一、串列式扫查方法介绍
对钢轨焊缝进行串列式双探头法探伤,是检测轨腰及其延伸部位平面状缺陷必不可少的方法,TB/T 1632.1和TB/T 2658.21中均有明确规定。
图1所示的便携式扫查架是实现串列式探伤的常见装置之一。探伤时,将扫查架的标尺“0”位置对准焊缝中心,旋转手柄使两个探头由打开位置移动到合拢位置、或者从合拢位置移到打开位置,即可实现对钢轨轨腰从顶到底或从底到顶整个高度的探伤。红色指针指示的位置表示缺陷距离钢轨踏面的垂直距离。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
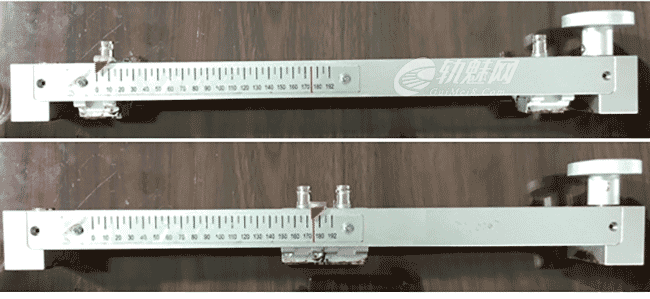
图1 串列式扫查架
二、问题的提出
2018年8、9两月在全路焊轨基地年度检查时发现,多数焊轨基地配置的串列式扫查架都存在图1所示的“0”点偏差问题。
从图2可知,串列式扫查时,两探头入射点间距L、检测高度h(距轨底垂直距离)和探头K值应满足关系式L=2Kh。图1所示扫查架两探头合拢时红色指针读数为176mm,此时h=0mm,根据公式可得L=0mm。但因两斜探头存在前沿长度,很明显图中两探头入射点间距L≠0mm,󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹矛盾!出现该问题原因是扫查架标尺“0”点对准焊缝中心时,L、h和K不满足L=2Kh关系,即探头主声束检测的区域不是焊缝中心,而是远离焊缝中心(靠近探头侧),经计算可知图1所示扫查架合拢时指示176mm时偏离焊缝中心约10mm。利用该种扫查架探伤时虽然由于声束的扩散也能覆盖焊缝中心区域,但会带来探伤灵敏度明显降低、小缺陷易漏检,定位误差明显偏大、导致误判等一系列问题。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
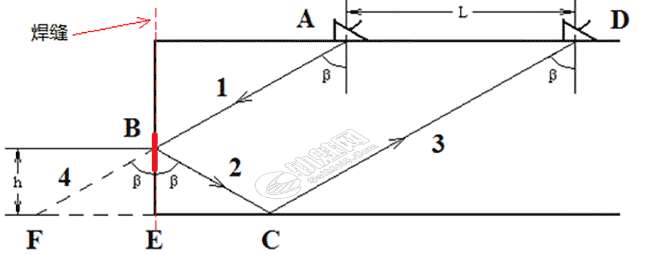
图3 串列式扫查时探头间距与检测高度之间的关系
三、扫查“0”点偏差调整
旋转扫查手柄,使扫查架红色指针(左侧探头入射点)对准“0点”。调整右侧探头位置,令两探头入射点之间的距离满足Lmax=2KH关系式。如图3所示。
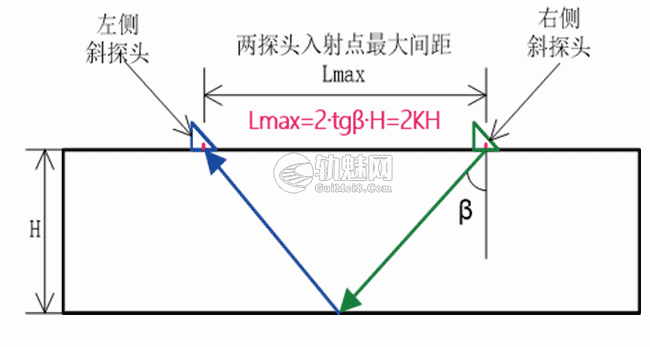
图3 串列式扫查两探头入射点最大间距示意图
如:对60kg/m钢轨,H=176mm,K=0.75和K=0.8时探头间距分别为L=264mm和L=282mm。注意:K值需测试确定。
当两探头合拢时,探头间距一般约等于一个探头的长度,若间距等于20mm,K=0.75~0.8时,则对60kg/m钢轨红色指针正确读数应约为163mm。
所以,轨腰串列式扫查时,当轨型不同或钢轨出现一定垂磨量时,H变化,则两探头的最大间距Lmax也要相应调整;不及时调整将严重影响探测效果。在焊轨基地或者工务段线上焊缝探伤作业,使用串列式扫查架探伤时,都应注意这一问题。
原文出处:
原文名称:关于钢轨焊缝探伤串列式扫查架0点偏差的调整说明
作者信息:涂占宽 (铁科院金化所无损检测研究室)2019年1月7日


