在铁路线路中,道岔作为列车转向的关键设备,由基本轨、尖轨、翼轨等轨件精密加工组装而成,这些轨件构成了道岔的核心结构。轨件制造中的倒棱倒圆虽然事小,却至关重要——若处理不当,易埋下断轨隐患,不仅会缩短道岔服役时长,严重时更可能引发重大安全事故。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

1 倒棱倒圆不规范的危害
1.1 孔周缺陷诱发应力集中断裂
若孔周倒棱倒圆角度、长度、位置不对,或孔周边存在未打磨干净的凹凸印字体,造成应力集中,会破坏材料表面应力分布均匀性,形成应力集中区域。在列车动态载荷作用下,该区域疲劳损伤可能加速累积,导致钢轨孔周边发生断裂。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2 尖角未倒圆引发轨件横向断裂
机加工轨件的尖角若未按图纸要求倒圆,会导致钢轨轨底与滑床台板硬接触,当钢轨向加工面侧倾斜时,尖角处挤压应力骤增,引发剧烈磨损与应力集中,进而萌生初始裂纹。裂纹在循环应力作用下逐步疲劳扩展,达到临界尺寸后突发脆性断裂,造成钢轨横向断裂失效。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 预防措施
2.1 技术要求精准实施
(1)执行标准清晰明确
依据《TB/T 3307.1 – 2020 高速铁路道岔制造技术条件第 1 部分:制造与组装》及《TB/T 3434 – 2016 CN 道岔制造技术条件》规定:孔加工粗糙度为 MRR Ramax12.5,加工后需按不小于 1mmx45° 倒棱或 R≥1mm 倒圆,且清除毛刺;钢轨件机加工部位按设计图倒棱或倒圆,无规定时按不小于 1mmx45° 倒棱或 R≥1mm 倒圆。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)依设计图纸精准操作
轨件不同加工区域,倒棱或倒圆要求不同。实际操作必须严格按设计图纸,对各区域精准处理,确保符合标准。
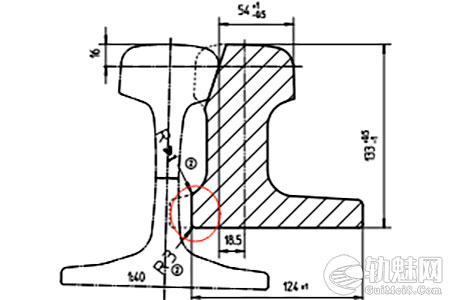
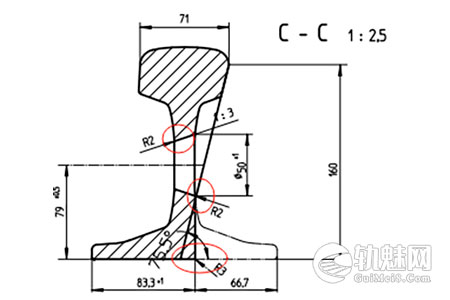
图二 图纸倒棱倒圆要求
(3)厂方工艺文件细化规定
针对孔周边凸印、凹印字体,厂方工艺文件规定:凸印不能影响配件安装及焊接前组对;凹印与安装孔相交处、顶弯处、间隔铁焊接区域必须打磨;孔倒角完成后,凸印、凹印打磨后要重新倒棱倒圆,保证质量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 检验规范严格执行
实际生产中,为保证轨件倒棱倒圆质量,需运用多种检测手段。
(1)倒角游标卡尺精准测量:用倒角游标卡尺精确测量,确保倒棱倒圆尺寸符合 1mmx45° 标准,保证角度和长度精准。
(2)R 规及样板严格把控:借助 R 规及样板检测,严格控制倒圆半径,满足标准、图纸及工艺文件要求。
(3)目检细致排查:通过目检,仔细查看轨件机加工部位及孔周倒角有无毛刺,孔周凹凸字体是否打磨干净,确认倒棱倒圆修复工作符合要求。


图三 采用样板及R规检测



沙发
倒棱确实是很有必要的
的确如此。
👍