当前,利用钢轨打磨技术进行线路维护已成为国内外轨道养护的共识[1-2]。随着我国铁路运营里程的不断增加,有限的“天窗时间”和打磨作业的特殊性给线路维护带来巨大挑战,同时也推动了钢轨打磨技术研究和应用的快速跟进[3]。
本文在总结钢轨病害产生及预测模型的基础上,介绍了打磨机理、打磨策略、打磨方式、打磨模式、打磨周期和质量评价等钢轨打磨相关方面的研究和应用现状,通过分析钢轨打磨技术特点及铁路维护需求,研究钢轨打磨技术的发展趋势。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 钢轨病害的产生及预测
列车在轨道上运行时,轮轨之间的摩擦会使钢轨表面材料沿纵向发生塑性形变。此外,由于车轮踏面具有一定锥度,受列车运行动态特性和随机因素的影响,列车向前运动的同时会发生左右横移,产生蛇形运动,致使钢轨表面材料沿横向亦产生形变及磨耗。再者,轮轨之间的循环接触会使钢轨表面产生疲劳层,当钢轨材料的塑性形变和疲劳累积到限值后,其表面出现波浪型磨耗(简称波磨)、裂纹和侧面肥边,乃至剥落󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[4-5]等病害,钢轨表面的典型病害及其产生原因如图1所示。
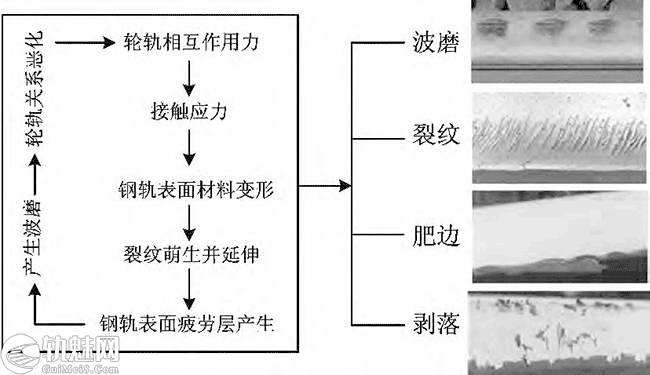
图1 钢轨表面典型病害及产生原因
除以上原因导致钢轨表面产生规律性病害外,线路铺设状况、运营气候条件、轨道曲线半径、轮轨润滑状态等因素均影响着钢轨随机产生的病害。
若钢轨表面病害得不到预防或及时清除,恶化的轮轨关系会促使病害继续加重并扩展,造成轮轨关系和钢轨病害之间的恶性循环,促使列车的运行噪声加剧,严重影响其运行安全性和平稳性󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[6]。
钢轨打磨的主要目的是清除钢轨病害,并修复钢轨廓型以改善轮轨关系,使轮轨间的相互作用回归到轮轨接触的初始状态。掌握钢轨的规律性病害及其潜在特征影响下随机病害的产生和发展规律,量化钢轨病害萌生、扩展的循环周期,才可为钢轨打磨作业规划和实施提供原始依据,而研究轮轨接触疲劳及钢轨磨耗的预测模型是解决上述问题的有效途径󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[7-8]。
基于钢轨磨损、疲劳和润滑之间的相互作用机理,并考虑它们与钢轨打磨的相互关系,可对钢轨接触疲劳和磨损进行预测。钢轨病害的预测方法主要分为2类:一是通过列车车轮碾压钢轨的次数研究钢轨疲劳裂纹的形成机理,预测轨顶裂纹萌生和扩展的速度,分析钢轨的规律性病害,此类方法适用于路况简单的线路,如高速铁路、直线线路,可指导钢轨预防性打磨的实施󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[9];二是通过分析列车运行在路况复杂线路(如道岔和曲线)上时钢轨受力和轮轨接触情况,获取钢轨不对称磨耗与线路特征的关系,此类方法适用于研究曲线路段的钢轨磨耗,可指导不对称打磨模式的制定。通过综合讨论接触疲劳和磨耗,结合钢轨打磨和润滑对钢轨寿命的改善作用,从而制定出合理的线路维护计划󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[10]。
现存的钢轨病害预测方法多用于预测规律性病害,不能预测肥边、剥落等病害。在上述2类病害预测方法中,其出发点是改善轮轨关系,兼顾对钢轨打磨进行指导。随着钢轨打磨在线路维护中意义的凸显,应理清钢轨打磨、轮轨关系和病害预测之间的联系,研究钢轨病害预测模型与钢轨打磨之间的直接关系,着重关注随机病害产生时的钢轨打磨措施,针对病害类型对打磨模式、打磨策略、打磨方式、打磨周期等提出要求,使钢轨打磨的过程和目的更加清晰,并借助轮轨关系提供钢轨打磨的目标廓型。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 钢轨打磨的理论及发展
2.1 打磨机理
钢轨打磨是使用打磨工具对钢轨顶部进行材料去除、清除病害并修复廓型的维护过程,除砂轮这种常用打磨工具外,还可用铣刀、刨刀和砂带等其他专用工具。当前,90%以上的钢轨打磨作业由砂轮完成,其材料去除机理与普通磨削加工类似󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[11]。
以下以砂轮打磨为例介绍了钢轨打磨机理,如图2所示。图中:Fn为砂轮受到的正压力;vf为砂轮打磨前进速度;n为砂轮转速。
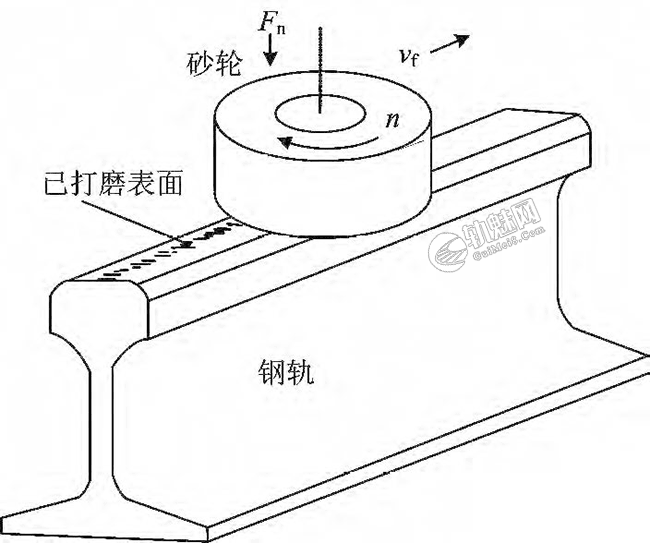
图2 钢轨打磨示意
由图2看出:钢轨打磨作业过程中砂轮在正压力的作用下与钢轨接触,其端面磨粒受压侵入钢轨表层,砂轮旋转带动磨粒划过钢轨表面以去除材料,切削痕迹构成打磨后的钢轨表面;砂轮还可沿钢轨截面摆动一定角度,满足钢轨廓型不同位置的材料去除需求,包络出钢轨打磨目标廓型。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
在钢轨打磨的材料去除模型中,砂轮与钢轨之间的接触面积、材料去除效率、接触压力等参量是衡量钢轨打磨效率和精度的关键因素。根据钢轨打磨的作业过程给出材料去除效率Vrate和磨削比c的表达式为󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
$$V_{rate}=F^{k_1}_nn^{k_2}v^{k_3}_fH^{k_4}_rH^{k_5}_WM^{k_6}S^{k_7}a^{k_8}\qquad(式1)\\c=\frac{V_s}{V_g}\qquad(式2)$$󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
式中:Hr为钢轨表层硬度;HW,M 和S 分别为砂轮的硬度、粒度和组织代号(磨粒浓度);α 为砂轮轴线与竖直方向的夹角;Vg和Vs分别为钢轨材料去除体积和砂轮磨损体积;k1,k2,…,k8为因素因子。
由式(1)可以看出材料去除效率与运动参数(Fn,n和vf)、钢轨材料(Hr)、砂轮特征(M,HW和S)和位置参数(α)这4类因素有关。由此式可研究钢轨打磨中可控变量与目标变量之间的关系,揭示影响钢轨打磨机理的外在因素,为钢轨打磨方案的制订和优化提供底层支持󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[12],同时,可健全后文中提及的打磨管理数据库,为实现智能化打磨奠定理论基础。
钢轨打磨与普通磨削存在如下区别:钢轨作为被打磨对象处于静态,打磨作业所有运动由砂轮完成;无稳定的机床结构作为支撑及相对运动基准;为防止钢轨表层材料物理特性发生变化,钢轨打磨时无冷却液,属于干磨削;打磨作业过程中砂轮无修整操作,依靠其自锐保持锋利的切削性能;打磨精度要求较低,属于效率优先式恒压力加工。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
因此,研究钢轨打磨机理时除借鉴普通磨削加工外,还需结合现场打磨作业数据进行分析,考虑材料去除量与打磨砂轮磨损、作业速度的关系及打磨作业效率等相关内容,为钢轨打磨工艺参数的选择提供理论依据󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[13];结合打磨机理及其特殊的应用特点,可优化打磨工艺参数以提高磨削比,开发新型打磨工具,并基于打磨机理开展打磨工具的经济效益性研究,以节约钢轨维护成本。
2.2 打磨策略
结合线路维护需求和打磨作业效益选择钢轨打磨类型,即为打磨策略。制定打磨策略的原则是确保列车运行安全并节约线路维护成本。钢轨打磨策略存在多种分类方法,按表面材料去除量可分为预防性打磨和修复性打磨,前者通过去除少量的钢轨表面金属材料即可预防或清除接触疲劳导致的裂纹萌生,而后者须去除大量的钢轨表面金属材料以确保清除严重病害并修复钢轨廓型。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
在高速和重载铁路的钢轨打磨中,均出现以预防性打磨替代修复性打磨的趋势,在病害萌生之前或初期,通过去除钢轨表层少量金属材料以实现线路维护的目的,避免为消除钢轨局部的严重病害切削大量金属材料而缩短钢轨的总体预期寿命󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[14-15]。
文献[16]以北美某试验铁路区段为例,统计了在预防性打磨、修复性打磨和无打磨作业等打磨策略下钢轨表面病害的发生概率,其中在预防性打磨下约为4%,在修复性打磨下约为8%,在无打磨作业下钢轨表面的病害率最高,约为15%,这为打磨策略的转化和发展提供了数据支持。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
修复性打磨去除钢轨表面金属材料的平均厚度在1.0~1.5mm 之间,而预防性打磨则在0.1~0.2mm之间,后者的打磨周期约为前者的1/4,预防性打磨缩短了维护周期,增加了钢轨维护任务量,使原本有限的“天窗时间”显得更为宝贵,迫切需要提高钢轨打磨效率以适应打磨策略的转变,这促进了高速打磨技术的出现和发展。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
打磨策略的转变对高效利用“天窗时间”提出要求。现有的打磨技术多为修复性打磨而开发的,切削能力普遍较强,但作业速度限制了打磨效率的提高,将其用于预防性打磨,不能充分发挥其作业优势。因此开发可兼顾切削能力和效率、适用于预防性打磨的打磨技术,以应对钢轨维护策略的转变。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
此外,打磨策略的转变影响着钢轨的更换周期,表1给出了不同打磨策略下钢轨的表面磨损率、表面磨损极限、承载寿命和疲劳寿命等钢轨预期寿命评价参量[16]。由表1看出,预防性打磨获取的评价数据均优于修复性打磨,延长了钢轨的服役寿命,但是随着钢轨打磨周期的缩短也增加了线路维护成本。因此,预防性打磨对铁路运营总体成本的影响有待进一步研究。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1 不同打磨策略下钢轨预期寿命评价参量
| 打磨策略 | 表面磨损率/(mm·Mt-1) | 表面磨损极限/mm | 钢轨承载寿命/Mt | 钢轨疲劳寿命/Mt |
| 预防性打磨 | 0.03 | 23 | 844 | 1322 |
| 修复性打磨 | 0.06 | 20 | 367 | 496 |
| 无打磨作业 | 0.04 | 17 | 469 | 331 |
虽然预防性打磨可较早地预防或清除病害,能够保证列车运行的安全性和平稳性,并且利用预防性打磨逐步代替修复性打磨是钢轨打磨策略的发展趋势,但是提高打磨效率是开发高速打磨技术的前提条件,因此预防性打磨时的线路维护费用、维护周期、钢轨更新等因素间的关系有待深入研究,以确保在线路运行安全的前提下降低运营成本。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.3 打磨方式
钢轨打磨作业过程中,除清除钢轨表面病害金属层外,还需修复钢轨截面廓型,以改善列车运行时的轮轨关系。修复钢轨廓型的打磨方式可分为包络式和轮廓式2种打磨方式。以用砂轮打磨工具为例,如图3所示,可以看出,包络式打磨是通过将砂轮端面沿钢轨截面布置而获得打磨目标廓型,而轮廓式打磨则是利用砂轮的仿形轮廓进行打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
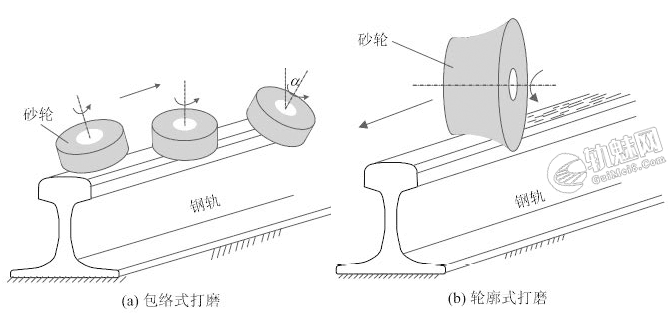
图3 钢轨打磨方式
表2从技术应用角度对比了包络式和轮廓式打磨的作业特点[17-24]。由表2看出:2种打磨方式具有不同的应用范围和优势。钢轨打磨属于效率优先的粗加工范畴,因此对这2种打磨方式下打磨效率的研究较少。由现场作业数据看,包络式打磨的作业速度较低,常用的打磨作业速度约为15km·h󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹-1,其较强的切削能力在预防性打磨中难以发挥;相比而言,轮廓式打磨专为预防性打磨而开发,常用的打磨作业速度约为80km·h-1,考虑设备调试、打磨遍数等其他因素影响,其打磨效率较包络式打磨约提高3倍左右,特别适用于行车密集线路的预防性打磨。
表2 不同打磨方式的作业特点比较
| 比较项目 | 包络式 | 轮廓式 |
| 打磨工具 | 砂轮、铣刀、 | 刨刀砂轮、砂带 |
| 适用范围 | 修复性打磨、预防性打磨 | 预防性打磨 |
| 作业动力 | 主动式 | 被动式 |
| 去除厚度 | 约0.2mm·单程-1 | 约0.03mm·单程-1 |
| 作业速度 | 3~25km·h-1 | 30~80km·h-1 |
| 应用优势 | 可修复廓型,能够清除较重病害,作业应用范围广,技术成熟 | 不损伤钢轨表面和廓型,装备相对简单,打磨效率高、噪声小 |
| 应用劣势 | 易损伤钢轨,装备和控制系统复杂,打磨速度低、成本高 | 不能清除严重病害,技术处于开发和完善阶段,只能依托钢轨原廓型打磨 |
| 发展趋势 | 优化打磨模式,追求高效率、低成本 | 完善相关配套设备,开发新型打磨工具 |
目前钢轨打磨以包络式打磨为主。钢轨打磨列车共配备96个砂轮[25],即每侧钢轨分配48个,布置在钢轨廓型截面-70°~+20°的不同位置处。
由于砂轮的作业顺序对钢轨廓型打磨存在影响,一般按照钢轨的外侧—内侧—轨顶—整形的顺序布置砂轮[26]。因此,讨论钢轨打磨方式时,除注重打磨工具的个体作用外,更要关注生成钢轨廓型时打磨工具的布置方式。随着测量技术的发展,在该打磨方式下,通过增加钢轨廓型的实施测量和处理系统,采集处理打磨前后钢轨的廓型数据,可指导砂轮的包络位置和打磨工艺参数的设置,提高钢轨打磨作业效率。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
轮廓式打磨以被动式打磨为主,即打磨工具的切削力来源于机车牵引力。若以砂轮为打磨工具,在机车牵引力和砂轮与钢轨摩擦力的共同作用下,砂轮沿钢轨表面滚动并切削钢轨表层材料,依靠其自锐形成与钢轨廓型吻合的磨损周面󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[27]。若以砂带为打磨工具,打磨作业时通过不同廓型的接触轮对砂带施加压力,适应钢轨廓型的需求[22],其关键问题在于接触轮材质的选择和廓型设计,及对砂带切削能力的评定,该技术尚处于开发阶段。轮廓式打磨很大程度依赖于打磨工具的自适应特征以保证打磨廓型,因此如何保证打磨目标廓型的准确实现是研究轮廓式打磨的关键。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
相比而言,包络式打磨受打磨工具端面式布置的影响,打磨速度的提升空间极其有限,而轮廓式打磨以其快速、高效的作业特点,可用于行车密度大、“天窗时间”短的线路维护,但其只能依托钢轨原始廓型进行打磨,可利用轮廓式打磨进行若干次预防性打磨后,再利用包络式打磨进行钢轨廓型修复,可确保形成良好的轮轨接触关系。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
选择钢轨打磨方式时,可根据线路维护的实际需求,以安全性、高效性和经济性为原则,在不同打磨周期内交替进行包络式和轮廓式的打磨。
2.4 打磨模式
打磨模式是指为实现钢轨打磨的目标廓型而设定的打磨工具相对钢轨的位置与打磨作业参数的组合。以GMC96型打磨列车为例[25],其自身设置99种打磨模式,每种打磨模式下砂轮对应不同的分布角度和作业功率。如何开发或完善打磨模式是当前的研究重点,包括计算钢轨表面金属材料的去除量、分析打磨工具的作业区域及优化钢轨打磨目标廓型,以满足钢轨内侧、顶面和外侧的钢轨打磨量、表面病害清除和廓型修复的不同需求󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[28-30]。
钢轨打磨目标廓型优化是以改善轮轨关系为出发点,从降低轮轨接触疲劳、均化接触应力、增加抗磨损能力、减小倾覆系数和降低噪声等方面优化钢轨廓型[31-32],这是一项伴随钢轨整个服役过程的钢轨维护任务,优化的钢轨廓型对打磨模式提出新的要求。
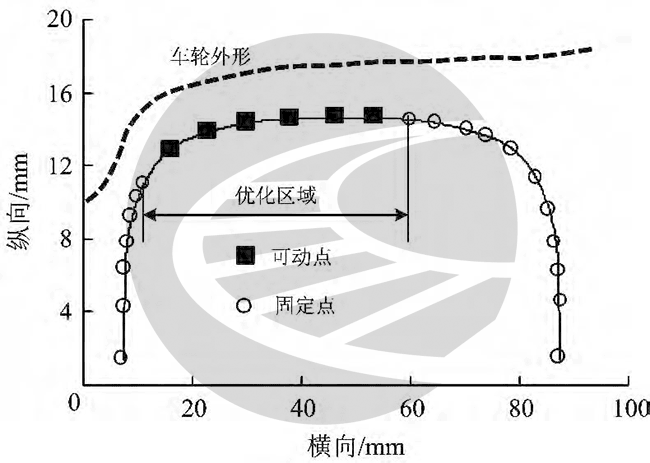
图4 以钢轨的标准廓型为基础进行优化
以钢轨的标准廓型为基础进行廓型优化的方法,如图4所示。
由图4可以看出:优化钢轨廓型时,首先应建立车轮和钢轨的几何接触关系,然后离散钢轨廓型,最后以轮轨接触应力最小为目标,在不影响列车动力学性能和轮轨接触点分布的情况下优化钢轨廓型,以降低轮轨接触应力,使左、右两侧钢轨的磨耗趋于平衡。该方法适用于路况简单线路的钢轨廓型优化,如高速铁路、直线路线等。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
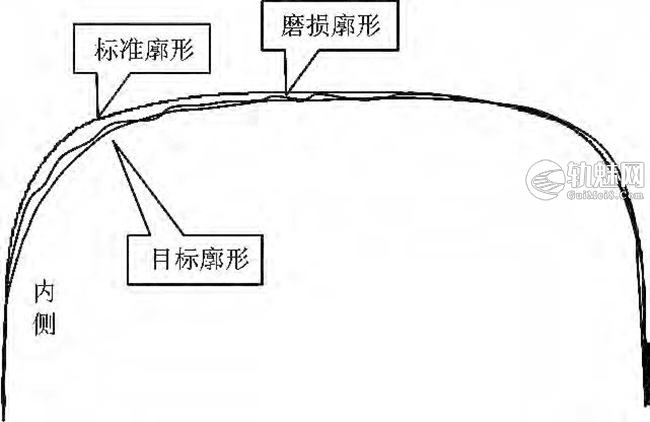
图5 以钢轨的磨损廓型为基础进行优化
以钢轨的磨损廓型为基础进行其廓型优化的方法如图5所示。由图5可以看出:在线路运营一定周期后,钢轨的内侧和顶面易发生磨损、剥落和裂纹等病害。此时,若仍采用对称打磨模式来平衡钢轨内外侧廓型曲线,则钢轨外侧需去除大量材料。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
因此基于钢轨磨损廓型,在保证轮轨关系符合要求的前提下,可对S形曲线路段的钢轨廓型进行优化,结合钢轨磨损趋势优化打磨目标廓型[33],优化后的打磨目标廓型降低了材料去除量的要求,可提高钢轨打磨效率。
由打磨模式确定的钢轨打磨目标廓型,是由打磨工具与钢轨干涉形成的若干折线段包络而成,分析对应的轮轨关系可为打磨模式提供打磨廓型的误差许可范围;由于钢轨表面金属材料的黏附和塑性形变,使得打磨工具的布置方式和作业顺序影响着钢轨的打磨廓型,优化打磨工具的作业顺序可完善打磨模式;借助钢轨打磨现场经验,开发与钢轨材质、线路路况、打磨廓型等多个因素相关的打磨模式,可逐步降低对打磨经验的依靠程度。因此,打磨模式的后续研究需以钢轨目标廓型的打磨需求为出发点,量化打磨模式所致的钢轨廓型误差,在满足轮轨关系的基础上,结合钢轨的病害萌生位置、磨损趋势和轮轨关系建立钢轨打磨目标廓型库,获取打磨模式与目标廓型的对应关系,能够根据不同原则,如效率优先、精度优先或成本优先等,自动选择钢轨打磨所需的打磨模式。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.5 打磨周期
钢轨打磨周期是指钢轨打磨作业时间间隔的衡量依据,需根据线路路况和维护目的而定,不同线路对列车运行稳定性、振动和噪声的影响不同,其打磨周期也存在区别。
目前,我国设定钢轨打磨周期主要依赖钢轨打磨的现场经验,尚未以钢轨病害发展规律指导打磨周期的设定。京沪高速铁路开通前,利用高速打磨列车对钢轨进行了预打磨,开通后每年进行2次预防性打磨,并根据区域客运量进行调整。根据京津城际铁路线路运营的跟踪观测结果,周清跃等󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[1]建议我国高速铁路的钢轨打磨周期为每30~50Mt通过总重打磨1次,无砟轨道取上限,有砟轨道取下线,临时发现病害影响列车运行时应尽快实施打磨作业。
国外确定打磨周期可参考的工程经验较多,根据线路路况的具体特征(路基情况、线路半径、周边环境)和钢轨材质,以钢轨通过总重作为打磨周期的制定标准。文献[2]总结了日本、北美和澳大利亚等国家或区域钢轨打磨周期的确定依据,列出了澳大利亚2003年不同铁路线路上运用的不同类型钢轨预防性打磨1次时的通过总重,与披露的相同铁路线路上2013年数据󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[34]对比,结果见表3
表3 澳大利亚2013 (2003)年不同铁路线路上的不同类型钢轨预防性打磨1次时的通过总重Mt
| 线路曲线半径R/m | 重载货运专线 | 一般货运线 | 客运专线 | |||
| 标准钢轨 | 硬质钢轨 | 标准钢轨 | 硬质钢轨 | 标准钢轨 | 硬质钢轨 | |
| R≤450 | (5) | 20(10) | 15(10) | 20(15) | 20(10) | 30(20) |
| 450<R≤1000 | 10(10) | 20(20) | 15(10~15) | 20(25) | 20(15~20) | 30(25~30) |
| R>1 | 20(15~20) | 30(30~40) | 25(15~25) | 35(35~45) | 30(20~25) | 40(35~50) |
表3中:按曲线半径划分的线路区间由文献[2]中的5个变为文献[34]中的3个,打磨周期的通用性提高;2013年实施的打磨周期较2003年普遍延长,尤其是小半径曲线路段的改善效果更为明显,较10年前的打磨周期平均延长30%左右,节约了钢轨维护成本;同时文献[34]还指出:道岔的打磨周期为通过总重8~25Mt之间,可根据道岔类型和运行环境确定。随着钢轨打磨技术的发展,打磨周期在不同线路呈现动态延长的趋势。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
影响钢轨打磨周期的因素较多,如钢轨材质、行车密度、行车速度、线路曲线半径和自然环境等,可结合通过总重的现有依据和钢轨病害预测方法分类制定相应的钢轨打磨周期,并研究打磨周期对钢轨潜在服役寿命的影响,防止钢轨打磨中的“过维护”和“欠维护”而缩短钢轨总体预期寿命。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
针对我国的列车运行密度大、“天窗时间”短、线路客货两用等实际特点,建立区域线路打磨周期的长期规划尤为重要,可充分发挥钢轨打磨的潜在作用,最大程度节约钢轨维护成本。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 钢轨打磨的质量评价
钢轨打磨质量评价标准是衡量打磨作业优劣、优化打磨作业和开发打磨技术的依据,它直接影响着列车运行的稳定性及打磨周期的规划。
针对打磨后的钢轨表面纵向波段[33],规定其峰峰高度差在波长小于1m时应不超过0.01mm、波长超过1m时应小于0.1mm,且测量数据具有95%置信区间,则可评定打磨作业的质量为合格。
此外,铁路运营公司以其提出的目标廓型作为衡量钢轨打磨后廓型的评价依据,如德国铁路运营公司规定以60E2钢轨廓型为钢轨打磨后的目标廓型,在此基础上允许0.02mm的浮动。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表面粗糙度也是衡量钢轨打磨质量的一个重要参量。若钢轨表面过于粗糙,将增大轮轨之间的摩擦力,使整车受到的侧向力增加,倾覆系数变大,增加安全隐患。若钢轨表面过于光滑,势必增加线路维护成本,且钢轨表面粗糙度达到一定值后,继续降低对改善轮轨关系无实质性帮助。通常沿钢轨纵向取多个采样点进行测量,普通铁路的测量取样距离为200~500m,高速铁路的则缩短为50m,要求90%测量点的表面粗糙度小于10μm。钢轨表面打磨面宽度是衡量钢轨打磨表面质量的另一个重要参量,为打磨工具与钢轨干涉后的表面宽度。图6给出了重载铁路和客运专线的钢轨打磨面宽度衡量标准。由图看出:该标准针对钢轨截面的不同区域定义了相应的衡量基准值,且打磨面宽度可在基准值基础上有25%的浮动范围。若钢轨打磨面的宽度过小,则表面金属材料去除量低,达不到预期的打磨要求;若宽度过大,则会烧伤钢轨表面,且影响轮轨关系。只有综合打磨模式和打磨工艺参数,控制钢轨表面打磨面宽度,才可间接保证打磨质量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
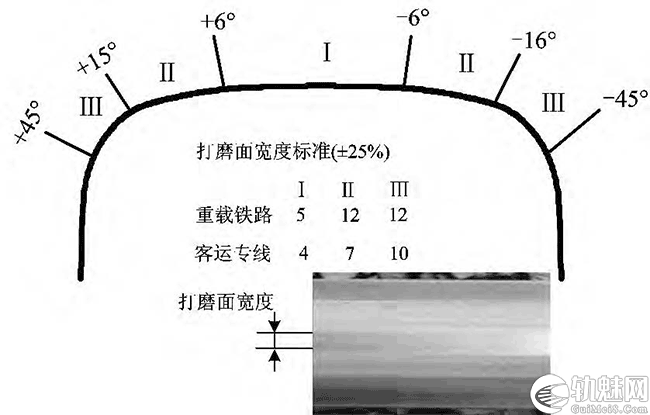
图6 钢轨打磨后打磨面宽度的衡量标准
我国还专门制定了钢轨预防性打磨的评价依据[35],规定重载铁路的钢轨打磨廓型波动值应小于0.027mm,高速铁路所允许的最大值为0.01mm;在直线路段,要求重载铁路的钢轨打磨面宽度在轨距转角处小于5mm及在轨顶处小于8mm、高速铁路的钢轨打磨面宽度在轨距转角处小于3mm及在轨顶处小于5mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
上述的钢轨打磨质量评价标准皆针对包络式打磨制定,部分标准也适用于轮廓式打磨,如纵向波动、廓型误差、表面粗糙度等,但打磨面宽度不能评价轮廓式打磨。因此,针对轮廓式打磨给出其作业能力和效果的衡量依据是完善钢轨高速打磨技术的必要内容。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4 钢轨打磨的发展趋势
4.1 钢轨打磨作业的智能化
智能化打磨是打磨模式的进一步发展,通过比较钢轨当前廓型与目标廓型的差异,自动生成打磨工具的布置方式和执行参数,使打磨后的钢轨截面最大限度地逼近目标廓型,减少打磨遍数。目前钢轨维护中采用打磨模式的数目固定,常通过微调打磨角度和功率来实现打磨目标廓型,单次打磨作业需打磨钢轨2~5遍才能完成线路维护需求,增加了维护的成本。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
智能化打磨借助于钢轨廓型的测量和处理系统,能够实时采集打磨作业前后的钢轨廓型并指导作业实施。其关键技术有:①钢轨廓型测量和数据处理技术,要求其能够快速、准确地反映打磨后的钢轨廓型,量化当前廓型与目标廓型的差异;②通过研究打磨机理建立许用的打磨工艺参数库,确保智能化系统能自动生成安全的打磨执行参数库,防止事故和意外的发生。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.2 钢轨打磨信息的集成化
打磨管理数据库是钢轨打磨作业信息输入和输出的集中体现,打磨管理是指钢轨维护中打磨计划的制订、打磨方案的执行及打磨质量的反馈,而打磨数据库是为协调打磨周期、打磨策略和打磨质量等问题建立的统一管理平台。结合线路特征划分管理区域,以兼顾高效率和低成本为打磨原则,建立轨道运营和维护数据库,可系统地指导打磨作业的实施。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
打磨管理数据库的输入元素分为不变因素和可变因素,通过检测钢轨病害及分析打磨过程不断充实数据库的信息量,并将工程人员的实际经验集成于数据库中。当其完善到一定程度后,可通过信息输出指导打磨策略的选择和打磨方案的制订,防止钢轨打磨中“过维护”和“欠维护”情况的出现,最大程度发挥钢轨打磨的作用。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.3 钢轨打磨装备的柔性化
随着对钢轨打磨意义研究的深入,在轨道交通领域拓展打磨技术应用范围是必然趋势,从效益角度看,对打磨装备的要求须由“作业能力”转变为“质量优劣”,而不同线路和特有路况提高了对打磨装备的通用性要求。研究钢轨打磨理论的出发点是为了使打磨技术更好地为线路维护服务,而通过打磨装备才能将研究成果具体呈现出来,提高打磨装备的柔性化才可满足轨道维护的新要求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5 结 语
本文介绍了钢轨病害预测方法、钢轨打磨机理以及打磨的必要性,给出了钢轨打磨策略转变的依据和意义,建议研究30~80km·h-1高速打磨技术并开发新型打磨工具以提高打磨效率,结合预防性打磨与打磨周期之间的联系对铁路运营的经济效益性开展研究,建立包络式和轮廓式交替打磨的钢轨维护方式,细化打磨模式以满足所设计目标廓型的打磨要求,制定轮廓式打磨的质量评价标准,科学规划打磨周期以降低钢轨维护成本,为发挥钢轨打磨技术的潜在作用提供了研究方向。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
同时文中给出了指导高速铁路预防性打磨的部分数据:钢轨打磨量降低为0.1~0.2mm,打磨周期缩短为原来的1/4,每年需进行2次打磨作业且表面测量采样距离应小于50m,90%采样点的表面粗糙度应小于10μm,打磨廓型误差小于0.01mm,1m内的钢轨表面纵向波段的峰峰高度差应小于0.01mm,大于1m 的波段下此值应小于0.1mm,为后续研究和开发钢轨打磨技术提供了数据支持。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源:
原文名称:钢轨打磨技术现状和发展趋势
作者信息:刘月明,李建勇,蔡永林,聂蒙
期刊信息:中国铁道科学 ,2004年02期
参考文献:[s][p]
- [1] 周清跃,田常海,张银花,等.高速铁路钢轨打磨关键技术研究[J].中国铁道科,2012,33 (2):66-70.(ZHOU Qingyue,TIAN Changhai,ZHANG Yinhua,et al.Research on Key Rail Grinding Technology of High-Speed Railway [J].China Railway Science,2012,33 (2):66-70.in Chinese)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [2] 金学松,杜星,郭俊,等.钢轨打磨技术研究进展[J].西南交通大学学报,2010,45 (1):1-11.(JIN Xuesong,DU Xing,GUO Jun,et al.State of Arts of Research on Rail Grinding [J].Journal of SouthwestJiaotong University,2010,45 (1):1-11.in Chinese)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [3] 郭福安,张梅.客运专线钢轨打磨的思考[J].中国铁路,2008 (3):53-54.(GUO Fuan,ZHANG Mei.Consideration into Rail Grinding for Passenger Transit Line [J].China Railways,2008(3):53-54.in Chinese)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [4] EKBERG A,KABO E.Fatigue of Railway Wheels and Rails under Rolling Contact and Thermal Loading—an Overview[J].Wear,2005,258 (7/8):1288-1300.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [5] CANNON D F,EDEL K O,GRASSIE S L,et al.Rail Defects:an Overview [J].Fatigue & Fracture of Engineering Materials &Structures,2003,26 (10):865-886.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [6] 郭战伟.基于轮轨蠕滑最小化的钢轨打磨研究[J].中国铁道科学,2011,32 (6):9-15.(GUO Zhanwei.Study of Rail Grinding Based on Wheel Rail Creep Minimization [J].China Railway Science,2011,32 (6):9-15.in Chinese)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [7] 郑树彬,柴晓冬,安小雪,等.基于动态模板的钢轨磨耗测量方法研究[J].中国铁道科学,2013,34 (2):7-12.(ZHENG Shubin,CHAI Xiaodong,AN Xiaoxue,et al.Rail Wear Measuring Method Based on Dynamic Template[J].China Railway Science,2013,34 (2):7-12.in Chinese)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [8] SATOH Y,IWAFUCHI K.Effect of Rail Grinding on Rolling Contact Fatigue in Railway Rail Used in ConventionalLine in Japan [J].Wear,2008,265 (9/10):1342-1348.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [9] JIN Xuesong,XIAO Xinbiao,WEN Zefeng,et al.An Investigation into the Effect of Train Curving on Wear andContact Stresses of Wheel and Rail[J].Tribology International,2009,42 (3):475-490.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [10] TYFOUR W R.Predicting the Effect of Grinding Corrugated Rail Surface on the Wear Behavior of Pearlitic Rail Steel[J].Tribology Letters,2008,29 (3):229-234.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [11] 智少丹,李建勇,樊文刚,等.钢轨打磨接触线模型研究[J].铁道学报,2013,35 (10):94-99.(ZHI Shaodan,LI Jianyong,FAN Wengang,et al.Research on Contact Line Model for Rail Grinding [J].Journalof the China Railway Society,2013,35 (10):94-99.in Chinese)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [12] MAGEL E,RONEY M,KALOUSEK J,et al.The Blending of Theory and Practice in Modern Rail Grinding [J].Fatigue &Fracture of Engineering Materials &Structures,2003,26 (10):921-929.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [13] ZAREMBSKI A M,HAGAN B.Effectiveness of High Speed Rail Grinding on Metal Removal and Grinding Productivity[R].New Jersey:A Harsco Rail Business Unit,2011:8-15.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [14] PETER Sroba,ERIC Magel.Preventive Grinding Moves into the 21st Century on Canadian Pacific Railway [C/OL]//Centre for Surface Transportation Technology National Research Council of Canada,2001 [2013-11-30].󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹http://www.arema.org/eseries/scriptcontent/custom/e_arema/library.
- [15] VENKATARAMI Reddy,GOPI Chattopadhyay,PER-OLOF Larsson-Kraik.Technical Vs Economical Decisions:Case Study on Preventive Rail Grinding [C]//Proceedings of the Fifth Asia Pacific Industrial Engineering and Management Systems Conference.Brisbance:Queensland University of Technology,2004.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [16] ZAREMBSKI Allan M,PALESE Joseph.Does Rail Grinding Reduce Rail Defects?[J].Railway Track and Structures,2011,107 (2):32-35.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [17] VOSSLOH Rail Services GmbH.High Speed Grinding:Preventative Rail Grinding in Sync with Your Timetable[EB/OL].German:Vossloh Rail Services GmbH,2012 [2013-11-30].󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹http://www.vossloh-rail-services.com.
- [18] 株洲时代电子技术有限公司,株洲南车时代电气股份有限公司.一种钢轨打磨车优化打磨方法:中国,CN103343497A [P].2013-10-09.
- [19] 蔡昌胜,方健康,张文丽.钢轨在线铣磨维护技术分析与研究[J].铁道建筑,2012 (9):119-121.(CAI Changsheng,FANG Jiankang,ZHANG Wenli.Analysis and Study on in-Field Rail Milling GrindingTechnology [J].Railway Engineering,2012 (9):119-121.in Chinese)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [20] CHRISTOPHE Williams.Rail Grinding Machine:United States,US4768312 [P].1988-09-06.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [21] 施塔尔贝格·伦施有限及两合公司.通过圆周磨削加工钢轨的滑动面的设备:中国,CN1759219 [P].2006-04-12.
- [22] NATH L,KUMAR A.Rail Grinding Necessity on Indian Railways [EB/OL].Indian:Pozyskany,2013 [2013-11-31].󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹http://www.wiki.incrisin.gov.inf…rail grinding.
- [23] SMITH K.Grinding at Speed [EB/OL].German:Vossloh Rail Services,2011 [2013-11-31].󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹http://www.vossloh-rail-services.com.
- [24] SROBA P,RONEY M.Rail Grinding Best Practices [EB/OL].Canada:Centre for Surface Transportation Technology National Research Council of Canada,2003 [2013-11-31].󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹http://www.arema.org/files/library.
- [25] 李海滨,孙青.96头钢轨打磨列车制造工艺过程研究[J].铁道机车车辆,2012,32 (1):45-50.(LI Haibin,SUN Qing.Manufacture and Technology Research for 96-Stone Rail Grinding Train [J].Railway Locomotive &Car,2012,32 (1):45-50.in Chinese)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [26] ANAMI T.Preventive Rail Grinding Strategy Adopted on Shinkansen Lines of JR East[J].Rail Engineering International,2004,33 (2):10-12.󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [27] 四川西南交大铁路发展有限公司.一种被动打磨钢轨的实验台:中国,CN203191271U [P].2013-09-11.
- [28] 贾怀珍,蔡永林,崔宁宁,等.钢轨打磨量的分析计算[J].中国铁路,2013 (2):56-58.(JIA Huaizhen,CAI Yonglin,CUI Ningning,et al.Analysis of Cutting Depth in Rail Grinding [J].China Railways,2013 (2):56-58.in Chinese)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
- [29] 朱建华.高铁钢轨预打磨工艺的探讨[J].企业技术开发,2012,31 (34):77-79.
[/p]



👍