1.缩孔和疏松
疏松内表面是不光滑的,一般易发生在焊缝中心处的轨腰及轨底中央三角区,如图1所示。


1.1 形成原因
造成此种缺陷的主要原因是局部温度过高,冷却时间不一。在铝热焊的工艺中表现为:预热时间过长或预热压力调节不正确;局部高温,有过热现象,特别是轨腰及轨底部分有局部过热现象;预热枪或砂模装偏,位置不居中,形成一侧有过热现象;轨缝过大。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2 预防措施
(1)预热时间适当,不得将轨端烧化。
(2)预热器火焰长度适中。
(3)预热器安放在轨缝正中央。
(4)轨缝适中。
2 气孔
气孔是钢水在反应过程中释放出的气体,凝固时未及时从冒口排出,留在焊缝次表面和内部的圆形孔洞。气孔是铝热焊中最常见的缺陷,一般在轨底及轨底两侧斜面上容易产生,其表面是光滑的,一般呈圆形(图2)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹



1.1 形成原因
(1)待焊钢轨端面清洁不彻底,有水渍或油污。
(2)焊剂受潮。
(3)砂模受潮。
(4)封箱泥过多、过湿。
(5)预热温度过低。
(6)预热结束到浇注前的操作时间太长,使预热后温度降低较多。
2.2 预防措施
(1)彻底清洁待焊钢轨的两个端面。
(2)严格防止焊接材料受潮。
(3)封箱泥不得太湿,涂抹不易过多。
(4)钢轨预热温度需达到800~900℃。
(5)提前将焊剂倒入坩埚,准备好高温火柴,预热完毕后,立即放置坩埚,点火浇注。
二次预热;分流塞放置。
3 夹渣
夹渣是铝热焊焊缝表面或内部存在的低倍夹杂物缺陷。在浇注过程中如钢水中部分熔渣未及时上浮流走,而在焊筋内部被凝固或贴附在焊筋表面,则将形成熔渣型的夹杂物,通常称为夹渣(图3)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


3.1 形成原因
(1)当钳锅内进行铝热反应时,熔渣从钳锅中喷出进入型腔,黏附在钢轨表面,当钢水进入型腔不能把这部分熔渣冲走上浮而形成夹渣;
(2)镇静时间不够,反应没有完成就进行浇注(例如绀巳打钉过早或自动脱塞等),熔渣未充分与钢液分离,使未完全上浮的熔渣、氧化皮及夹杂物进入焊缝;
(3)轨缝过大,钢水不够或轨底铸型“跑铁”等,使熔渣进入型腔。
3.2 预防措施
(1)彻底清洁待焊钢轨的两个端面。
(2)轨缝适中。
(3)坩埚使用前仔细检查是否有破损,放置坩埚时一定要将浇注口放置在砂型上方中央。
4 夹砂
夹砂也是铝热焊焊缝表面或内部存在的低倍夹杂物缺陷。在浇注冷凝过程中,当地蜗、砂模等耐火材料被烧损,或脱落的碎块,浮砂等进入钢水被凝固时,则形成夹砂(图4)。


4.1 形成原因
(1)砂型研磨后未将产生的浮砂彻底清除。
(2)有杂质进入型腔中。
(3)砂型一次没有扣准,在移动中砂型挤坏掉入型腔内。
(4)预热过度,烧化砂型。
4.2 预防措施
(1)砂型研磨后彻底清理型腔内的浮砂。
(2)在进行作业时,严禁将异物落入到型腔内。
(3)砂型合箱后如有错位,必须重新打开砂型,清理型腔内部。
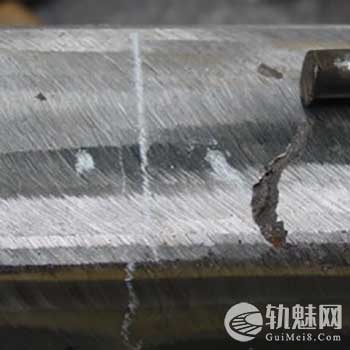
5 热裂纹
铝热焊焊缝处铸造组织在凝固前的高温状态下受拉应力作用时形成的裂纹即为热裂纹。热裂纹通常位于焊缝尺寸较大的焊筋中部,沿横向方向发展,断口具有发蓝的氧化色或温度色,如(图5)所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


5.1 形成原因
(1)焊接过程中焊缝有移动,受拉或存在较大的拉应力。
(2)过早拆箱,使焊头提前受力。
(3)提前推瘤,使焊头提前受力。
(4)焊头在冷却过程中,未完全凝固时受到外力的锤击。
(5)焊头在冷却过程中,未完全凝固时钢轨收缩。
5.2 预防措施
(1)在整个焊接过程中严禁踩踏,敲击,撬动待焊钢轨。
(2)按照工艺要求的时间进行拆箱和推瘤作业。
(3)严禁过早拆除对轨设备。
(4)钢轨随气温收缩较大时,采取措施保持轨缝大小。
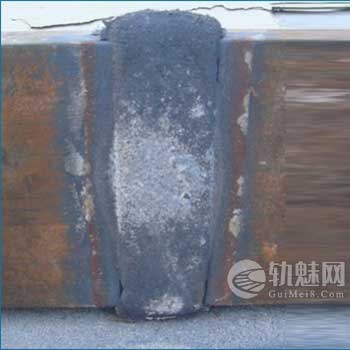
6 未焊合
钢轨铝热焊接是将铝热焊剂在钳锅内点燃,反应后形成的高温钢水浇入由砂模和待焊钢轨组成的型腔内,熔化待焊钢轨的端面,钢水冷却凝固后与待焊钢轨连成一个整体。若钢轨端面预热温度不够或钢水的温度偏低,待焊钢轨端面没有完全被熔化,则不能实现熔化结合,造成未焊合缺陷。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

6.1 形成原因
(1)待焊钢轨端面清理不彻底,有氧化皮等异物。
(2)预热温度过低,铝热钢液不足以熔化轨端。
(3)轨缝太小。焊缝内铝热钢液的热容量较小,未能充分熔化轨端。
6.2 预防措施
(1)彻底清洁待焊钢轨的两个端面。
(2)钢轨预热温度需达到,预热温度分布均匀。
(3)轨缝适中。
7 咬边
咬边是指由于焊接参数选择不当或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷(见图7)。咬边处常常造成应力集中,使钢轨在承受列车动载时,有可能在咬边处产生裂缝,导致钢轨在使用中的早期疲劳折断。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


7.1 形成原因
1、轨缝太大。
2、新旧轨焊接。
3、轨头预热过度。
引用文献:
1.铁科院《钢轨铝热焊接缺陷分析》2008.10
2.《钢轨基础知识及实用技术》[M]. 2018


