1 技术交底范围
XX区间至XX区间钢轨预打磨施工技术交底。
2 设计情况
(1)钢轨所采用的类型。
(2)钢轨材质,是否热处理。
(3)曲线半径、超高资料。
3 施工准备
3.1作业准备
3.1.1内业技术准备
(1)开工前组织技术人员认真学习实施性施工组织设计,施工作业指导书,阅读、审核施工图纸,澄清有关技术问题,熟悉规范及技术标准。
(2)做好作业人员培训工作,使其熟练掌握钢轨预打磨的工艺流程。
3.1.2外业技术准备
(1)检查设备的状态是否良好,各项性能参数。
(2)对线路进行调查,是否有侵限的设备和机具。
3.2人员配置
施工人员应结合施工方案。机械、人员组合、工期要求进行合理配置。
3.2.1劳动力组织表
| 序号 | 工种 | 人数 | 备注 |
| 1 | 钢轨打磨列车操作人员 | 8 | 含各位的监护人员 |
| 2 | 清道人员 | 4 | 对侵线设备、物品进行清理,配合打磨 |
| 3 | 打磨后的检查人员 | 1 | |
| 4 | 指挥人员 | 2 | 领工员 |
| 5 | 调车人员 | 1 | |
| 6 | 防护人员 | 2 | 跟车一个,驻站一个 |
3.3机具准备
3.3.1施工机具表
| 序号 | 名称 | 精度 | 数量 | 单位 | 备 注 |
| 1 | 钢轨打磨列车 | 1 | 台 | ||
| 2 | 打磨廓形模板尺 | 1 | 台 | 用于调试打磨车的打磨程序;用于定性检查打磨廓形与目标廓形符合程度 | |
| 3 | 便携式钢轨廓形仪 | 0.05mm | 1 | 台 | 定位基准:左右股钢轨顶面 |
| 4 | 钢轨波磨检测仪或电子平直尺 | 0.01mm | 1 | 台 | 测试长度不小于采样窗长度 |
| 5 | 钢轨打磨深度测试仪 | 0.001mm | 1 | 台 | 测试打磨深度 |
| 6 | 便携式粗糙度检测仪 | 示值误差:≤±15% | 2 | 台 | 量程:0.05~10.0μm |
| 7 | 便携式里氏硬度计 | 2 | 台 | 测定擦伤打磨后的硬度,用于判定马氏体层是否去除 |
3.4 技术准备:
(1)首先对要待打磨地段钢轨状况调查表,对待打磨地段的钢轨廓形、钢轨表面的状态、钢轨伤损和轮轨接触面以及两侧的可燃物是否已处理等相关的情况进行掌握。
(2)打磨前应对影响正常打磨操作地段,尤其是影响轨距角打磨的因素与工务技术人员确认,是否预先采取措施,以保证钢轨打磨正常进行。
(3)当焊接接头平直度超出+0.5mm/1m时,应提前采用仿形打磨机对焊接接头进行局部打磨,打磨后平直度应控制在+0.1~+0.3mm/1m范围内。
(4)打磨前应在站线进行打磨参数调整试验,确认打磨廓形达到要求后,方可进行正式打磨。
(5)打磨车作业速度应根据打磨列车特性和打磨目的确认。
(6)最后一遍打磨应降低打磨功率或提高打磨速度,以保证钢轨打磨后表面粗糙度达标。
4 施工工艺和方法
4.1 施工工艺流程
准备工作→检查轨道状态→打磨列车进场→钢轨纵断面零位测量→调整打磨头→钢轨打磨→质量检查。
4.2 施工方法
4.2.1线路钢轨打磨的作业目标
(1)通过打磨消除钢轨波浪性磨耗、钢轨肥边、马鞍型磨耗、焊缝凹凸及鱼鳞纹以及道岔在生产、运输和铺设过程中产生的病害,提高钢轨的平顺性,使得光带居中略偏内,列车运行平稳,减少甚至消除晃车。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)具体量化指标为:且宽度为20~30mm。钢轨打磨面应无连续发蓝带。
(3)切削量指标:内侧圆弧角0.6mm,顶面0.2mm,外侧0.2mm。。
4.2.2检查轨道状态
对钢轨的状态进行检查,曲线圆顺,无大三角坑,超高±5mm,线路标高距离设计标高小于30mm。
4.2.3打磨列车进场
线路初期稳定后,向设备单位提报计划,组织钢轨打磨列车进场,进场后对设备进行维修保养,检查各类参数,选取一段线路作为试验段,检查各项指标满足要求后,正式进行钢轨打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.2.4钢轨纵断面零位测量
尽量选取线路直线段,水平轨距±2mm处进行钢轨纵断面零位测量。
4.2.5调整打磨头
根据钢轨的类型,材质,调整打磨头的相关参数。
4.2.6钢轨打磨
启动打磨程序对钢轨进行打磨,打磨的速度控制在2km/h内。
4.2.7质量检查
打磨完成后,除车载设备检查外,人工配合采用小型设备对打磨质量进行检查。
5 质量标准
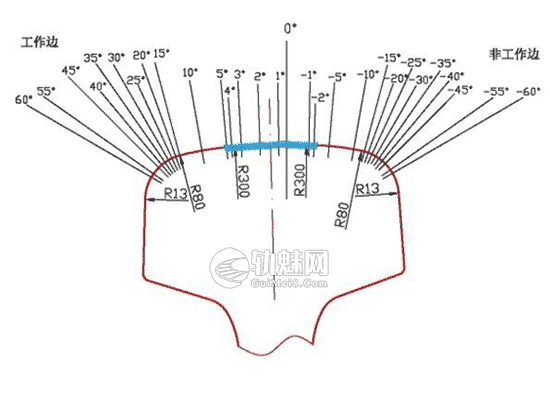
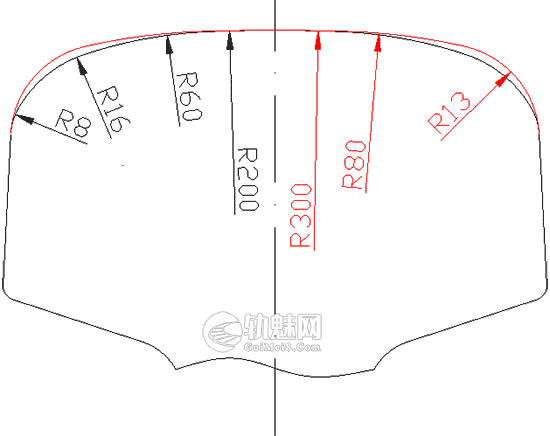
(1)打磨后光带居中(以60轨为参考标准,参见下图,蓝色加粗部分为目标光带),光带位置在R300区域+5°~ -2°之间。
(2)打磨后钢轨不得连续发蓝。
(3)打磨后钢轨表面粗糙度:Ra max.≤10μm(轨顶R300处)。
(4)对线路上钢轨波浪型磨耗、钢轨肥边、马鞍型磨耗、鱼鳞裂纹等病害应进行打磨,打磨质量标准如下:
钢轨波磨:波长0.03m—0.3m:波深不大于0.04mm,
波长0.30m—1m:波深不大于0.2mm。
在200Km/h及以上的线路,钢轨纵向波深超标的比例不超过10%,200Km/h以下的线路,钢轨纵向波深超标的比例不超过20%,打磨后焊头平直度应达到:轨顶面垂直方向小于等于0.2 mm/1m,钢轨作用边无肥边。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(5)打磨痕迹的最大平面宽度(以60轨为参考标准,参见下图):R13区域4mm;R80区域7mm;R300区域10mm。
(6)相连两段线路重叠打磨的区域不少于10m。
(7)打磨砂轮起落点必须准确,误差不超过300mm。
6 安全、环保、文明施工等技术措施
6.1安全技术措施:
(1)雨雪天气不宜进行打磨作业。
(2)打磨车作业速度应根据打磨性质和打磨车特性确定。多遍打磨时,应逐遍降低打磨功率或提高打磨速度,确保打磨后表面粗糙度达标。
(3)打磨作业过程中应及时检查钢轨廓形、切削量、磨面宽度等技术指标,根据钢轨实测廓形与目标廓形的差异及时调整打磨程序和作业方案,确保实现目标廓形和打磨质量。
(4)应随时提醒和注意提前做好清除作业地段线路两侧的可燃物,落实防火措施。
6.2环境保护措施
打磨车机组人员应及时清除打磨车及钢轨顶面的打磨碎屑。
6.3文明施工
(1)施工现场显目位置设置安全、质量宣传标语及安全警示牌。
(2)危险作业的场所应悬挂危险警示标志。
(3)施工现场人员均佩证上岗证。
(4)尽量减少施工中的噪音和夜间施工。
7 其他应注意的问题
打磨验收应填写《钢轨打磨作业质量验收表》,主要项目包括:
1.打磨设备型号、打磨遍数、目标廓形。
2.打磨后实测廓形轮轨接触光带、打磨深度、打磨面粗糙度、发蓝带、打磨平面宽度、打磨砂轮起落部位的砂轮磨痕、波磨轨打磨前后谷深、滚动接触疲劳轨表面残留裂纹、擦伤轨表面硬度等。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
8 附表及附图
8.1钢轨打磨作业质量验收表
钢轨打磨作业质量验收表
| 作业名称 | ||||||||||||||||
| 打磨作业单位 | 设备型号 | 打磨遍数 | ||||||||||||||
| 打磨类型 | 目标廓形 | 打磨作业时间 | ||||||||||||||
| 钢轨打磨验收内容 | ||||||||||||||||
| 序号 | 检测项目 | 检测位置 | 检测结果(未注明单位为mm) | 备注 | ||||||||||||
| 1 | 打磨廓形 | 轨头横向-25mm~+25mm范围内 | 直左 | 直右 | 曲线半径。另附检测廓形。 | |||||||||||
| 曲左 | 曲右 | |||||||||||||||
| 轨头横向25mm至32mm范围内 | 直左 | 直右 | ||||||||||||||
| 曲右 | 曲右 | |||||||||||||||
| 2 | 轮轨接触 光带 | 宽度 | 钢轨顶面 | 直左 | 直右 | 测量时已打 磨天。 | ||||||||||
| 曲左 | 曲右 | |||||||||||||||
| 位置 | 与工作边的 距离 | 直左 | 直右 | |||||||||||||
| 曲右 | 曲右 | |||||||||||||||
| 3 | 打磨深度 | 钢轨顶面中心区域 | 直左 | 直右 | ||||||||||||
| 曲左 | 曲右 | |||||||||||||||
| 4 | 粗糙度 | 打磨面(µm) | 检测6个点 | |||||||||||||
| 5 | 打磨平面 宽度 | 轨顶中心线两侧10mm区域 | ||||||||||||||
| 轨顶中心线两侧10~25mm区域 | ||||||||||||||||
| 轨顶中心线两侧25mm以外打磨区域 | ||||||||||||||||
| 6 | 连续发蓝带 | 钢轨打磨区域 | 填写有或无 | |||||||||||||
| 7 | 砂轮起落 部位磨痕 | 钢轨顶面 | 谷深 | 打磨前 | 打磨后 | 有明显磨痕时,用电子平直度尺测量 | ||||||||||
| 波长 | ||||||||||||||||
| 8 | 波磨轨打磨 | 打磨面 | 谷深 | 打磨前 | 打磨后 | 打磨波磨轨时填写 | ||||||||||
| 波长 | ||||||||||||||||
| 9 | 钢轨表面残留裂纹 | 打磨面 | 位置 | 打磨前 | 打磨后 | 打磨鱼鳞纹轨时填写 | ||||||||||
| 深度 | ||||||||||||||||
| 10 | 擦伤轨擦伤位置硬度 | 打磨面 (HB) | 打磨前 | 打磨后 | 打磨擦伤轨时填写 | |||||||||||
| 母材 | 母材 | |||||||||||||||
| 擦伤部位 | 擦伤部位 | |||||||||||||||
| 验收范围: | 实测地点: | |||||||||||||||
| 综合评价: 验收负责人: 检测负责人: 日期: | ||||||||||||||||
注:每个检测位置填写一张表


