1.目的与要求
通过打磨消除道岔在制造、运输和铺设过程中产生的病害和缺陷,以及车辆运行造成的钢轨波浪形磨耗、肥边、马鞍型磨耗、焊缝凹凸及鱼鳞纹等病害,提高轨面平顺性和轮廓断面一致性,使轮轨接触区域即光带集中且居中(略偏内侧),减少甚至消除晃车,保证列车平稳运行。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
要求:机械操作人员熟练掌握在高铁线施工的各项安全规定、作业质量标准、和PGM-96C钢轨打磨车的各项操作规程,标准指令卡控,达到高铁线路钢轨轨廓标准、轨面平整、光带笔直,优质完成施工任务。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.适用范围
2.1 本作业指导书适用于高速铁路道岔打磨车作业。
2.2本作业指导书适用天窗点内作业。
2.3本指导书适用于RGH20C型道岔打磨车,RR16MS型道岔打磨车可参照执行。
3.引用标准
《铁路技术管理规程》、《铁路客运专线技术管理规程(试行)》(300~350km/h部分)、《铁路工务安全规则》、《大型养路机械使用管理规则》、《上海铁路局300~350KM/h客运专线施工维修管理办法》、《上海铁路局300~350km/h客运专线施工(维修)驻所、驻站联络作业办法》、《上海铁路局300~350km/h客运专线运统-46使用管理办法》、《上海铁路局300~350km/h客运专线施工维修管理办法(暂行)》、《上海铁路局电气化铁路安全实施细则》、《上海铁路局营业线施工、检修作业驻站安全防护办法》。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.作业程序
4.1作业准备
4.1.1作业时必须封锁相关线路和道岔,封锁时间应满足《修规》有关规定;封锁前后不限速。
4.1.2道岔打磨车用于打磨道岔及道岔间渡线。站线打磨视有关部门要求而定。
4.1.3道岔打磨前,设备管理单位必须确保道岔轨道几何状态良好。
4.1.4 打磨前必须对钢轨重点病害进行预打磨。当肥边大于4mm时,必须人工打磨;轨面焊缝高度超过0.5mm或轨面凹的焊缝接头凹陷较大时,应用仿型打磨机进行预打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.1.5维修基地打磨机组严格执行大机设备日常检修保养制度,确保设备状态良好,各项功能正常。
4.2 4.2劳力组织及机具安排
4.2.1设备管理单位劳力组织:随机负责人1名。根据《安规》要求安排防护人员。
4.2.2维修基地劳力组织:道岔打磨车操作手7人,施工负责人1人,驻站防护1人。
1号位:前司机室操作手;
2号位:前司机室操作手;
3号位:车上设备监控;
4号位:车下作业安全监控;
5号位:作业质量监控;
6号位:指挥协调;
7号位:随机防护。
4.3点名分工
4.3.1工班长组织作业人员点名,明确作业范围、节点时分及安全注意事项。
4.3.2所有人员均应按规定使用劳动保护用品。
4.3.3进入施工车站前必须进行点名统一列队进入施工相关车站,点名时施工负责人对人员着装、携带对讲机情况及照明设备进行检查。
4.4安全预想
4.4.1上班要集中思想,做到自控、互控、他控及联控。 按规定要求设置好相应的防护,加强操作人员与防护员之间联系。
4.4.2作业前确认机械状态良好,各作业、悬挂装置位置正确到位。
4.4.3车辆移动时人员不得上下车,上下车时必须面向车体双手抓扶把手。
4.4.4无论接触网是否停电,所有班组人员都要以“有电”的态度来对待,禁止随意上车顶或使用工具进入接触网2m的安全限界。电气化铁路施工安全注意事项参见《上海铁路局电气化铁路安全实施细则》。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.5防护设置
4.5.1现场设置随车防护员,防护人员必须经考试合格的职工担任。上道作业前,必须指派驻站联络员并提前40分钟到达车站办理登记手续,加强与车站值班员联系,全面了解列车运行情况并及时通知现场防护员。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.5.2施工负责人确认防护已到位,并接到施工命令(命令号、施工起讫时间)后,通知作业人员车机联控,开启运行监控装置并正确输入有关数据,驾驶打磨车进入作业区间施工。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.5.3防护作业按《防护作业指导书》执行。
4.6道岔打磨作业
4.6.1道岔打磨范围。道岔打磨主要是道岔直股打磨,包括道岔之间的夹直线钢轨打磨。高铁客专线涵盖道岔前后各250m。
4.6.2 道岔打磨原则。根据道岔病害采取针对性打磨,先消除病害,再全面覆盖。现场作业严格按照“调查病害,确定方案,先病害点打磨,再全面覆盖”原则。
4.6.3道岔病害调查
4.6.3.1打磨作业前,施工负责人会同设备管理单位,共同调查所有道岔及其前后线路钢轨病害情况。
4.6.3.2调查重点是光带和钢轨波磨、侧磨、肥边、接头等病害。要求全面仔细调查,查清病害的种类、分布范围及其严重程度。
4.6.3..3高铁钢轨相对较好,钢轨常规病害基本没有,调查的重点应放在光带上,打磨施工队按附表三的形式填写各区段的光带情况。
4.6.4确定方案
根据病害调查结果,提出针对性病害加打模式和遍数,确定打磨方案:
4.6.4.1光带严重偏向内侧,加打模式选用41#(+45°~+20°)和43#(+21°~+11°),其中43#模式覆盖范围至钢轨作用边约22mm,正好紧挨目标光带内侧。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.6.4.2光带严重偏向外侧,选用42#(-8°~-15°)和44#(-3°~-9°),其中44#模式覆盖范围至钢轨外侧约25mm,也正好紧挨目标光带外侧。
4.6.4.3以上两种情况病害加打后,光带可能会变得很窄,可在顶面选用适当模式加打,适当扩宽光带。
4.6.4.4如光带仅仅是偏宽,但没有明显偏向的情况,则不需加打。
4.6.5病害打磨
4.6.5.1道岔打磨车参数设定:
(1)RGH20C型道岔打磨车:作业速度5~8km/h,打磨功率:额定功率的70%~80%。
(2)RR16MS型道岔打磨车: 作业速度3~4km/h,打磨电机电流:特殊单元13~16A,普通单元16~19A。
4.6.5.2根据确定方案,逐段实施病害打磨。施工负责人应根据病害严重程度和加打效果,增减加打遍数。
4.6.6全覆盖模式打磨
所有道岔病害加打完成之后,选用全覆盖模式进行连续打磨,对从未安排打磨的道岔,采用10遍打磨方案(详见附表一):
(1)51#(+45°~+20°)功率70% 速度7KPH
(2)42#(-8°~-15°)功率70% 速度7KPH
(3)53#(+21°~+11°)功率70% 速度7KPH
(4)44#(-3°~-9°)功率70% 速度7KPH
(5)45#(+3°~-10°)功率70% 速度7KPH
(6)46#(+0.5°~-3°)功率70% 速度7KPH
(7)47#(+7.5°~+4°)功率70% 速度7KPH
(8)48#(+1°~-3°)功率70% 速度7KPH
(9)49#(+18°~+5°)功率70% 速度7KPH
(10)45#(+1°~+4°)功率70% 速度7KPH
注意:光带严重偏向一侧的病害区段,全覆盖模式打磨时另一侧不打磨。
4.6.7特殊区段要求
4.6.7.1尖轨区域:尖轨尖端前100mm处至尖轨与基本轨开口间距100mm处,只打钢轨顶面及内侧。
4.6.7.2可动心叉心区域:与尖轨打磨相同,长心轨尖端前100mm处至长心轨与叉跟基本轨开口间距100mm处,只打磨钢轨顶面及内侧。
4.6.7.3在尖轨一动到二动之间,打磨外侧采用42、44、46、48模式,内侧跳过不打磨。
4.7作业质量要求
4.7.1目标轨廓标准:与标准钢轨断面相比,内侧圆弧角切削0.6mm,顶面0.2mm,外侧0.2~0.3mm。
4.7.2打磨后光带居中(以60轨为参考标准,参见下图,蓝色加粗部分为目标光带),光带位置在R300区域+5°~ -2°之间。光带宽度20~25mm,内侧距钢轨作用边22~25mm,外侧距钢轨外侧25~27mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
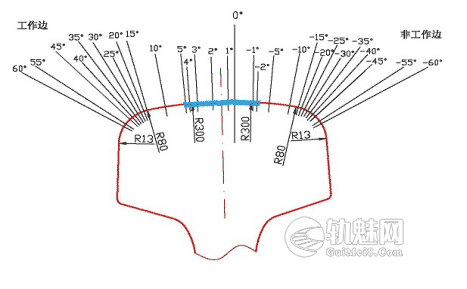
图1
4.7.3打磨后钢轨不得连续发蓝。
4.7.4打磨后钢轨表面粗糙度:Ra max.≤10?m(轨顶R300处)。
[reply]
4.7.5对线路上钢轨波浪型磨耗、钢轨肥边、马鞍型磨耗、鱼鳞裂纹等病害应进行打磨,打磨质量标准如下:
钢轨波磨:波长0.03m~0.3m:波深不大于0.04mm.
波长0.30m~1m:波深不大于0.2mm。
在200Km/h及以上的线路,钢轨纵向波深超标的比例不超过10%,200Km/h以下的线路,钢轨纵向波深超标的比例不超过20%,打磨后焊头平直度应达到:轨顶面垂直方向小于等于0.2 mm/1m,钢轨作用边无肥边。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
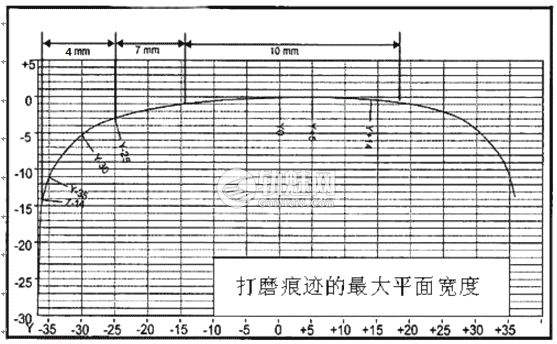
4.7.6打磨痕迹的最大平面宽度(以60轨为参考标准,参见下图):R13区域4mm;R80区域7mm;R300区域10mm。
4.7.7 相连两段线路重叠打磨的区域不少于10m。 打磨砂轮起落点必须准确,误差不超过300mm。
4.8 作业安全
4.8.1 打磨车上道前必须要确认GYK、CIR等各行车设备工作正常。调车作业、区间运行必须按规定全程开启GYK运监器。运行时,加强了望,呼唤应答,严禁超速驾驶。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.8.1作业人员听从指挥,动作一致,严格按照操作规程、技术参数、质量标准、作业要求进行。
4.8.2施工中一旦碰坏工、电设备或因突发机械故障无法恢复线路时,应立即启动应急预案,请工、电部门组织抢修,保证线路的安全开通。
4.8.3作业过程中,严禁车辆两边人员站立停留,防止砂轮碎裂飞出,造成人身伤害。
4.8.4高速铁路安全注意事项参见关于重新公布《上海铁路局营业线工务设备施工作业安全管理办法》的通知(上铁工发〔2010〕209号),关于重新印发《上海铁路局300~350km/h客运专线劳动安全管理办法(暂行)》的通知(上铁安发〔2010〕301号)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.8.5高铁线站内无调车信号显示,调车作业时,驻站防护必须指令清晰,明确进路及方向,司机必须一度停车确认道岔位置。
4.8.6作业和保养时按规定穿戴好劳动保护用品。敲打积铁块和吹尘时,必须戴好防尘面罩和防护眼镜。吹尘时注意周边人员的人身安全,避免铁粉尘伤到其他人。
5.质量验收
5.1静态验收。每日作业完毕后由维修基地协同设备管理单位等人员,采用检测手段结合目视光带等方式,当场共同对打磨质量进行确认,填写作业验收单。设备管理单位次日复查光带。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5.2动态验收。由设备管理单位次日通过动态添乘检查线路打磨质量,高铁、客专线须对线路打磨前后添乘效果进行跟踪对比,并及时信息汇总反馈至客专维修基地,以进一步优化打磨方案。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
[/reply]


