中国高速铁路自秦沈客运专线段开通运营以来已有20余年,早期开通的高速铁路轨道结构服役状态逐渐劣化,需要适时大修。目前高速铁路线路仅有维修方面的规定,尚未明确线路大修包含的内容和大修周期的制定原则,工务部门缺少组织线路大修的依据。高速道岔是高速铁路线路的关键部件与薄弱环节,其结构复杂,列车通过时产生的轮轨冲击更大,部件使用寿命及整体服役状态的劣化速率与区间线路轨道不同,因此道岔大修周期应根据实际情况制定。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
国外高速铁路运营较早的国家中,日本铁路将高铁线路大修周期定为50年,大修内容主要是桥梁、隧道等大型构筑物,同步开展道床大修,路基区段有砟轨道大修周期平均20年一次。德国高速铁路大修周期一般为20~30年,德国高速铁路通过总质量较低,道岔可与线路实现同步大修,且便于施工组织。法国将大修周期定为15年,这与法国高速铁路多采用有砟轨道且初期高速道岔采用木枕结构有关。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
近年来,中国高速道岔一些运量较大的岔位已更换部分钢轨部件,早期开通的有砟轨道客运专线铁路开展了整组改造主型高速道岔的更换施工。目前的施工技术水平能够满足高速道岔成组或部件更换的要求,具备了成组大修更换的技术基础。因此,有必要对高速道岔大修内容与周期展开研究。本文以高速道岔为主要研究对象,以部件劣化特征为依据,提出高速道岔大修内容及大修周期建议,为工务部门制定高速铁路道岔大修计划提供依据。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 高速道岔大修主要内容
现有的道岔大修主要针对普速铁路道岔。普速道岔大修主要包含成组更换新道岔和新岔枕(含道岔区道床清筛)、成组更换道岔钢轨及联结零件、道岔无缝化改造、前后连接线路部分的更换等。普速铁路道岔大修周期的制定主要从经济角度出发,针对主型的有砟轨道9号和12号道岔,根据道岔状态修工作量选取合适的大修周期,使道岔维修与大修的总成本接近最低。大修周期以通过总质量计算,如60kg/m钢轨无缝道岔成组更换钢轨及联结零件的大修周期为700Mt。考虑部件实际使用状态,道岔钢轨与联结零件一般为成组更换。混凝土岔枕大修周期一般为2~4个成组更换道岔钢轨及联结零件的周期,混凝土岔枕可使用约15~40年。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
由于高速铁路道岔钢轨、扣件、轨枕及道床的劣化速率与失效标准不一致,以及道岔钢轨部件的轮轨接触状态有所不同,导致磨耗速率、容许磨耗限值不同。另外,高速铁路普遍采用18号道岔,其采购成本是普速铁路主型12号道岔的8~10倍,更换成本和施工技术难度均远高于普速道岔,因此高速道岔的大修周期的制定需要考虑与维修周期的匹配,在保障安全的前提下,用足道岔各部件的剩余使用寿命。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
高速道岔按照轨下基础结构可划分为无砟道岔和有砟道岔。无砟轨道结构设计使用寿命为60年,混凝土岔枕设计使用寿命为50年,运用至今普遍状态良好,使用寿命远高于钢轨及联结零件,因此高速道岔大修主要考虑成组更换钢轨、联结零件的周期。为了简化施工组织,周期相近或成整数倍的部件应同步大修。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
道岔钢轨作为直接与列车轮对接触的轨道部件,决定了列车运行的安全性与平顺性,因此高速铁路道岔钢轨大修周期是高速道岔大修内容的核心,其他部件大修周期应基于道岔钢轨大修周期进行匹配。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
高速铁路道岔的通过列车以动车组为主,部分高速铁路开行少量普速旅客列车,极少有货车通行。为适应列车高速运行,高速铁路道岔的轨道结构在设计中以低动力响应为目标,尽量减小固有不平顺,并在制造、铺设、养护维修中执行较高标准。道岔钢轨部件均经过厂内探伤与组装适配,基于既有理论分析及实际观测结果,一般道岔钢轨部件极少出现剥落掉块、核伤、裂纹等问题,伤损主要表现为磨耗。因此,高速道岔钢轨部件大修周期的制定以钢轨磨耗伤损作为依据。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 高速道岔钢轨磨耗特征与大修决策
根据现场长期观测,高速道岔钢轨的磨耗特征受其铺设位置影响较大。
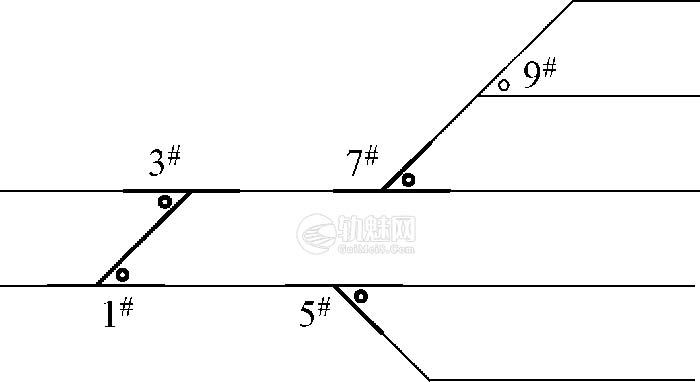
高速铁路的列车径路相对固定,因此对于铺设在不同位置的高速道岔,其磨耗特征也存在明显的差异。道岔主要用于车站或线路所,以中间车站的道岔典型布置方式(图1)为例,可分为渡线道岔(1#、3#岔位,用于上下行列车在两条正线上交叉运行)、正线咽喉道岔(5#、7#岔位,用于接发列车)以及到发线道岔(9#岔位,分出更多到发线时设置)。其中,渡线道岔以直向过车为主;中间车站的咽喉道岔直侧向过车数量相当,枢纽车站的咽喉道岔以侧向过车为主;到发线道岔直侧股过车数量比例由于列车停靠径路及道岔布置方式而各有不同。车站内道岔多采用18号道岔,部分尽头车站困难条件下采用12号道岔。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
一般根据正线与联络线的需求设置道岔,多采用30、42号等大号码道岔。联络线道岔的通过形式根据实际情况,按照直向通过为主、侧向通过为主和直侧向运量相当划分为三种情况。联络线道岔钢轨磨耗状态与车站内道岔钢轨情况类似,与直侧股通过总质量相关。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
车辆轮对通过道岔直股时,轮对整体沿线路中心线运行,钢轨的导向作用较小,因此直股钢轨不易出现侧面磨耗伤损,仅能在轨头侧面观察到较细的接触痕迹,轨头侧面廓形几乎与设计廓形一致,直股钢轨的伤损主要表现为垂直磨耗。轮对通过道岔侧股时,轮对整体沿侧股导曲线外侧钢轨运行,导曲线钢轨起导向作用,侧面磨耗伤损较明显,侧面磨耗病害发展速率明显高于垂直磨耗,可导致道岔内钢轨部件寿命产生差异。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
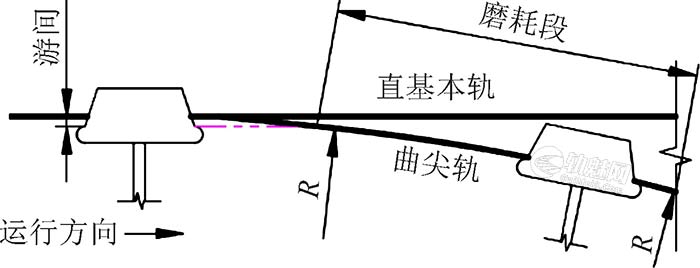
车辆逆向通过道岔时,如图2所示,在转辙器部分,车轮由直线段进入曲线段,理论上车轮游间大于道岔曲尖轨支距时不产生侧面磨耗,因此车轮对直基本轨以及曲尖轨尖端的磨耗很小,通常在尖轨15mm断面以后开始有侧面磨耗。道岔曲尖轨前部以一个固定斜率将尖轨快速增至一定厚度,再切向连接圆曲线。对于直线段,车轮在游间为0时冲击尖轨侧面一点,运行方向发生改变,沿固定斜率的直线段运行。因此,对于曲尖轨前部的直线段,车辆逆向通过时侧面磨耗较少。进入圆曲线段后,曲率迅速由0突变为固定值,并在圆曲线范围内通长存在导向,因此侧面磨耗最大值通常出现在曲尖轨直圆点附近的圆曲线段,对于高速道岔通常为26mm断面处。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
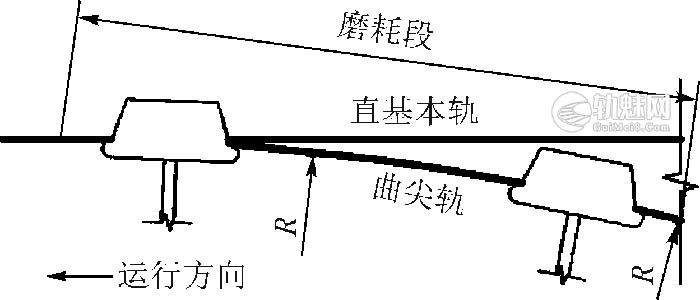
车辆顺向通过道岔时,如图3所示,车轮由导曲线进入岔前直线段,在曲线段全长存在侧面磨耗,导向轮进入曲尖轨前部直线段时,拖轮及后转向架仍在导曲线范围内,导向轮始终存在冲击曲尖轨的趋势,因此曲尖轨前部直线段侧面磨耗也较明显。尖轨前部顶宽较窄,轨头强度较低,车轮冲击时易产生屈服变形,使侧面磨耗伤损进一步加快发展。观测发现,高速道岔顺向通过为主的道岔曲尖轨15mm以下断面磨耗最大。车轮轮缘沿曲尖轨过渡至基本轨时,轮缘会冲击基本轨,导致尖轨顶宽约3mm断面至尖端前600mm范围内对应的直基本轨均存在明显侧面磨耗。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
同理,可动心轨辙叉部分的叉跟尖轨侧面磨耗与曲尖轨的磨耗趋势相同,但车轮通过方向相反。逆向通过时叉跟尖轨尖端侧面磨耗明显,顺序通过时叉跟尖轨无侧面磨耗。
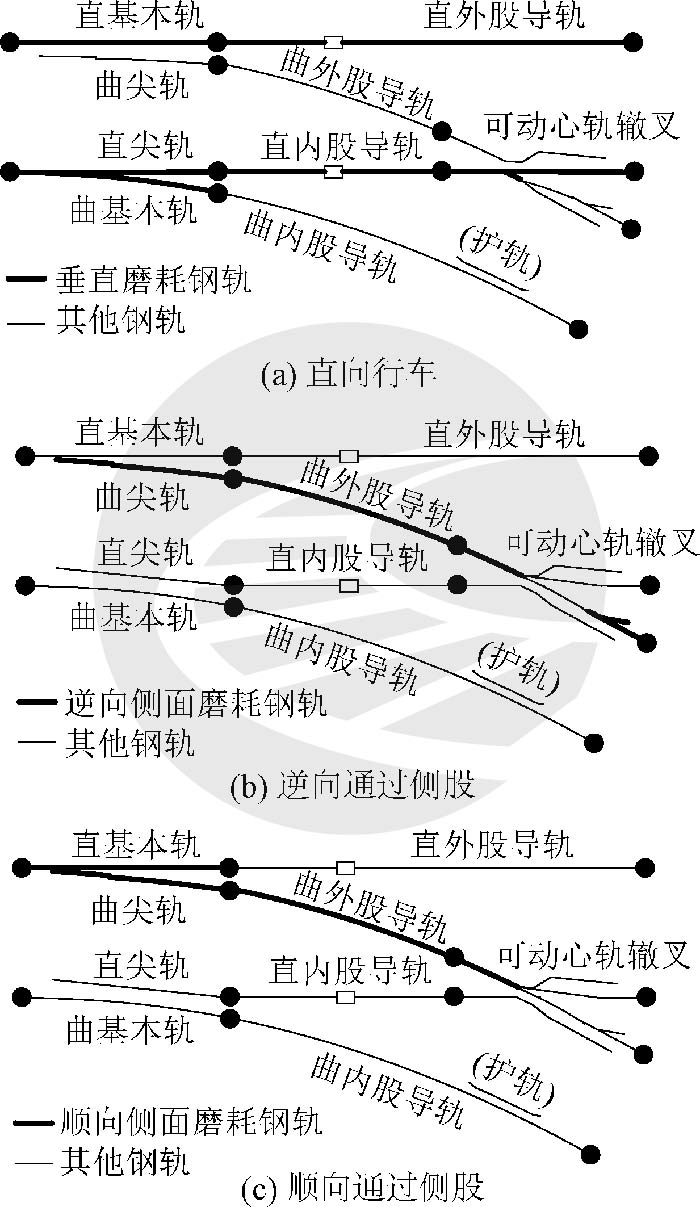
综上,车辆顺向、逆向通过时影响的钢轨部件不同。直向行车为主时,产生垂直磨耗的钢轨部件如图4(a)所示,其中可动心轨辙叉垂直磨耗集中于直向翼轨前部及长心轨。逆向通过侧股时,产生侧面磨耗的钢轨部件如图4(b)所示,磨耗主要产生于曲线外股钢轨,包含曲尖轨、导曲线外股钢轨和可动心轨辙叉的侧向钢轨部件。直基本轨在车轮进入曲线之前不产生侧面磨耗,心轨部分存在护轨约束轮对,侧面磨耗只产生于侧向翼轨趾端和叉跟尖轨。顺向通过侧股时,产生侧面磨耗的钢轨部件如图4(c)所示,直基本轨位于车轮出曲线位置,也会产生侧面磨耗;叉跟尖轨在车轮进入曲线之前,因此无侧面磨耗。对于侧向通过为主的道岔,曲基本轨和曲内股导轨主要表现为垂直磨耗。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
根据中国铁道科学研究院集团有限公司对高速铁路道岔钢轨部件磨耗的理论仿真分析以及实测数据结果,道岔钢轨部件垂直磨耗速率总体较均匀,直尖轨轮载过渡位置可观察到磨耗速率高于其他钢轨部件的现象,在长心轨对应位置该现象不明显;有侧面磨耗钢轨部件中,顺向通过的曲尖轨由于通长存在侧面磨耗,前部薄弱断面磨耗速率较快,曲尖轨尖端的基本轨侧面磨耗会导致藏尖段失效,无法保护曲尖轨尖端,因此直基本轨虽然磨耗速率较慢,但使用寿命较短。曲外股导轨、可动心轨辙叉以及逆向通过的曲尖轨侧面磨耗发展速率基本相同。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
综上,可考虑对磨耗较快的钢轨部件进行维修更换,并结合维修实际情况,将易损钢轨部件与其他同步磨耗的钢轨成组更换,形成一个大修周期。对于直向通过为主的道岔,直尖轨在磨耗到限后可单独维修更换,再与直股钢轨成组更换;对于侧向通过为主的道岔,曲尖轨、直基本轨可根据实际状态单独维修更换,再与其他侧股钢轨成组更换。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 高速道岔大修周期
根据普速铁路道岔大修经验,道岔大修周期主要是成组更换钢轨及联结零件的周期。根据使用现状,高速道岔钢轨的病害失效以垂直或侧面磨耗为主,联结零件的病害失效以弹性铁垫板弹性衰减(表现为刚度增加)为主。因此,确定成组更换钢轨及联结零件的周期时,应同时考虑钢轨磨耗与弹性铁垫板刚度变化的速率。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
TG/GW115—2023《高速铁路线路维修规则》对于高速道岔钢轨磨耗重伤限值要求见表1。钢轨达到重伤时应及时更换。高速道岔弹性铁垫板刚度应满足无砟道岔垫板静刚度不大于60kN/mm、有砟道岔垫板静刚度不大于120kN/mm的要求,超过限值时应维修更换。基于上述标准分析道岔钢轨及弹性铁垫板整体达到更换限值的时间,作为大修周期的制定依据。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1 高速铁路道岔钢轨磨耗重伤限值
| 钢轨部件 | 轻伤 | 重伤 | |||
| 垂直 磨耗 | 侧面 磨耗 | 垂直 磨耗 | 侧面 磨耗 | ||
| 基本轨、导轨、翼轨 | 5 | 6 | 7 | 8 | |
| 尖轨、长心轨、叉跟尖轨 | 10mm断面 | 2.5 | 3.5 | ||
| 15mm及以上断面 | 4 | 6 | 6 | 8 | |
3.1 成组更换道岔曲外股钢轨
以侧向通过为主的道岔,曲外股钢轨(曲尖轨、曲外股导轨、侧股翼轨等)侧面磨耗发展存在相似性,具有成组更换的可能。可动心轨辙叉侧向通过速度较低,成组更换时可只更换侧向翼轨及叉跟尖轨,降低成本。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
普速铁路道岔一般以通过总质量计算大修周期,但到发线通过总质量难以计算,因此成组更换道岔曲外股钢轨的周期不宜采用通过总质量计算。由于道岔导曲线不设超高、轮轨存在冲角等原因,钢轨侧面磨耗发展速度一般高于垂直磨耗,曲外股钢轨使用寿命控制因素为侧面磨耗,因此采用侧面磨耗达到重伤限值作为成组更换道岔曲外股钢轨的决策依据。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
对于顺向道岔,根据曲外股钢轨的磨耗规律,预期更换实施方案见表2。成组更换可按照可动心轨辙叉侧向翼轨的侧面磨耗达到重伤为标准。侧向曲尖轨侧面磨耗最快,尖轨侧面磨耗重伤刚刚出现时,导轨和辙叉侧面磨耗较小,可单独更换曲尖轨。第2根曲尖轨磨耗到限时,通常直基本轨藏尖段也侧面磨耗失效,导曲线外股钢轨、可动心轨辙叉翼轨趾端的侧面磨耗已达到4~6mm。如单独更换新尖轨,基本轨无藏尖结构,尖轨尖端会迅速磨耗、掉块,严重影响尖轨使用寿命,同时尖轨跟端调整空间有限,尖轨与导轨工作边错牙较大,无法顺接,因此第二次更换曲尖轨时通常要同步维修更换直基本轨、曲尖轨和曲导轨。由于可动心轨辙叉更换成本较高,且导轨有一定调整空间,宜通过调整导轨以及现场打磨翼轨来消除错牙。辙叉翼轨侧面磨耗到限时,曲尖轨磨耗也接近更换限值,此时宜成组更换。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表2 顺向道岔曲外股钢轨更换方案
| 钢轨部件 | 钢轨侧面磨耗/mm | 更换策略 | ||
| 直基本轨 | 曲导轨 | 辙叉 | ||
| 曲尖轨 | 2 | 2~3 | 2~3 | 更换曲尖轨 |
| 曲尖轨或直基本轨 | 3~4 | 4~6 | 4~6 | 更换直基本轨、 曲尖轨、曲导轨 |
| 曲尖轨或侧向翼轨 | 2 | 2~3 | 8 | 成组更换道岔曲 外股钢轨 |
对于逆向道岔,大修周期与预期实施方案见表3。成组更换以辙叉达到侧面磨耗重伤为标准。曲尖轨的最大磨耗位置出现在15mm断面之后,其使用寿命较顺向通过长,但侧面磨耗速率受尖轨存在曲率变化的影响,较导轨、辙叉的速率更快,建议在曲尖轨接近轻伤时更换一次曲尖轨。由于逆向通过的曲尖轨侧面磨耗轻伤限值较大,新曲尖轨与既有曲股导轨工作边错牙较大,因此曲导轨应同步更换。辙叉达到侧面磨耗重伤时,曲尖轨接近侧面磨耗轻伤限值,宜成组大修侧股钢轨件。列车逆向通过道岔时,车轮对直曲基本轨藏尖段侧面磨耗极少,因此成组更换时直基本轨可利旧。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
由于高速道岔均为无缝道岔,在维修更换曲尖轨和曲导轨时,须锯切焊接接头。在线路换轨时,应锯切接头及其热影响区,在下一枕间重新焊接,新换钢轨应延长1孔枕间距,约600mm。对于曲尖轨跟端锻压段,延长600mm对锻压的工艺难度提升较大,质量不易保证,因此目前普遍采用跟端延长50mm的方案。锯切曲尖轨时,仅锯切焊筋部分,再与曲导轨在同一枕间焊接。辙叉趾端翼轨由60TY1钢轨廓形机加工至60钢轨廓形,成型段的长度设置与尖轨跟端相同,只能满足锯切后与导轨原位焊接一次,尖轨与辙叉的轨端成型段长度也决定了表2和表3中成组更换的时机。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表3 逆向道岔曲外股钢轨更换
| 钢轨部件 | 钢轨侧面磨耗/mm | 更换策略 | ||
| 曲尖轨 | 曲导轨 | 辙叉 | ||
| 曲尖轨 | 5~6 | 4~5 | 4~5 | 更换曲尖轨、曲导轨 |
| 侧向翼轨 | 4~5 | 3~4 | 8 | 成组更换道岔曲外股钢轨 |
综上,成组更换道岔曲外股钢轨均以辙叉侧向翼轨侧面磨耗达到8mm重伤限值为准。由于道岔侧向通过总质量不同,钢轨磨耗速率不同,因此成组更换的周期并不固定。
3.2 成组更换道岔钢轨
成组更换道岔钢轨主要依据道岔钢轨整体垂直磨耗状态制定。当列车以通过道岔直向或侧向为主时,未产生磨耗的钢轨部件为1根尖轨和2根导轨,对于整组道岔钢轨部件占比较小,采用同步更换时可增加的成本有限。可动心轨辙叉对直向平顺性、密贴要求较高,因此成组更换可以提升道岔钢轨件之间的匹配性,降低道岔铺设与几何调整的难度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
高速铁路通过列车工况接近,线路平顺性好,高速道岔钢轨部件垂直磨耗较均匀,可按照尖心轨垂直磨耗达到6mm或其他钢轨部件垂直磨耗达到7mm的标准,成组更换道岔钢轨,见表4。如在实际检修中发现尖轨轮载过渡位置垂直磨耗发展较快,可按照表4制定单件与成组更换的实施方案。在尖轨关键断面提前达到轻伤,其他钢轨件普遍磨耗在3mm左右时,单独更换尖轨,待其他钢轨部件达到磨耗重伤后成组更换。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
中国高速道岔普遍每2年开展预防性打磨1次,每次打磨金属去除量约0.2mm。结合仿真计算与实际观测结果,高速动车组通过总质量每100Mt使道岔钢轨产生垂直磨耗0.057mm。按基本轨、导轨7mm垂直磨耗重伤计算,对应不同通过总质量的线路,高速道岔钢轨整体达到重伤更换限值的时间见表5。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
根据表5,中国高速铁路不同年运量线路对应的道岔成组更换钢轨周期应在通过总质量450~900Mt或使用19~45年。
表5 不同通过总质量线路成组更换道岔周期
| 年通过总 质量/Mt | 轮轨垂直 磨耗/mm | 打磨量/mm | 总垂直磨耗/mm | 垂直磨耗到 限时间/年 | 垂直磨耗 到限通过 总质量/Mt |
| 10 | 0. 057 | 0. 1 | 0. 16 | 44. 5 | 445 |
| 15 | 0. 086 | 0. 1 | 0. 19 | 37. 7 | 565 |
| 20 | 0. 114 | 0. 1 | 0. 21 | 32. 7 | 653 |
| 25 | 0. 143 | 0. 1 | 0. 24 | 28. 8 | 721 |
| 35 | 0. 200 | 0. 1 | 0. 30 | 23. 3 | 817 |
| 45 | 0. 257 | 0. 1 | 0. 36 | 19. 6 | 882 |
3.3 成组更换道岔弹性铁垫板
弹性铁垫板刚度主要受橡胶材料的影响,橡胶的性能变化主要与时间相关,与线路通过总质量相关性较低。基于不同服役时间的高速道岔单节点弹性铁垫板静刚度抽检结果,见图5。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
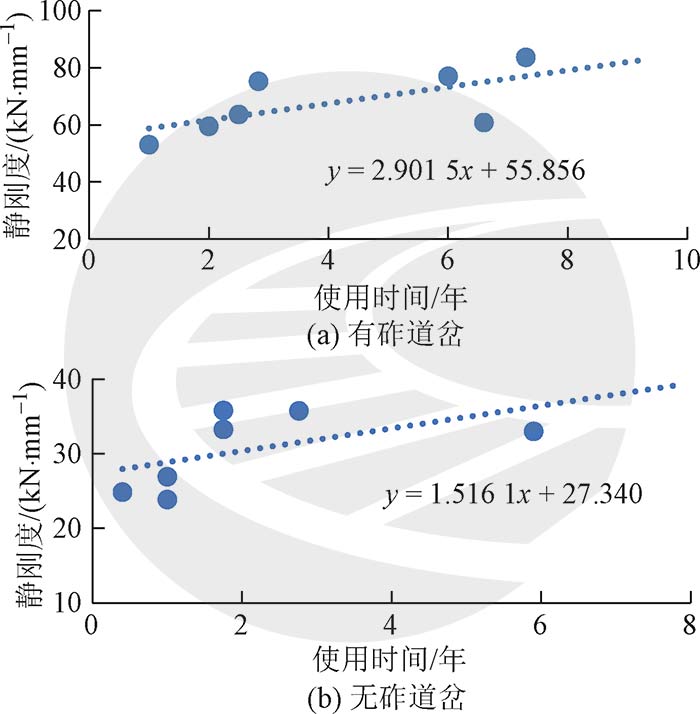
目前对高速道岔弹性铁垫板使用状态发展规律的认识还处在探索阶段。初步分析认为,有砟道岔的弹性铁垫板刚度发展趋势与使用年限可按照线性关系进行预测。预测结果表明,弹性铁垫板使用22年时,其静刚度将达到120kN/mm。无砟道岔主要抽检了高寒地区服役的高速道岔,根据趋势线计算可知,无砟弹性铁垫板刚度达到60kN/mm限值时,服役时间为21年。考虑其他服役条件时,静刚度变化不明显,预期服役时间可达到39~55年,对应无砟弹性铁垫板静刚度达到限值。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.4 高速道岔大修周期建议
由于中国目前尚无高速铁路大修经验,大修周期的制定宜从偏于安全的角度出发。
成组更换道岔曲外股钢轨的周期受道岔侧向运量影响较大,且到发线运量缺少数据支撑,不宜按照通过总质量确定周期,应以辙叉侧向翼轨侧面磨耗达到8mm重伤限值为准。侧面磨耗的发展速率不同,导致道岔的曲外股钢轨成组更换时间不易提前计划,宜采用维修更换。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
成组更换道岔钢轨的周期为通过总质量450~900Mt或服役19~45年,其中中国高速年通过总质量中位数在15~20Mt,成组更换道岔钢轨的周期宜定为600Mt。成组更换道岔弹性铁垫板的周期,根据服役条件较差的线路弹性铁垫板静刚度变化趋势预测结果,宜定为20年。因此,轨及联结零件的大修周期定为年通过总质量建议高速道岔成组更换钢600Mt或服役时间20年。由于该大修周期的制定较为保守,且高速道岔性能衰减速率较缓慢,达到上述条件时应对道岔实际服役状态评估后,最终确定是否列入大修计划。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4 结论及展望
1)高速道岔混凝土岔枕及无砟轨道设计使用寿命较长,大修应以成组更换道岔钢轨及联结零件为主。
2)成组更换道岔曲外股钢轨应以辙叉翼轨侧面磨耗达到8mm重伤限值为准,宜按照维修更换。
3)成组更换道岔钢轨的周期在通过总质量450~900Mt或服役19~45年,更换道岔弹性铁垫板的周期宜定为20年。建议高速道岔成组更换钢轨及联结零件的大修周期定为年通过总质量600Mt或服役20年,且应根据道岔实际状态评估决定是否列入大修计划。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
本文提出的高速道岔大修周期是基于目前高速铁路道岔的服役现状以及工务检查、修理现状。由于数据积累较少,大修周期偏于保守,建议从以下几个方面开展后续工作:
1)随着钢轨保护技术发展与对高速铁路钢轨服役状态认识深入,道岔钢轨的打磨周期可能延长,因此道岔钢轨的成组更换周期也会随之延长。
2)道岔弹性铁垫板测试数据较少,且均为单节点垫板的静刚度数据,需要进一步补充测试,特别是转辙器及辙叉的长垫板刚度,可进一步精确预测成组更换弹性铁垫板的周期。
3)成组更换混凝土岔枕周期及道岔无砟轨道结构大修目前还缺少研究。
文章来源:
原文名称:高速铁路道岔的大修周期
作者信息:杨东升 司道林 王璞(1.高速铁路轨道系统全国重点实验室,北京 100081;2.中国铁道科学研究院集团有限公司 铁道建筑研究所,北京 100081)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
期刊信息:铁道建筑 2024年5月 第 64 卷第5期



点赞
学习了