
概述:大修更换钢轨及铺设无缝线路施工中,钢轨是最为重要的材料之一,其费用约占大修总成本的85%。由于施工条件的限制,钢轨在使用过程中必然会出现损耗,本文主要从大修钢轨轨种的选择,无缝线路设计,换轨施工方法以及钢轨再利用几个方面进行进行分析,总结出将钢轨的损耗降至最低的几点做法。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
一、大修钢轨厂内焊接轨种的选择
钢轨材质的选择:以北京局举例,其主要使用的有包钢U75V、包钢U71Mnk、攀钢PG4等轨种,每种材质钢轨的单价相差很大。根据不同的线路条件选择不同的轨种,可以从源头上控制大修的成本支出。如在运量不大,通过轴重不高的线路采用普通轨种,而只在重载线路及山区小半径曲线较多等特殊线路下采用一些高硬度的轨种。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
钢轨轨型的选择:目前国内钢厂出厂的钢轨分为百米轨(指100m定尺轨,下同)和标准轨(指25m标准轨,下同)两种,而两种轨的出厂单价也相差较大。以2009年包钢出厂的U75V钢轨为例,百米轨的单价为5450元/吨,而同等材质的标准轨单价为4650元/吨,使用标准轨较百米轨每公里可节约成本约10万 元。目前北京局在“四大干线”上已全部采用百米定尺轨,而在其它线路上应尽量选用标准轨焊接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
可以看到虽然在厂内焊接时,每根成品长轨条在使用标准轨会时,比使用百米轨多出30个电阻焊头,但是其成本支出远小于钢轨支出成本。
由于百米定尺轨的使用量大,在以下的内容中均以百米轨定尺轨为例进行研究。
二、无缝线路设计思路的改变
正确合理的选择钢轨轨种后,就要进行厂内电阻焊接。厂内焊接是根据设计文件要求的长度,将百米轨焊接成长轨条。根据调查,目前钢轨焊接生产在设计及厂内焊接过程中存在以下三个问题:如图1(a)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
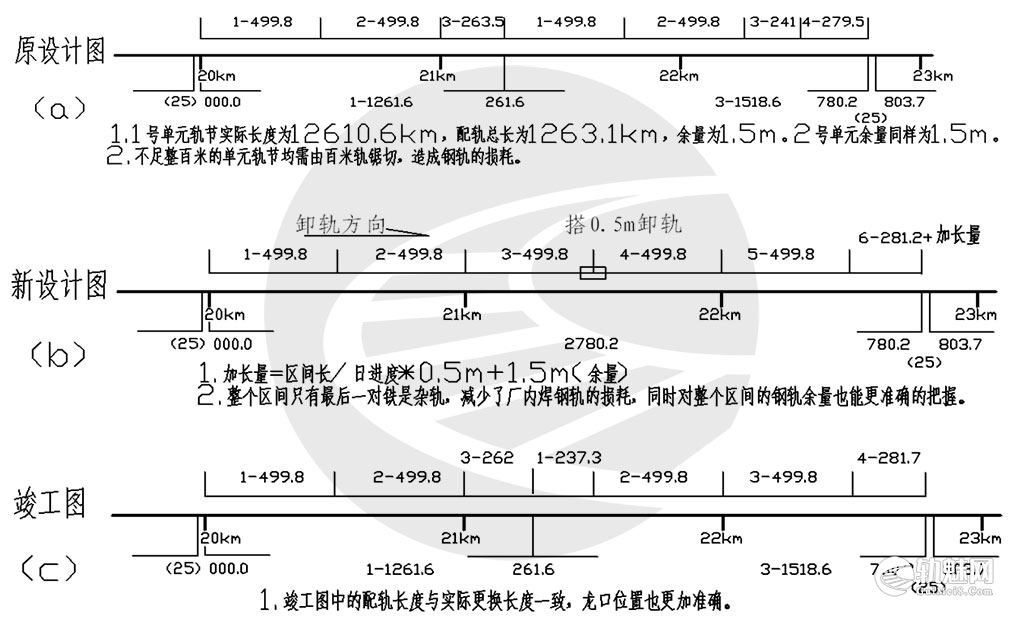
1、使用百米定尺轨配轨时造成钢轨损耗。在设计过程中由于受到既有线路条件的限制,如曲线、桥梁等。在长轨条的设计方面经常出现杂轨,即轨条长度不足100m的整倍数。在实际生产中,就需要把百米定尺轨锯切下合适的长度用于配轨,其剩下的部分用于岔区短轨等,但仍会有一部分钢轨由于长度不合适而无法使用,必然造成钢轨的损耗。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2、施工中轨条余量较大。为了在特殊情况下保证施工顺利完成。设计部门在设计单元轨节时会增加一定的冗余量,一般情况下每一单元轨节有1.5米的冗余量。在厂内焊接生产中,焊轨基地为保证施工中钢轨有足够的长度进行应急处理,其在设计文件的长度上酌情再次增加一部分余量。这样在实际换轨施工中经常出现钢轨余量较大的情况,造成了钢轨的浪费。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3、设计图与竣工图不符。焊轨基地虽然是按照设计的单元轨节进行焊接,但在实际施工作业中,受天窗时间不足、恶劣天气及施工人员机具等因素的影响,造成无法按设计的单元轨节长度进行更换,即龙口位置与原设计图不符。同时由于设计自身的原因,造成设计图中单元轨节中的部分长轨条与实际更换后的长度不符。如图1(a)中1号单元轨节3号长轨条,设计长度为263.5m,实际更换长度为262m。这种情况下原设计图不能代替竣工图,同时也造成了工务部门日后对无缝线路的维修养护的不便。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
要解决以上存在的三个问题,必须改变固有的设计思想,采用新设计方法。新的设计方法是,在无缝线路设计时,针对线路条件较好的地段,特别是主要干线或是经过曲线改造的线路上,应在一个区间中全部使用500m长轨条进行设计,只在靠近车站一端的龙口使用一根不足整百米的杂轨。如图1(b)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
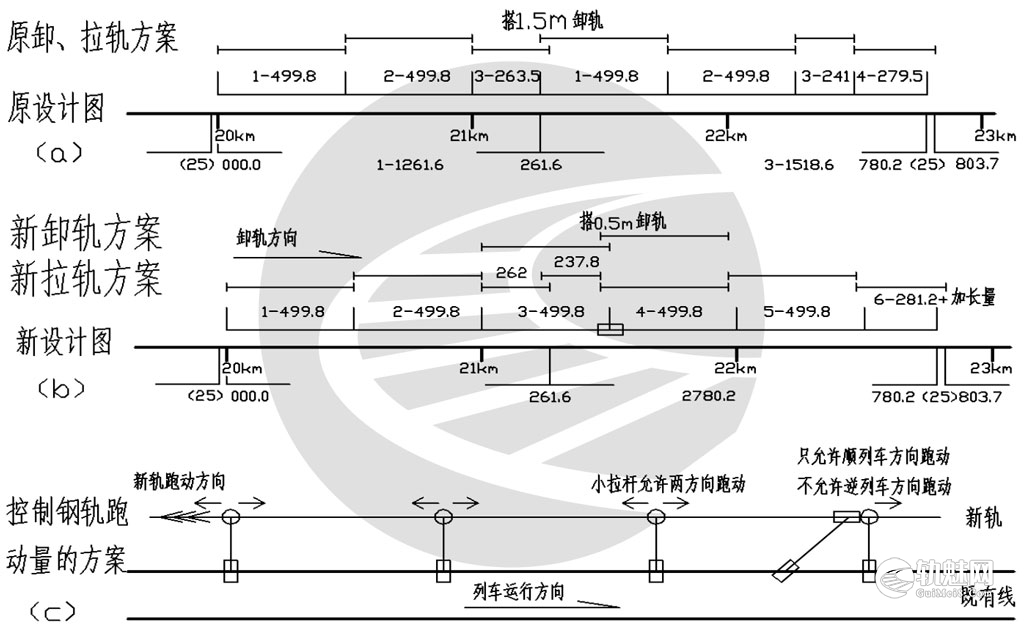
在施工中由施工部门根据遇到的实际情况选择合适的龙口位置,将其中的一段500m轨条锯切成两部分进行施工。如图2(b)。
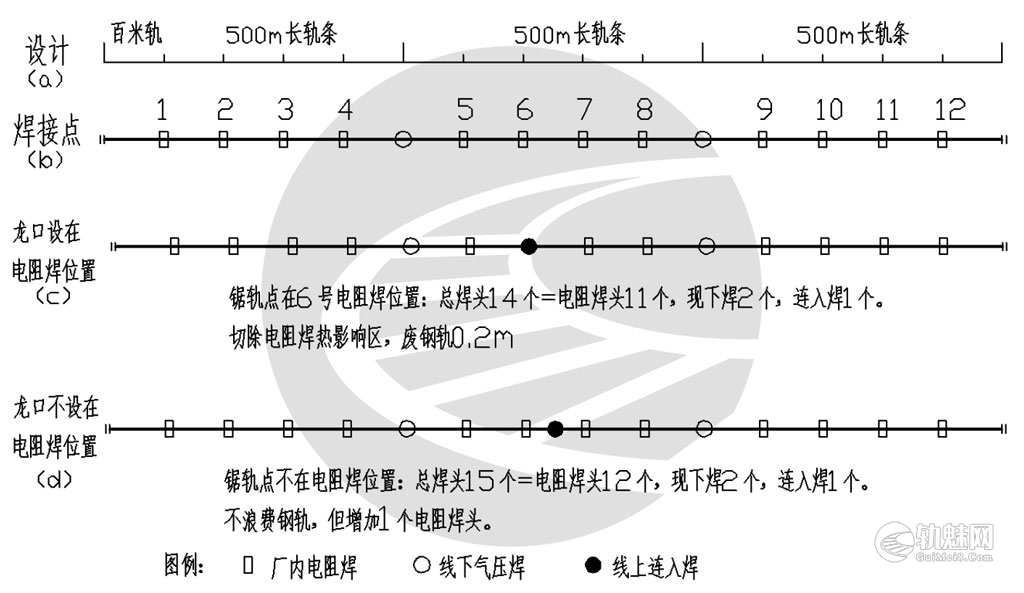
龙口位置有两个地方可供选择。
一处是选择电阻焊头位置锯轨,如图3(c)。这样要切除一部分电阻焊热影响区,约有200mm左右。在此位置切轨,没有增加整个范围内的焊头总数量,只是把一个电阻焊变成了连入焊,但却浪费了一部分钢轨并且浪费了一个电阻焊头。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
另一处是不在电阻焊头位置锯轨,如图3(d)。在此位置切轨,会增加整个范围内的焊头总数量。但一个区间多出的焊头总量并不多,一般在最不利情况下也只有多出6-10个焊头,且增加的也是电阻焊头,气压焊头并没有增加。同时没有造成厂内焊头的损失,也节约了钢轨。因此在条件许可的情况下,龙口位置应设在电阻焊头以外。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
采用新的设计方案后,(由于)一个区间只有一段钢轨是杂轨,这对于整个区间的钢轨总余量有了一个比较精确的控制。图1(b)中,\(加长量=\frac{区间长度(km)}{0.5km}\times 0.5m\times1.5m\)。公式前项为钢轨必然损耗,最后一项为设计冗余量1.5m。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
采用新的设计方案后,由于施工龙口位置是由施工部门与工务部门在施工过程中确定的,因此不能以设计图代替竣工图。必须是在施工前有《施工设计图》,施工后有《工程竣工图》。如图1(c)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
综合以上观点,改变设计方法后,主要有以下几点好处:①便于施工部门根据施工条件灵活的调整施工进度。②减少在厂内配轨中钢轨的损耗。③厂内焊接对配轨的要求降低,即先焊接500m整轨条,一个区间只配一对杂轨即可。④厂内焊接时更加灵活,使用承轨台的效率更高。⑤由于500m轨条的增多,在长轨运输时可装满车,提高了运输效率。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
运用新的设计方法,使用新的设计图必须要考虑到在现场拉轨工作中拉轨量的控制。
原设计图中全部按设计位置卸轨和拉轨即可,如图2(a)。而新设计图中如果全部按对头卸轨,则会造成在一个龙口之后的所有长轨条,均需向前至少拉0.5m。造成的原因在于,在施工中必须将其中的一段500m轨条锯开设为龙口,而龙口至少要搭0.5m(上一龙口的螺栓孔的长度)的长度,在遇到多处龙口后拉轨量会以0.5m的倍数增大。改进办法是在新设计图中在每隔一定距离(距离的长度取决于日进度)设一搭接位置。如图1(b)中符号 表示在3号长轨条与4号长轨条之间搭0.5m。如图2(b)卸轨时3号长轨条与4号长轨条搭0.5m,而在拉轨时只需将切下的长度为237.8m的钢轨拉0.5m即可(仍在20.261km处设龙口)。避免了4号长轨条及其后的长轨条的拉动。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
卸轨问题解决后,在卸轨后与线下焊接前钢轨会有较大的跑动量。经过分析,钢轨放置线路两侧时,钢轨自然的跑动方向是逆列车运行方向的,钢轨放置在枕木头时会比放置在碴肩跑动量大,随着放置时间的增长,跑动量也随之增大。放置一个月以上时,有时需要的拉轨量会达到10多米,大大增加了拉轨的工作量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
解决钢轨跑动的办法是,可在每一长轨条(的)终点方向(施工中以顺列车运行方向为正方向)的位置,除加装小拉杆外在其斜向位置再装一特制小拉杆,如图2(c)用以控制钢轨的跑动量,即不允许或让其有很小的跑动量,这样在拉轨时减少了工作量,同时在两单元轨节间搭很少的情况下也保证有足够的搭接量用于紧急处理。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
三、改变既有的施工方法
在换轨施工时施工部门根据线路条件、实际轨温、封闭时间、人员机具等(不同的)情况,采用不同的方法进行施工。主要的施工方法有“起点搭茬、终点拉伸”、“起点拉伸、终点搭茬”、“起终点拉伸”、“起点连入,终点搭茬”、“起点连入、终点拉伸”等施工方法。目前根据轨温的不同,普遍使用的是“起点连入,终点拉伸”或“起点连入,终点搭茬”的方法,施工方法虽不同,但基本上对钢轨的使用均存在一定的浪费。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
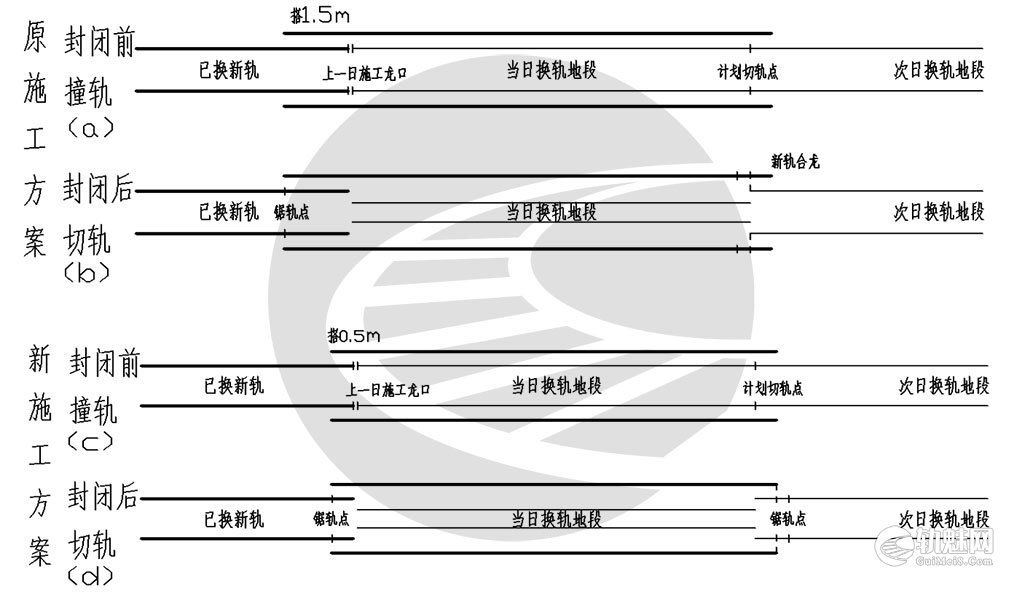
以最常用的“起点连入、终点拉伸”的施工方法,说明钢轨浪费的关键所在,如图4(a)(b):
1.在换轨起点,待换新轨与已换新轨在正常情况下搭接量较大,一般均在1m-2m以上,多时达到3m-4m。封闭前处理好待换新轨端面,封闭后直接在对应位置切除线上的新轨(螺栓孔的长度)。这样做就等于将已换上的新轨切下去了好几米,实际上只需要切除最多500mm的距离即可。分析起点之所以搭很多的原因,是在于施工负责人考虑到出现施工意外的情况下有足够的条件保证施工顺利进行,同时这样做也大大减少了换轨时的撞轨量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.在换轨终点,封闭前已经确认旧轨锯轨位置,一封闭就可以直接锯下旧轨并打眼,这时新轨必须要与旧轨位置相搭,且基本上相搭量在0.5m-1m间,新轨全部到位后,根据拉伸量锯切新轨(俗称新轨合龙),这样最少会浪费近1m左右的钢轨。分析原因发现,施工负责人之所以采用这种方法进行施工,主要原因是在于封闭后可以很快的速度将旧轨龙口做好,不必等新轨条到位后再进行锯轨,节省了部分时间,有时甚至将旧轨的螺栓孔也提前打好,进一步节约了施工封闭时间。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
施工方法中的细节决定了钢轨浪费的程度,要分别改变起终点的施工方法,如图4(c)(d):
1.在换轨起点,每次只搭接0.5m的距离,这样在施工中要精确计算,将钢轨提前撞到位置并进行一定的加固,保证钢轨位置偏差在允许的范围内。
2.在换轨终点,尽量不锯新轨(轨头找方除外),而采用新轨到位后,根据拉伸量再锯旧轨(俗称旧轨合龙)的施工方法。虽然这样做施工时间方面受到较大的影响,但对于钢轨的节约起到了很大的作用。这是解决钢轨浪费的最为关键的步骤,也是目前现场钢轨浪费最为严重的一个环节。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
施工起点减少搭接量,终点由新轨合龙改为旧轨合龙的关键在于施工负责人的指挥。由于目前施工负责人不满足于安全百分之百的要求,片面的追求百分之二百或百分之三百的安全余量,这样对于现场钢轨的浪费已经不在考虑的范围内了。所以要改变施工方法首先是解决施工负责人的的思想问题,这是避免钢轨浪费的最为关键的一个环节。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
四、钢轨的再利用
对于现场锯下的钢轨,有两种途径进行处理,一是钢轨长度能达到1.5m时,用于进行焊接试验的试验轨。对于更短的钢轨在焊接培训中用于焊接练习,随着练习焊接次数的增多,焊接的钢轨也不断增长,当达到一定长度时,也可将其用于改造焊轨基地的线路。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
综上所述,要避免大修换轨中对钢轨的浪费,就必须从轨种的选择、无缝线路设计及施工方法上进行不断的完善,在不断的完善中提高钢轨的使用效率,节约资源,为铁路的发展做出更大的贡献。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹



赞