
一、病害概况
高速道岔作为高速铁路的基础设施,对行车平稳性与安全性有重要意义,是线路保养中的关键环节。随着运营时间的增加,高速列车通过道岔体感晃车越来越明显,道岔转辙、可动心等工电结合部病害增加,道岔钢轨鱼鳞纹等病害也逐渐增多,所以综合性的道岔整治是解决道岔晃车有效的方式。下面以CN系列道岔(存在FAKOP区,整治较为复杂)为例,介绍高速铁路道岔晃车综合整修。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
二、整治方法
1.多手段测量,综合分析,查找病因
(1)对降低值进行通测
按照道岔理论降低值设计值进行降低值逐枕测量(理论上尖轨宽度20~50 mm范围为车轮受力由基本轨过渡到尖轨的过渡段,50 mm及以上钢轨基本轨不应受力)。
(2)线路、道岔整体测量
①对道岔及前后不少于200 m的线路进行精测,对于同一咽喉的道岔应进行通测、晃车较为明显或综合检测车状态不良站区应进行贯通测量。

②分析结果
某站×号道岔晃车的原因是FAKOP区后部存在方向不良,最大值为4 mm。
③通过与电务部门沟通,在满足电务设备调整量的情况下制定精调方案,如图3—14中紫线所示。
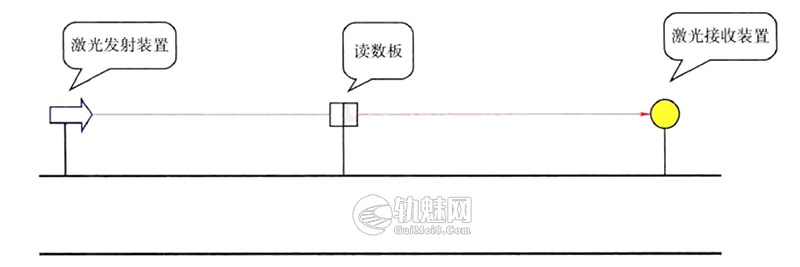
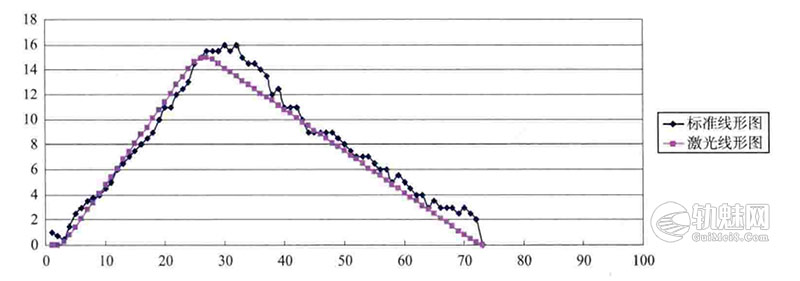
(3)利用激光长弦对FAKOP区进行测量
为精确确定FAKOP偏移情况,利用激光长弦对FAKOP进行测量,并与轨道测量仪数据进行对比分析,如图2和图3所示。
2.综合整治
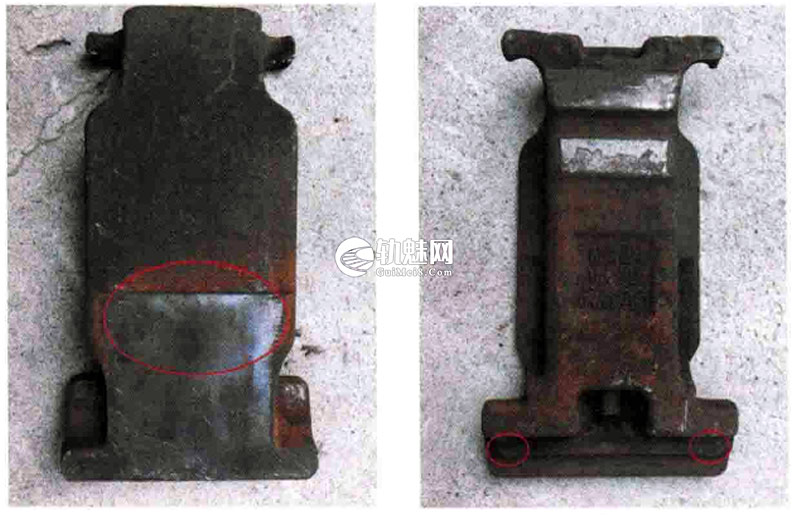
(1)调整降低值
对状态不良的道岔首先分析降低值,降低值不合适的要先调整降低值。通过对更换的滑床板分析:降低值不合适处,滑床板与轨底接触处所存在2 mm左右的压痕,同时扣压轨底的触点也存在不同程度的磨耗。通过现场整治情况看,对于降低值偏差在3 mm以内的,可以通过更换标准的滑床板实现,如图3—17所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)道岔精调
①人员准备:根据调整区段长度、量级等确定精调所需人员,一般一组道岔(以18号道岔为例,下同)需分三组,每组所需12人左右:转辙1组(FAKOP区)、连接部分1组、辙叉1组;如需对岔前、岔后线路进行调整时,按照每组50 m精调量安排用工。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
②FAKOP区域精调:以1号枕、41号枕确定零点,利用精调支架进行精调:根据轨道测量仪数据,如果1号枕、41号枕在同一平面位置时,直接架设精调支架;如果1号枕、41号枕不在同一平面位置,人工精调至同一平面位置(根据精调方案确定)。精调过程中严格控制作业质量,FAKOP区加宽值及轨向控制在0~1mm之间。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
③连接部分精调:类似于线路精调,采用现场方案复核、作业量标注、散料、松扣件、更换线上料、调整基准股、扣件复拧、非基准股调整、质量回检的方式进行精调。
④辙叉部分精调:以心轨为基准股,采用先心轨后外直的方式进行精调,给电务部门留出足够的道岔调整时间;对翼轨堆高进行精调(CN-6118道岔需调整,客专道岔不需要调整)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
⑤其他:道岔曲股通过调整水平、支距进行调整;对尖基轨不密贴进行调整。
(3)小机打磨
道岔打磨采用小机打磨形式进行,旨在消除并预防道岔钢轨鱼鳞病害、修正钢轨廓形、消除光带不良,改善轮轨关系,提高行车舒适度,延长道岔轨件使用寿命。
①制定打磨方案
a.道岔预防性打磨及修理性打磨:对于预防性打磨,打磨区域包含道岔接头岔前钢轨顺接2 0 m,岔后过渡区20m钢轨;对于修理性打磨,需根据打磨深度,在道岔前后接头向外顺接各20 m的基础上,按照1:10000的顺坡。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
b.按照道岔钢轨廓形测量点的布置采集廓形数据,如图4所示(《高速铁路钢轨打磨管理办法》),并与标准廓形或者设计廓形对比;测量道岔及前后线路钢轨光带,重点关注光带异常部位,若焊缝部位光带不良,需要测量焊缝平直度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
c.道岔钢轨表面有鱼鳞纹,使用涡流探伤仪进行推检道岔全长,根据推检鱼鳞纹深度数据确定打磨深度,打磨深度为测量全长范围内鱼鳞纹最深值+0.3 mm。
d.根据上述测量数据及要求,综合制定打磨方案。
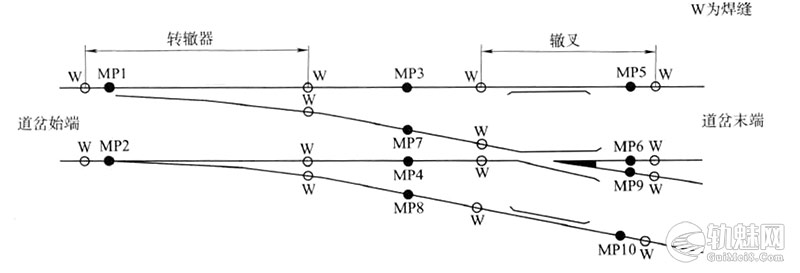
注:道岔内廓形测点为三个断面,共计10个测点:第一个断面位于岔前(测点MP1和MP2);第二个断面位于导曲线中部(测点MP3、MP4、MP7和MP8);第三个断面位于岔尾(测点MP5、MP6、MP9和MP10)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
②现场打磨作业要求
a.道岔钢轨轨件应连续打磨,确保钢轨打磨平顺性。
b.曲上股和曲下股同时打磨;参考打磨前曲股水平,不得只打磨曲上股;曲上股和曲下股轨顶面打磨深度应当一致。
c.尖轨和基本轨需同时打磨,保证降低值符合标准,不得单独打磨。
d.与道岔打磨车直向打磨重叠区域,需按照打磨车廓形重叠2~3m。
e.无打磨受限区域,尖轨、心轨全廓形连续打磨。
f.对于修理性打磨,在打磨过程中,实时利用涡流探伤仪对钢轨表面进行探伤,以确定钢轨病害消除程度,轮廓仪实时对廓形进行测量,以更好的修正廓形。轨头廓形偏差应满足表1的要求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1 钢轨打磨轨头廓形验收标准(手工检测)
| 设计行车速度(km/h) | 轨头横向-25~+25 mm范围内(mm) | 轨头横向25~+32 mm范围内(mm) |
| <200 | +0.3/-0.3 | +0.2/-0.6 |
| ≥200 | +0.2/-0.2 | +0.2/-0.6 |
注:廓形验收范围为钢轨轨头横向-25~32 mm。表中+、-分别表示所测廓形高于和低于目标廓形的量值。
三、整治效果
1.通过对道岔几何尺寸及结构的精调整治,有效减少道岔设备故障,降低车载仪的偏差峰值及报警次数,消灭惯性晃车问题。
2.通过打磨可修复轨面伤损,预防或减少接触疲劳病害,延长钢轨使用寿命。
文章来源:
原文名称:高速铁路道岔晃车综合整修
作者信息:《高速铁路无砟轨道养护与维修》 2021年


