1 引言
移动气压焊轨车具有对钢轨成分参数不敏感、适应性强、焊接接头质量好等特点,各线路大修的实际施工需要及铁路自动化智能化发展趋势,使移动气压焊轨车得到较快推广。在使用移动气压焊轨车进行钢轨焊接时,因作业指标、作业环境、设备工况等原因易发生接头伤损。伤损多为光斑,而光斑为面积型缺陷[1],探伤极难发现,如该类接头上道服役,后期很容易出现疲劳断裂,危及行车安全。本文旨在分析总结移动气压焊轨车焊接接头伤损原因,提出应对措施,为移动式气压焊轨车钢轨焊接施工提供参考。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 伤损特征及原因分析
移动气压焊轨车钢轨焊接接头伤损多在轨底、轨颚部位,是由大面积光斑引起的未焊合,被探伤发现后定为伤损接头。引起伤损的原因包括2021年前气压焊标准不适用、既有端面处理设备无法满足较高的端面斜度要求、钢轨端部处理不规范、现场大风环境、超标准拉伸焊接、设备保压压力异常,加热温度过高引起钢轨母材成分偏析聚集等。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.1 2021年前气压焊标准不适用
2021年9月前,未颁布移动气压焊接标准,使用移动气压焊轨车进行钢轨焊接时参考《钢轨焊接第4部分:气压焊接》(TB/T 1632.4—2014),该标准为
使用小型气压焊进行钢轨焊接时的参考标准,该标准中要求“焊前对钢轨端面进行打磨,端面斜度允许偏差为0.2 mm”。但由于小型气压焊的两段压力法焊接与移动气压焊轨车的恒位移控制焊接过程不同,且在执行该项标准时两待焊钢轨会出现0.4 mm的密贴度偏差,最终导致端面斜度偏差过大,焊接过程中不密贴的端面被高温加热后发生氧化污染,形成接头光斑或未焊合缺陷,导致接头伤损。随着《移动式钢轨气压焊接》(Q/CR 827—2021)的颁布实施,标准规定“单个端面斜度最大允许值为0.1 mm”,焊接后,移动气压焊轨车的钢轨焊接重焊率由2020年的0.35%降低至2021年的0.3%。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.2 既有端面处理设备无法满足较高的端面斜度要求
由于锯轨后端面斜度偏差较大,导致需要使用端磨机磨削的钢轨厚度增加,随着不断地磨削,钢轨端面温度升高,而端面相邻的钢轨温度较低,致使端面温度骤升骤降,产生淬硬组织。在端磨后精磨的过程中,工人很难将该层淬硬组织磨削掉,导致焊接后产生焊接缺陷。通过用端铣机逐步替代端磨机,移动气压焊轨车钢轨焊接接头的重焊率由2021年的0.30%降低至2022年的0.29%。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.3 钢轨端部处理不规范
钢轨端部处理环节对移动气压焊轨车钢轨焊接至关重要,待焊轨端面处理后斜度是否满足标准、端部除锈打磨是否彻底、阴雨潮湿天气烘干及除锈打磨后的端部保护是否良好、端部的有机溶剂清洗及吹干是否彻底、端面精磨后的测量是否准确等,都会导致钢轨焊接前端部受到污染,致使焊接时端面污染部位或难以贴合部位经顶锻后不能结合,形成焊接缺陷。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
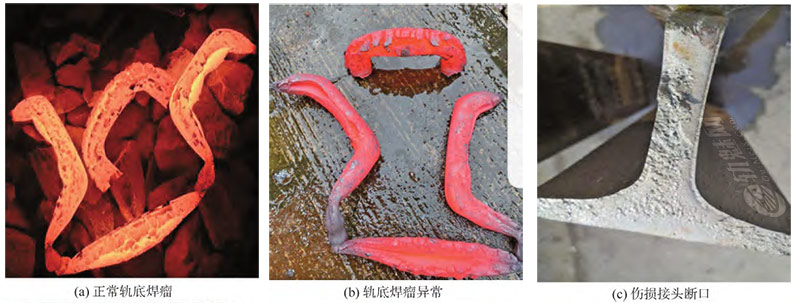
钢轨端部处理不规范导致的接头伤损如图1所示。由图可以看出,在端面密贴的情况下,经过剪切应力的焊瘤应包在一起,形成正常轨底焊瘤图1(a)。与正常轨底焊瘤相比,图1(b)中的接头轨底焊瘤明显异常,轨底焊瘤在推凸刀的较大剪力下开口较大。待焊轨端面斜度超标或污染物未清除干净,导致两待焊轨端面未完全贴合,在焊接过程中空气进入焊缝或污染物在高温下留在焊缝内部,造成轨底端面被氧化或被污染,被氧化或被污染后的端面在高温下无法结合形成新的金属键,最终形成光斑或未焊合伤损。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.4 现场大风环境影响焊接质量
因移动焊轨车的气压焊机为开放式焊机,大风或者本线施工过程中邻线过车时,会导致焊接温度降低,进而导致钢轨内部温度不足,产生“硬”组织,顶锻后难以结合。因此移动气压焊轨车钢轨焊接过程中如在大风环境下未做好焊前挡风措施,极易造成焊接质量问题。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.5 超标准拉伸焊接
目前使用的移动气压焊轨车焊机可拉伸温度为41.6℃,而《移动式钢轨气压焊接》(Q/CR 827—2021)要求15℃以内,可能存在超标准拉伸问题。如因线路待焊钢轨锯切量未计算准确而未留足长度或低温钢轨应力超标准拉伸焊接,加之保压油缸内部密封老化漏油泄压,极易导致待焊钢轨端面密贴不良而受到空气污染。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

如图2所示,该接头伤损为超标准拉伸焊接导致的伤损。由图可以看出,该焊缝轨头出现明显裂纹,轨头、轨底焊瘤均出现明显异常,且轨头出现全断面光斑。
2.6 设备保压压力异常
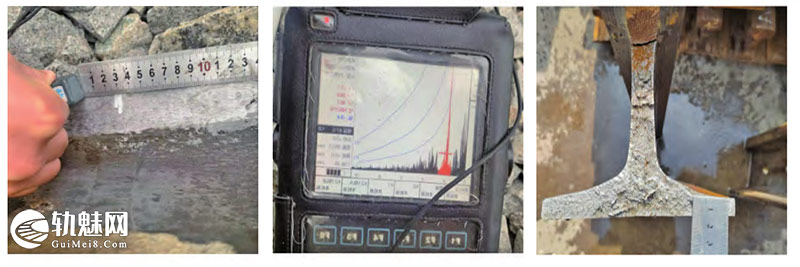
移动气压焊轨车某次现场焊接时出现了焊机静端夹紧钢轨后无法松开现象,而焊接后接头工艺记录数据无异常,探伤无异常。因该接头外观较差需对其弯轨作业,弯轨过程中接头出现约0.5 mm裂缝(图3)。对钢轨扰动后该接头直接断裂(图4),从断裂处观察为全断面光斑。焊接后的异常焊瘤如图5所示。焊接邻股接头时出现相同的设备故障,对邻股接头打磨探伤,发现轨头熔合线处也出现裂缝。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹



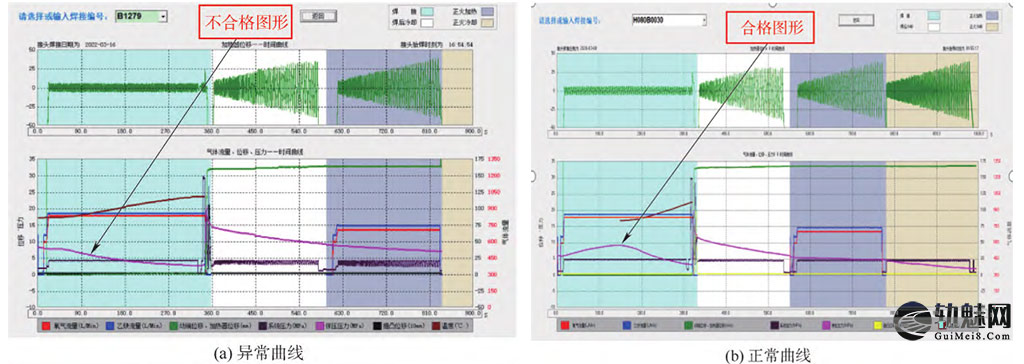
经排查分析,该接头焊接过程中的保压压力曲线异常[图6(a)]。由于移动气压焊轨车钢轨焊接过程的恒位移控制,正常保压压力曲线[图6(b)]应在待焊轨端部温度升高受热膨胀后位移不变而压力变大,随后随着加热温度的升高待焊轨端部变软变形而压力变小,应为类抛物线。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
对焊机静端电磁换向阀(即静端电磁阀)和叠加式液控单向阀(即液压锁)进行更换,排查设备故障,判断为因静端电磁换向阀和叠加式液控单向阀泄压,焊接过程中无法完成静端夹紧油缸保压,导致端面氧化而形成大面积光斑。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.7 加热温度过高引起钢轨母材成分偏析聚集
移动气压焊轨车某次现场焊接时,接头轨底脚一挡位置探伤出波,判轻伤。回放探伤波形显示深度约17 mm左右位置出现最高波,经过打磨(打磨深度2 mm)发现无法消除,为内部伤损。该接头5.2 m落锤1锤断,断在接头焊缝中心,断口无光斑,整个断口撕裂状态良好,探伤定位位置有一个约0.2 mm的亮点,为断裂源。探伤伤损部位定位如图7所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
经排查分析,焊接图纸正常、焊接数据正常、焊瘤有伤侧比无伤侧加热温度高,出现了偏烧现象,如图8所示。根据推凸方向及焊瘤判断断裂源为接头底部偏烧部位,据现场作业人员介绍,加热器火孔试火时发现一边有一个火孔略偏大。焊接材料均是定点提供,焊前除锈、端面斜度控制、作业过程中的看火盯控、挡风等均处于可控状态,可基本确定以上因素不会造成伤损。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
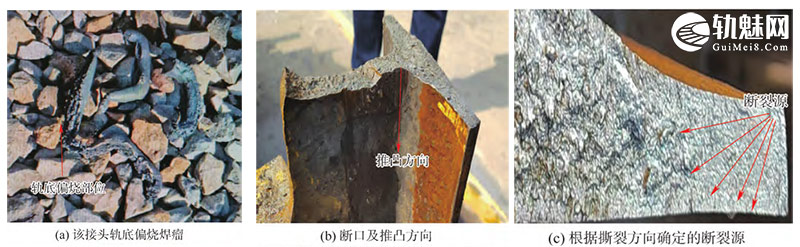
因此,判断该接头伤损为加热温度过高引起母材成分偏析聚集而造成的,焊接过程中钢轨母材的成分在某个区域出现了如锰、硅、硫、磷等聚集,在加热过程中出现了异常组织,形成缺陷。经推凸方向和焊瘤对比认为有缺陷侧为探伤有伤且加热热量相对较高的一侧。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 解决措施
3.1 提升作业指标
加强焊接前的钢轨端部处理工作,按照《移动式钢轨气压焊接》(Q/CR 827—2021)要求,从严控制待焊钢轨端面垂直度,各焊轨车全面配置端铣机设备,及时检查端铣机状态,检查夹持状态是否正常,刀粒是否需要更换等,保证单个端面斜度控制在0.1 mm以内,对轨后两待焊轨端面间隙控制在0.15 mm以内,确保待焊轨端面粗糙度约为MRR Ra 6.3,确保钢轨端面合缝后密贴。严格端部除锈,端部150 mm内打磨除锈干净,不留死角,特别是轨底下表面及轨颚部位,用四氯化碳清洗干净并吹干。夹轨时注意观察有无杂质进入钢轨端面,夹轨后观察两个待焊轨端面是否密贴,否则重新进行端铣及其他端面处理。端部处理前须对待焊钢轨烘烤干燥,端面处理至焊接点火前的间隔时间控制在20 min以内,在焊接前需进行进一步精磨处理。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.2 做好看火、挡火、挡风处理
加强加热器的日常维护保养,使用过程中监视加热器火孔状态、摆火情况,及时申请加热器至厂家维护保养。安排有经验焊工看火,焊机操作侧和非操作侧的火苗情况均要观察,在两边加热不均匀时,对加热较强的一边进行挡火,确保焊接接头的两个轨脚边受热均匀,焊接U71MnG钢轨时,需注意挡火,防止热量过高导致塌角[5]。任何情况下焊接时均要做挡风处理。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.3 加强焊机设备和焊接过程管理

设备出现异常情况时应及时检修,防止焊机带病作业。及时观察各压力表是否异常,焊接过程中,主操作手除观察焊机终端界面外,还应实时观察动、静端夹轨压力表(图9)。一般初始保压压力不低于10 MPa、夹紧时最大压力约30 MPa,保压中不宜低于22 MPa。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
定期检查系统压力是否正常,试焊时,对动、静端夹轨压力进行测试。测试方法:以静端为例,夹住短轨(空载也可测试)、按下“静端夹紧”按钮持续5 min,观察静端夹紧压力显示从高降低,不宜低于22 MPa,如低于22 MPa,需进行检修或更换电磁换向阀。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
焊接及焊后热处理由移动气压焊轨车完成。焊接过程严格按照工艺参数要求执行,确保焊接、正火、喷风时间。
3.4 加强伤损接头数据管理
出现伤损接头时,加强过程照片的留存和接头处理数据的管理。将焊接图纸、焊接数据、焊接视频资料、探伤数据等及时进行存储,用于自查和备查,及时回放、审查以上数据,查找分析可能的原因。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
采取上述措施后,移动气压焊轨车钢轨焊接接头重焊率由2020年的0.35%降低至2023年的0.17%,具体情况见表1。
表1 2020—2023年气压焊轨车焊接情况
| 年份 | 焊接个数/个 | 重焊个数/个 | 一次合格率/% | 重焊率/% |
| 2020年 | 2 604 | 9 | 99.65 | 0.35 |
| 2021年 | 2 777 | 8 | 99.71 | 0.29 |
| 2022年 | 3 154 | 9 | 99.71 | 0.29 |
| 2023年 | 2 980 | 5 | 99.83 | 0.17 |
4 结束语
(1)移动气压焊轨车焊接接头伤损原因主要为前期标准不适用、既有端面处理设备无法满足较高的端面斜度要求、钢轨端部处理不规范、现场大风环境、超标准拉伸焊接、设备保压压力异常、加热温度过高引起钢轨母材成分偏析聚集等。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)根据以上原因提出以下措施:
①按照《移动式钢轨气压焊接》(Q/CR 827—2021)中要求,端面斜度控制在0.1 mm以内,配备端铣设备。
②关注现场大风环境,做好挡风措施。
③做好端部除锈及清洗工作。
④禁止超标准拉伸焊接。
⑤关注设备状态,防止带病作业。
⑥有条件同步分析钢轨母材质量。
(3)移动气压焊轨车钢轨焊接过程中应做到精细化作业,同时,结合焊接图纸审核、焊瘤观察分析、探伤出波情况及接头打磨后的外观检查,预防和减少接头伤损。
文章来源:
原文名称:移动气压焊轨车钢轨焊接接头伤损原因分析及解决措施
作者信息:郭标1,马军1,康弘宇1,邹静2(1.中国铁路上海局集团有限公司上海工务大修段,上海201600;2.中国铁路上海局集团有限公司宁波工务段,宁波315000)󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
期刊信息:铁道工务 . 2025 ,3 (03)


