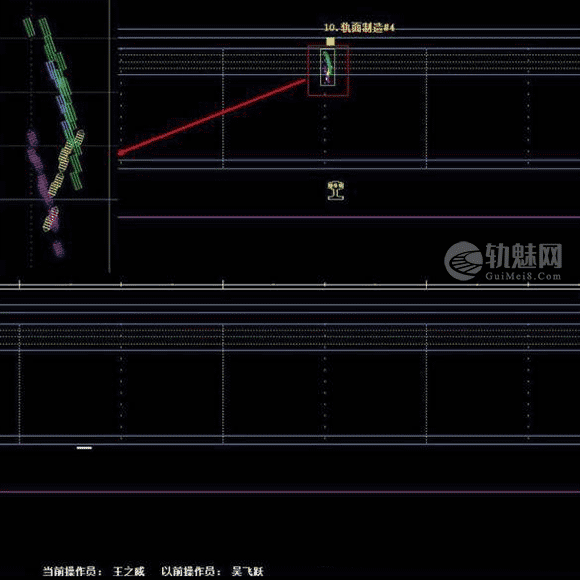
在探伤过程中如果两个偏斜70度同时存在回波,而且两只回波还相交,一定要高度重视,因为两个发射方向相反的偏斜70度同时打到同一处,说明此次的鱼鳞伤损有了一定的深度,极容易发展成核伤,如图3;当B型图上出现内侧直70度,说明该处鱼鳞伤损已经形成核伤,如果同时还存在内侧直70度、直70度和偏斜70度,说明该处鱼鳞伤损已经形成较大核伤核伤,如图4:󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
-
- 图3
-
- 图4
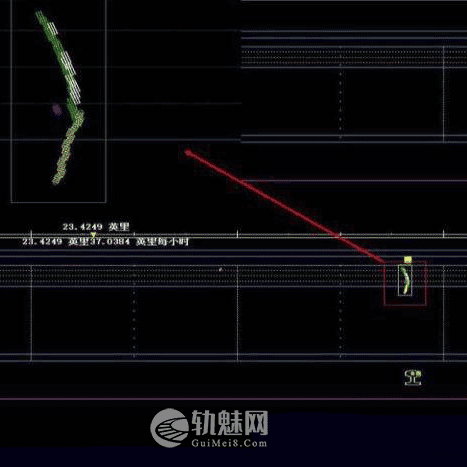
此外,一般钢轨存在轨面剥离或者严重擦伤,在其延伸方向容易形成的核伤,核伤的上部一般存在剥离层,此情况下如果两个偏斜70度存在回波且相交,极大概率已经形成了轨头核伤,如图5;另外,焊缝接头由于打磨不干净或者焊接工艺不良也容易产生核伤,在探伤数据分析时要注意区分焊筋回波和伤损回波,一般焊缝轨头都会存在焊筋,尤其是铝热焊,焊筋回波更加明显,如图6:󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
-
- 图5
-
- 图6
如图6中,一般正常焊缝如果排除对中和轨面问题,都会出现内中外直70度和偏斜70度,在轨颚附近的正常焊筋回波,由于我们直70度和偏斜70度都是发射方向相反,因此,依据超声波反射规律,正常焊筋回波均有接收到对侧焊筋反射的回波,如果在焊缝中存在其他70度回波,或者本侧焊筋反射回波,则要高度重视核伤的存在,如图7,此图则为本侧焊筋存在直70度回波,现场复核为核伤。如果焊缝中存在较大核伤,有时候会影响的对侧焊筋回波,如图8,对侧焊筋无回报,偏斜70度在本侧有回波,现场复核为核伤,因此一定要注意伤波和焊筋回波。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
-
- 图7
-
- 图8
综上所述,钢轨核伤的产生和发展不仅与材质有关,而且还与钢轨外界条件有关,尤其是养护不良和受冲击力较大处,如曲线上股,轨头内侧焊缝处所,道岔部位等都容易形成核伤,作业时应该高度重视加强对这些处所和部位探伤,加强数据分析对比,区分伤损回波与焊缝固定回波的不同,将伤损查早查小,保证运输安全。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
拓展资料:
-

- 铝热焊缝伤损
-

- 轨头右侧核伤
-

- 轨头严重核伤
-

- 轨头核伤左
-

- 轨头核伤百核
文章来源:
原文名称:干货|关于提高钢轨探伤车轨头核伤的判别方法
文章地址:https://www.sohu.com/a/501444885_120599226



1