1 焊接接头平直度的测量位置分别在:轨顶面纵向中心线、轨头侧面工作边上距轨顶面16 mm处的纵向线;测量应以焊缝中心线两侧各500mm位置的钢轨表面作为基准点,测量长度1m,焊缝居中。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


2 应使用非接触式传感器自动检测尺测量焊接接头平直度,其显示窗口直接显示平直度偏差。对自动检测尺的测量结果有异议时,可采用检测直尺和塞尺对接头进行测量确认。
3 用检测直尺(L0=1m)测量平直度的方法示意见图1,检测直尺的直边测量误差应不大于0.05 mm。
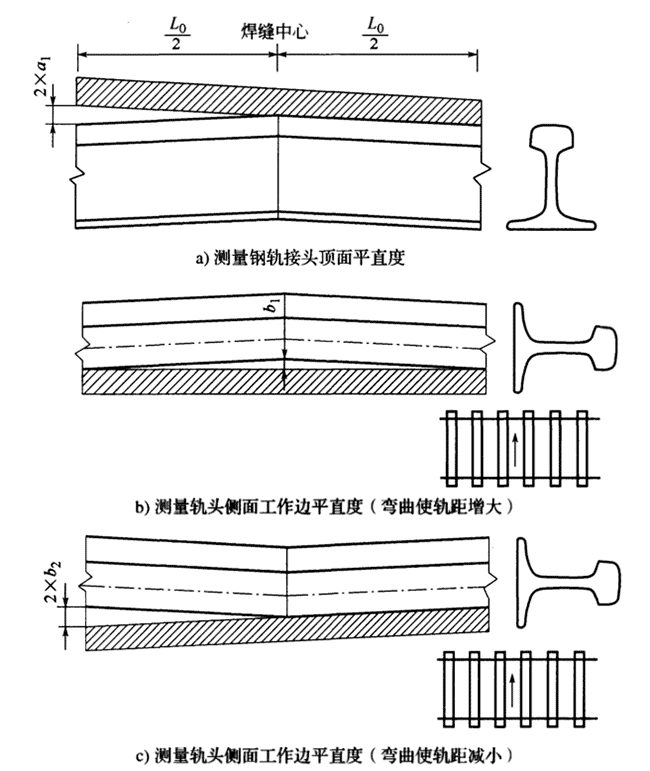
采用直尺+塞尺测量轨顶面平直度的测量原理如图1所示。将1m直尺放在轨顶面纵向中心线位置,当焊缝位置凸起是正偏差,直尺的一半长度紧贴在焊缝一侧钢轨顶面,直尺的另一端与轨顶面最大缝隙的1/2就是正偏差值。当焊缝位置的轨顶面凹向下时是负偏差,将直尺长度的中心位置对正焊缝,直尺两端紧贴在轨顶纵向的中心线位置,用塞尺检验缝隙,检验的最大缝隙α是就是钢轨平直度偏差。同理,也可以测出轨头侧面工作边水平方向偏差。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
采用1 m钢轨专用平尺和塞尺手工测量时,钢轨被测部位表面应清理干净,将钢轨平尺测量工作边贴靠在钢轨表面,焊缝应居平尺中央,用塞尺测量轨面与平尺工作面的缝隙大小。然后根据缝隙所在位置,判断钢轨不平直的类型,根据缝隙的大小,计算平顺性的偏差。例如,焊缝接头上凸时,图1中的2α为焊缝的大小,用塞尺检验,数值为0.8 mm,那么钢轨的平直度偏差就是0.8 mm 的1/2,即焊缝α=+0.4 mm。焊缝接头下凹时,用塞尺检验,α的数值即为焊缝的大小。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
使用此方法时,钢轨焊接接头平直度测量实际上只测三点,不能反映焊接接头1m内的全部情况,当最高点或最低点不在焊缝中部(即约500 mm处)时,测量准确程度将大大降低。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源:
李超雄主编. 《铁路线路检测与分析》[M]. 2016
TBT 1632.1-2014《钢轨焊接 第1部分:通用技术条件》


