一、适用范围
本作业指导书适用于数字化钢轨母材探伤仪的作业数据回放分析。
二、作业目的
本作业指导书主要是通过回放分析,监控作业质量、发现现场遗漏伤损、指导探伤作业。
三、作业条件
在规定的办公场所完成。
四、工具准备
安装有最新回放软件和时间冰点的分析仪。
五、数据回放要求
在回放过程中遇出波较杂的现场焊缝时必须使用“精确”显示,防止波形相互遮挡造成漏检,发现疑似伤损时至少要与前两个周期数据进行比对确认。回放完毕后,再利用回放软件中的“标记查找”功能,对焊缝的“*”标记进行一遍筛查,重点比对相邻焊缝轨底单通道出波异常情况。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
六、作业流程
1.数据下载:探伤每日作业完毕后应及时下载作业数据,对于在异地存放仪器的班组,还应采用“双U盘双机交叉下载”的方式进行下载,以确保数据下载万无一失。
2.仪器内部数据次日上道作业时再进行清零,以保证下载失败后还可以进行补救。
3.U盘数据保存到电脑硬盘后应对U盘定期格式化,以防止长期携带病毒。
4.下载后的数据复制到电脑硬盘后,应对该文件夹进行重命名,以防止重名覆盖。命名标准建议采用“(仪器号)—(年月日)–下载时间”样式。
5.有时因重复下载会导致文件夹内有两个“QC”全程记录文件,在判断清楚该文件属于相同作业数据后,可以对其中的一个“QC”文件进行删除。
6.如果发现文件夹内没有“MG”管理文件,应对该仪器作业数据进行再次下载。
7.数据保存采取“X年—X车间—(日期)—X工区—仪器串号”样式进行分级保存。保存期不少于两年,有利于对伤损的发展特点进行对比和掌握。
8.数据应保存在除C盘以外的其他硬盘上,严禁保存到电脑桌面及“我的文档”,以防止系统崩溃数据丢失。
9.数据回放:
(1)回放程序:
①用回放软件打开当日作业数据中的“QC”全程记录文件,然后点击工具栏中“管理报告”对当日作业时间、行别、距离、限速、是否超速、是否清零等情况进行分析。
②回放时先点击“拼”,只有在拼孔状态下,才能对除五通道以外的所有通道进行拼图,否则拼图功能中的所有可点击的按钮全部为“灰色”。
③.分析仪器串号、时间、行别、股别、方向、失检、轨型、区间(根据线路设备图)等参数设置是否正确,各通道的灵敏度是否得当。重点注意:各通道图形显示的颜色(不得选择与软件黑色背景接近不便于分辨的颜色,颜色调节在工具栏中“设置”—“拼图设置”,点击各通道颜色可以进行更换)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
④点击工具栏中“工具”选项—“dB全程变化曲线”观察每个通道的曲线图(5通道除外),是否符合集团公司规定“全程调节灵敏度不少于2次”。
⑤(点击“设置”选项—“数据选项及过滤设置”—在“数据筛选设置”中将70°设置为“3”,37°设置为“2”,0°设置为“2”。)
⑥各级数据回放员(回放中)每逢整公里位置处要打“阅”字标记;加固铝热焊位置打“关注一”标记;未加固铝热焊位置打“关注二”标记;疑似位置打“疑似”标记)。
⑦回放完毕后,点击工具栏中“工具”选项–“标记查找”勾选 “*”,以“筛选”方式对依次点击查找,观察各类焊缝(尤其是铝热焊缝)的轨底焊筋出波率是否符合路局 “焊缝轨底焊筋出波率不少于80%”的要求。同时对焊缝轨底是否存在异常出波情况进行检查分析。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2) 回放拼图:
①普轨地段的拼图:
37°调节:首先找一个接头状态好、轨缝适当的接头进行各通道拼图,(前后37°以螺孔B显图形顶部似挨非挨即可,拼好的“八”字型孔波宽度不得超过0°(五通道)的“一”字型宽度,并上下对齐。调整时尽可能不动后37°的图形位置。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
70°调节以轨缝调节所有70°通道”的方法逐级进行调节。(6个70°通道调节后应能够两两的互相参照,便于发现焊道处及其他位置的轨头核伤)。所有朝前发射的70°通道全部对齐轨缝右侧并重叠,所有朝后发射的70°通道全部对齐轨缝左侧并重叠(尽可能使两组拼图顶端刚刚接触,这样容易发现焊道处轨头的核伤)。前直70°两道回波以右侧回波为主(断面波),后直70°两道回波以左侧回波为主(断面波)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
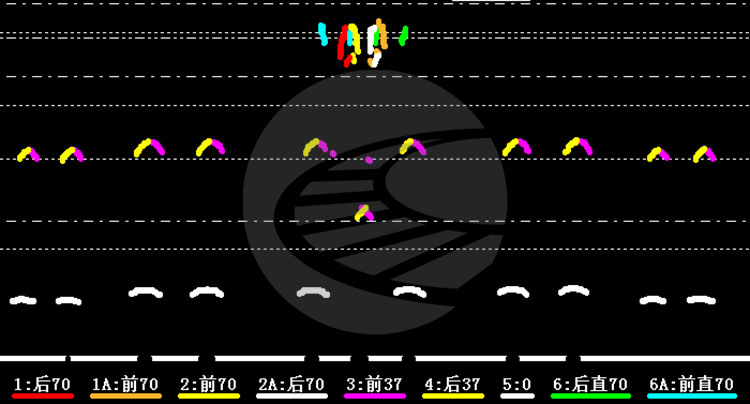
(再介绍一种70°拼图方法(如图):在接头处将前直70°放在最左侧,前内70°断面图形放在前直70°的断面图形右侧,后内70°断面图形与前内70°断面图形拼成一个正“八”;后直70°断面图形放在最右侧,后外70°断面图形放在后直70°断面图形的左侧,前外70°的断面图形与后外70°断面探测拼成一个正“八”。这样拼图在遇到焊道时,前内后内70°焊筋图形会形成一个倒“八”,前直在前内70°的左侧,前外后外70°焊筋图形会形成一个倒“八”,后直在后外70°的右侧,回放中遇到任何一个70°位置发生变化,说明该处所存在异常,要认真分析)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
②无缝地段的拼图:对于整区间无缝线路没有接头的区段该方法同样适用。利用0°孔波对齐前后37°孔波,利用焊缝处37°轨底焊筋回波对齐70°焊筋回波。逐项进行各通道的拼图。(无缝线路地段螺孔拼图可以用导线孔的B显图形完成拼图,将前后37°导线孔顶端略有重叠即可。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
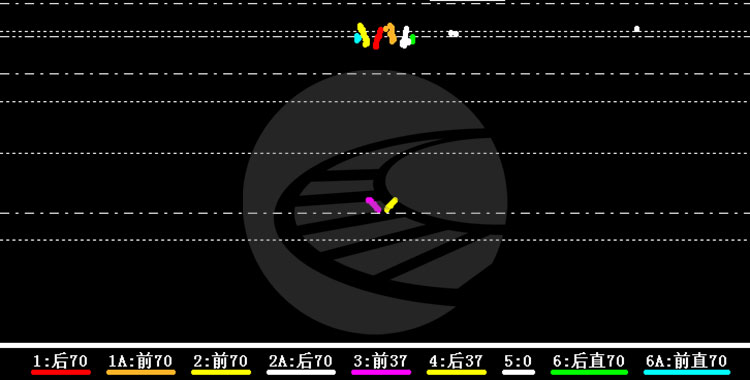
6个70°可以用焊道焊筋进行拼图(如图):前内后内焊筋图形拼成一个倒“八”,前直焊筋图形放在前内焊筋图形的左侧;前外后外焊筋图形拼成一个倒“八”,后直焊筋图形放在后外焊筋图形的右侧;回放中遇到焊道,看各通道焊筋图形位置是否发生变化,回放中遇到任何一个70°位置发生变化,说明该处所存在异常,要认真分析)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
③拼图完成后对作业数据开始进行回放,避免遗漏伤损。观察上道后开机作业是否对灵敏度进行调节。
④查看接头(断面)各通道出波情况,斜70探头1次波和2次波走波情况,直70度探头(看断面回波和倒打轨端一孔反射波的走波情况)。37度探头灵敏度使用以A显为基准,60轨在3.6-4.4出波,75轨在4.6-5.4出波。有隐含通道的仪器,利用回放软件隐含通道功能,查看提升灵敏度后各通道出波情况。如未出现大量杂波,说明灵敏度可继续提升。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑤查看各通道耦合及出波情况。注重对出现多通道回波进行分析。加强焊缝附近及接头1米范围内的轨头核伤及接头、加固处所的螺孔裂纹、轨端水平裂的检出。
⑥回放当中慢放细看,画面的“点大小”建议选在5-7之间。焊缝处所要用“精确”显示,防止拼图重叠,造成漏检。手动步长设置为最大步长的80%为宜。
⑦发现疑似伤损,应与上一或几个周期作业数据进行比较,可启用后台灵敏度的方式多人分析、共同研究、最终确定。疑似伤损要进行图形保存,点“工具”(或鼠标右键)—“保存图形” ,以备存档或节选图形所用,并对图形进行编号或重命名。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑧明确母材数据回放速度。工区兼职回放普轨地段不得小于7min/km、无缝线路地段不得小于6min/km;车间、段专职回放普轨地段不得小于8min/km、无缝线路地段不小于7min/km。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
七、作业安全风险项点及防控措施
疑似伤损下发之后,(按照谁下发谁盯控的原则进行盯控。工区回复必须要有复核数据、B显截图和复核结果)。防止现场作业班组的不复核、假复核、错复核。对复核结果采取车间主管干部签认制,对反馈结果要一盯到底,对反馈结果有疑议的,要亲自进行复核。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
八、异常图形简单分析
①直70°在短轨接头处会出现两个图形,前直70°右侧的为断面(颚部)图形,左侧的为反射纵波倒打轨端一孔图形;后直70°左侧的为断面(颚部)图形,右侧的为反射纵波倒打轨端一孔图形;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
②铝热焊轨头下颏融合线附近伤损70°会出现双波显示,前打70°右侧的为异常回波,左侧的为正常焊筋回波。后打70°左侧的为异常回波,右侧的为正常焊筋回波。有些伤损会出现只显示伤损回波而不显示焊筋回波的情况,但其位置一定发生了变化,因此要注意任何一个70°的位置变化。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
③回放中要加强对迎车端,距轨端30mm左右轨头核伤的分析。
④回放中发现螺孔显示异常首先要确定螺孔图形,再分析异常图形。前37°异常显示在螺孔图形的右侧或沿螺孔图形延长线发展的可以排除螺孔裂纹;后37°异常显示在螺孔图形的左侧或沿螺孔图形延长线发展的可以排除螺孔裂纹;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑤拼装辙岔轨头核伤基本上都在一次波范围,在水平刻度1.8左右起波,双线区间迎车检查大多为前打70°。
⑥双线区间迎车检查后直70°一次波范围显示的图形,可以排除伤损的可能。


