钢轨的硬度是其关键性能指标之一,它关乎着钢轨的使用。那么钢轨出厂前的硬度是如何检测的,又有哪些具体要求呢?下面我们就来详细了解。
01 钢轨硬度的检测 “秘籍”
硬度,说白了就是材料抵抗硬物压入表面的 “防御力”。咱们国家给钢轨测硬度,主要有两招:布氏硬度(HBW)检测和洛氏硬度(HRC)检测。在铁路线上,偶尔会用里氏硬度计 “抽查”,但钢轨出厂前的 “体检”,一般不用这招。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


02 踏面硬度检测
钢轨在出厂前都要做踏面硬度的检测,采用布氏硬度检测。
一般从每炉钢轨中随机挑一支 “代表”,截取至少 100mm 长的试样,把轨顶面磨掉 0.5mm 后,就得接受布氏硬度仪的 “考验”,而且测试点不能少于 5 个。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
轨头顶面中心线上的硬度得符合 “标准清单”(表 1),更重要的是,同一支钢轨的硬度 “脾气” 不能太暴躁,偏差不能超过 30HBW。比如 U75V钢种,硬度得在 280~320HBW 之间,要是超出这个范围,可就过不了关啦。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

表1 热轧钢轨轨头踏面硬度
| 钢牌号 | 轨头顶面中心线硬度(HBW10/3000) |
| U71Mn/U71MnH | 260~300/320~380 |
| U75V/U75VH | 280~320/340~400 |
| U77MnCr/U77MnCrH | 290~330/350~410 |
| U78 CrV/U78CrVH | 310~360/370~420 |
| U76 CrRE/U76CrREH | 310~360/370~420 |
03 横断面硬度检测
热处理钢轨需要做横断面硬度检测,采用洛氏硬度检测。
每炉热处理钢轨,也得随机选一支,在头部或尾部切取轨头试样,用洛氏硬度计按特定 “路线” 检测 —— 第 1 点距表面 5mm,其余点之间也保持 5mm 的距离,还有几条 “特殊线条”(D 线、E 线距下颚 5mm;B 线、C 线是角平分线),每个点都不能放过。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
这些点的硬度也有明确标准(表 2)。以 H340 代号的 U75VH 钢种为例,A1、B1 等点的硬度要在 36.0~42.0HRC,而 A4、B5 等点则不能低于 34.0HRC,任何一个点不达标都不行。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
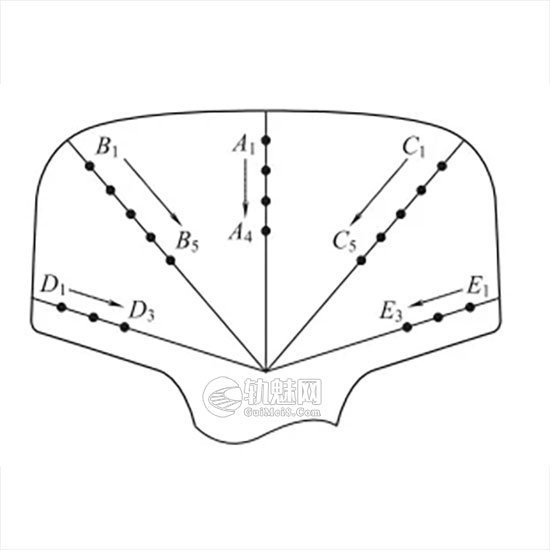
表2 横断面洛氏硬度检测
| 代号 | 钢牌号 | 轨头横断面硬化层硬度 | |
| A₁,B₁,C₁,D₁,E₁ | A4,B₅,C₅,D₃,E₃ | ||
| H320 | U71MnH | 34.0~40.0 | ≥32.0 |
| H340 | U75VH | 36.0~42.0 | ≥34.0 |
| H350 | U77MnCrH | 36.0~42.0 | ≥35.0 |
| H370 | U78CrVH、U76CrREH | 37.0~44.0 | ≥36.0 |
04 全长硬度波动检测
热处理钢轨可不是 “一检永逸”,每五年还得做一次全长硬度波动检测。从钢轨一端开始,每隔 20~25m 就取一段 200mm 长的试样,磨去轨顶面 0.5mm 后,测不少于 10 个点的布氏硬度,确保硬度波动不超过 30HBW,保证 “全身上下” 的硬度都均匀可靠。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
05 不合格?这样处理!
要是初检没通过,就得从同一炉里再挑两支钢轨做复验:一支得和初验试样来自同一铸流,另一支来自其他铸流。如果两支复验试样都不合格,就得继续取样检测;要是同一铸流的钢轨两次都不达标,那这一铸流的钢轨就只能被 “淘汰” 了。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
06 硬度不合格的“幕后黑手”
钢轨硬度不合格,大多是生产过程中 “工艺不听话” 导致的:可能是钢的化学成分 “闹脾气” 出现异常,也可能是热处理时温度、时间没控制好,还有可能是表面脱碳层没有完全打磨掉。所以生产时必须盯紧每一道工序,才能让钢轨硬度稳定达标!󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


