一、适用范围
1.线上钢轨轨端剥落掉块及踏面低塌伤损需要焊补修复。
2.焊缝、贝氏体钢轨及允许速度V>200km/h线路,严禁焊补钢轨。
二、标准和质量要求
1.焊补并经仿形打磨机打磨后应达到平顺,无气孔、裂纹、夹渣和咬边等缺陷,用1米直尺检测,焊补处允许凸出不超过0.2mm,但不得低凹,否则须重焊。
2.线上钢轨焊补的环境温度不得低于10℃,轨温低于15℃或雨天、雾天及超过四级风以上天气不准施焊。
3.用探伤仪检查,不得有内伤。
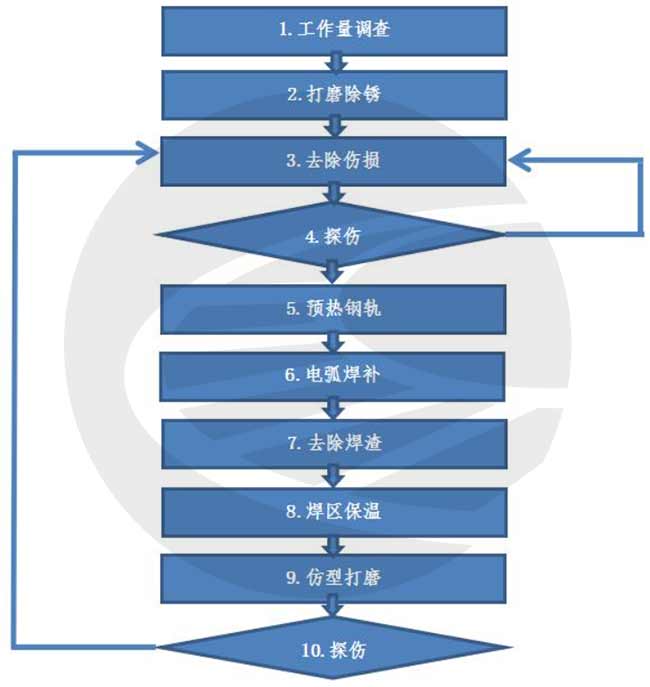
三、作业流程图
四、程序及要领
1.工作量调查。对作业区段进行焊前调查,确认伤损部位、伤损程度、焊补工作量,编制作业计划。
2.焊前整备。线路工区必须在焊前消除需焊补钢轨地段的暗坑、空吊等病害、焊前要用钢轨探伤仪检查,在确认没有内伤的情况下才能焊补,检查焊补设备、机具是否齐全、完好、焊条不应污染或受潮。焊条在使用前应在200℃~250℃温度下进行1h~2h的烘焙,降至100度时装入焊条干燥筒内,在24h以内使用。采用密封保存的焊条开封后的24h内可直接使用。焊中应脱渣性能良好,如有断弧、气孔、药皮严重偏心、裂纹等缺陷不得使用。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.打磨除锈。清除待焊部位的油污和铁锈,用角向磨光机彻底磨掉微裂纹和硬化层,露出金属光泽,打磨连接处要平顺过渡。
4.去除伤损。钢轨接头同时出现擦伤、磨耗、低塌和掉块等缺陷时,应先处理擦伤和掉块,如凹坑过深伤损严重,需要打磨的宽度接近整个轨顶面,一次作业不能完成时,可先打磨轨头宽的2/3,待焊好轨头1/2宽度后,再磨掉剩余部分,继续焊补。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5.探伤。打磨后用磁力探伤或染色渗透法进行探伤,不得有细微裂纹,发现残余裂纹,应继续进行打磨,再探伤,直至确认没有任何裂纹,最后清除染色膜。
6.预热钢轨。对打磨后的焊补部位及两侧50mm范围内进行预热,用红外线测温仪检测达到350-400℃时开始施焊,全部施焊过程中其温度不得低于300℃,以确保热影响区不出现“马氏体”。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
7.电弧焊补。焊补电压、电流及焊宽要求如下:
①Φ3.2焊条:电压25-27V,电流100-130A,焊道宽度9-11mm,焊道叠量1/2焊道宽。
②Φ4.0焊条:电压25-27V,电流130-160A,焊道宽度及焊道叠量同Φ3.2焊条。
起引弧点应在焊补区域内,待电弧点燃后,再回至起焊点开始堆焊,不得在轨面或钢轨其他部位任意敲击引弧,收弧也要回到焊补区域内的焊着金属上,弧坑要填充饱满,不允许有咬边、夹渣、气孔等缺陷出现。在焊补过程中,发现有咬边现象,可立即用后一焊道补满,焊补顺序由浅入深(由深到浅),从轨面内侧依次向外堆焊,施焊方向为逆列车运行方向,每次焊补长度不超过150mm,如焊补区域过长,可分多次焊补,待上次缓冷轨温正常后方可进行下次焊补。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
8.去除焊渣。施焊中,每一焊道焊完后,应清除干净熔渣和飞溅的金属粒。焊条如沾污油垢不许使用。
9.焊区保温。焊补后立即进行缓冷处理,用隔热材料制成的保温设备盖在焊补部位,降至100℃以下再撤除保温设备。
10.仿型打磨。冷却后,用仿形打磨机沿钢轨纵向打磨,往复移动,用力均匀,避免用力过大造成轨面升温变蓝,打磨后焊补部位应与原钢轨断面相一致,不准有凸起或不平顺,打磨平顺后,用磁力探伤或着色探伤,对焊补质量再进行一次检验,合格后填写探伤记录。最后在焊补处所作标记,并填写焊补记录。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
11.探伤。打磨后用磁力探伤或染色渗透法进行探伤,不得有细微裂纹,发现残余裂纹,应继续进行打磨,再探伤,直至确认没有任何裂纹,最后清除染色膜。
五、工、器、机具及材料
1.工具:小锤、加热器、铜板、喷灯、铁锹。
2.器具:一米平尺、塞尺、红外测温仪、灭火器、电焊起岸、电焊帽、焊把线。
3.机具:发电机、角磨机、电焊机、仿型打磨机、探伤仪。
4.材料:TYD-360焊条、角磨片、切割片、碗式砂轮、汽油、显影剂、探伤剂、丙烷、氧气。
六、安全风险提示
1.作业人员必须经培训,考试合格,持证上岗。
2.线上钢轨焊补的环境温度不得低于10℃,轨温低于15℃或雨天、雾天及超过四级风以上天气不准施焊。
3.作业人员应按规定配戴好防护用品,使用砂轮机打磨时,人员要避开砂轮片的切线方向,以免破碎的砂轮片飞出伤人。
4.电焊机应采取接地措施,检查搭铁线是否搭在被焊体上,严谨搭在另一股钢轨上或绝缘接头另一端,并不准跨越其它联接件,防止造成联电事故和人员触电灼伤。
5.电焊手把线和搭铁线要捆绑在一起,穿越枕盒时,钢轨下面的电缆要盖上绝缘盖板。搭铁线端头和电焊钳分开最大距离不大于1.2m,以防两钢轨间联电。打磨机的电源线也照此办理。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
6.携带防火、灭火设备,注意防火。
7.有轨道电路地段,应通知电务人员配合,防止焊补时损坏或影响其设备。电气化区段应有供电部门配合,焊补作业时要与电气化铁路的带电部件,必须保持2米以上的安全距离,以防电伤。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


