铝热焊是将长钢轨焊联成无缝线路的重要焊接方法,主要用于铁路道岔焊接、伤损处理及应力放散。根据TB/T 1632.3《钢轨焊接第3部分:铝热焊接》规定,打磨后的铝热焊接头轨头部位不应出现裂纹、咬边缺陷。这些缺陷在服役过程中受车轮碾压带来的滚动接触疲劳载荷作用,可能会逐渐发展成轨头掉块,严重危害行车安全。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
某车站发现12号道岔铝热焊接头轨头工作边起皮,打磨处理至表面无异常。20 d后在原位置再次发现裂纹,随后裂纹逐渐扩展,最终形成掉块。根据《普速铁路线路修理规则》规定,该铝热焊接头达到轻伤标准。为了查明掉块的原因,对伤损接头切除后进行检验与分析。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 理化分析与结果
1.1 宏观分析
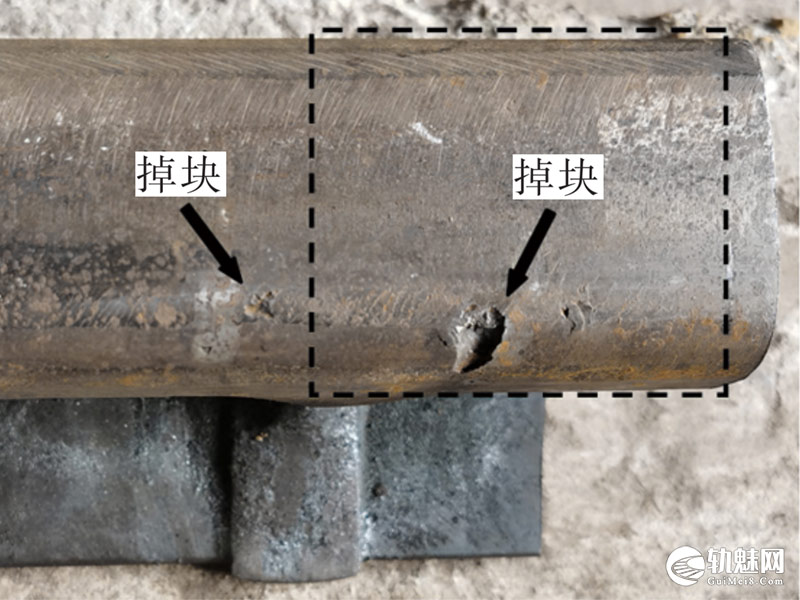
伤损铝热焊接头的宏观形貌如图1所示。可见焊缝两侧的轨距角处存在一大一小两处掉块,轨距角附近存在大量鱼鳞纹。距离较大掉块右侧15 mm位置的鱼鳞纹翘起,即将形成掉块。较小掉块左侧区域呈现金属光泽。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
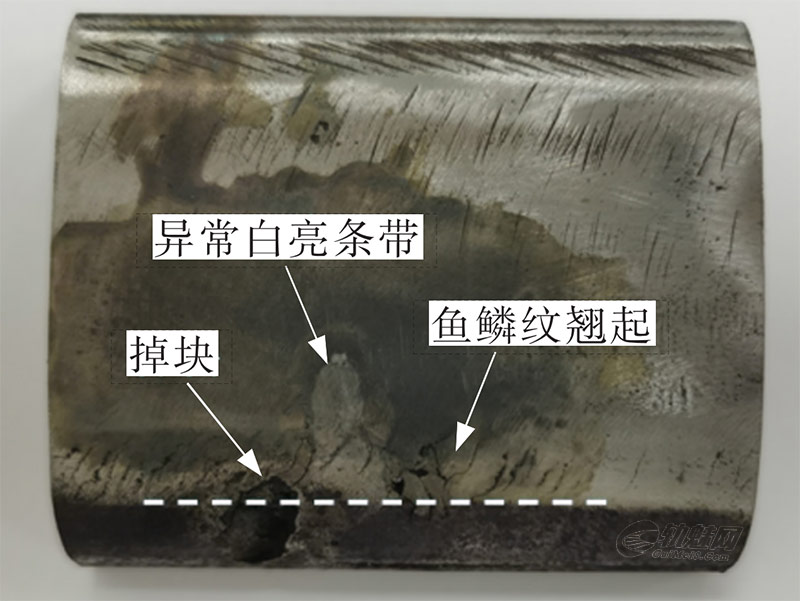
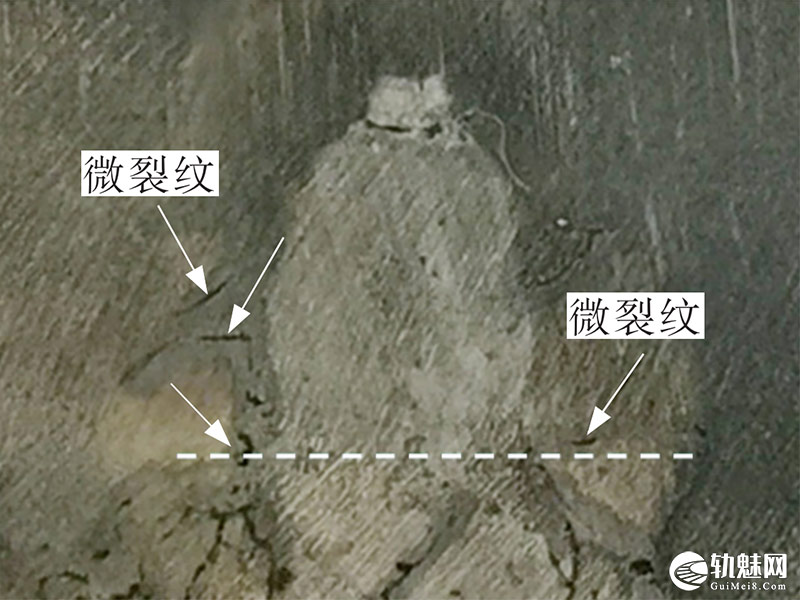
沿图1中虚线取试样1,对表面抛光后进行腐蚀处理,试样1腐蚀后形貌如图2所示。可见,在掉块与鱼鳞纹翘起区域之间存在一处明显异常条带,说明该位置的材质与铝热焊焊缝不同,推测该位置使用了电弧焊对接头进行焊补。图3为异常条带形貌,在异常条带的两侧发现数条微裂纹。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2 化学成分分析
对试样1的异常条带及正常区域进行化学成分测试,结果如表1所示。
由表1可见,正常区域的化学成分符合标准TB/T 1632.3《钢轨焊接第3部分:铝热焊接》的规定,异常条带C、Mn、Si元素均低于标准中规定值,并检测出少量Ti元素。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.3 金相检验
如图2所示,沿掉块中心的虚线取金相试样1。如图3所示,沿异常条带附近微裂纹中心的虚线取金相试样2。
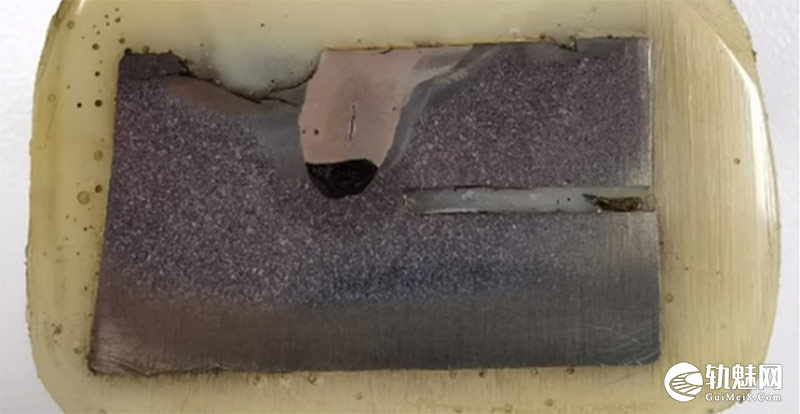
金相试样1的宏观形貌如图4所示。由图4可见明显的电弧焊缝形貌,电弧焊补的位置位于铝热焊熔合线内8~18 mm处,焊缝底部存在一处4 mm×2 mm的夹杂物,电弧焊缝的热影响区、焊缝中心及表面存在数条裂纹,掉块及鱼鳞纹翘起位置均在电弧焊热影响区范围内。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1 试样1的化学成分测试结果(质量分数,%)
| 元素 | C | Mn | Si | S | P | Al | Ti |
| 异常条带 | 0.245 | 0.381 | 0.258 | 0.010 | 0.020 | 0.071 | 0.007 |
| 正常区域 | 0.695 | 0.890 | 0.555 | 0.012 | 0.034 | 0.391 | – |
| 标准值 | 0.50~0.80 | 0.50~1.40 | ≤1.20 | ≤0.030 | ≤0.035 | 0.02~0.60 | – |
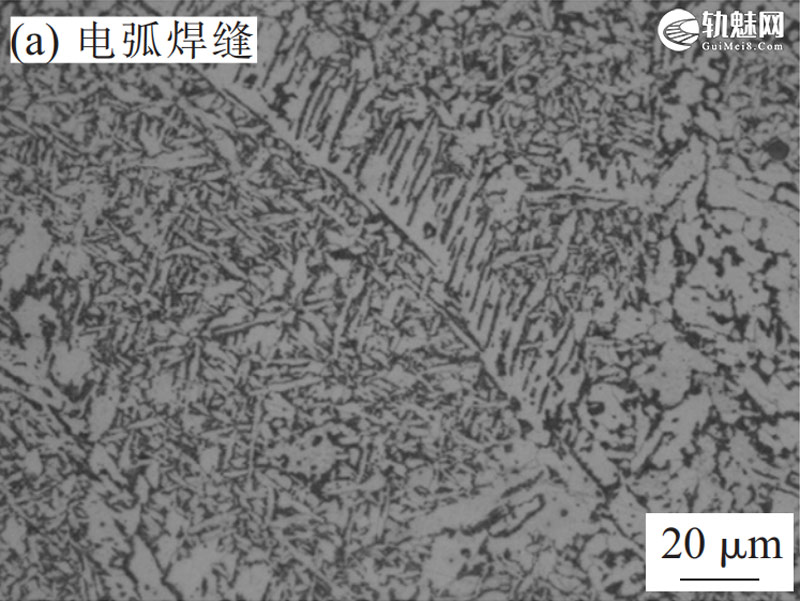
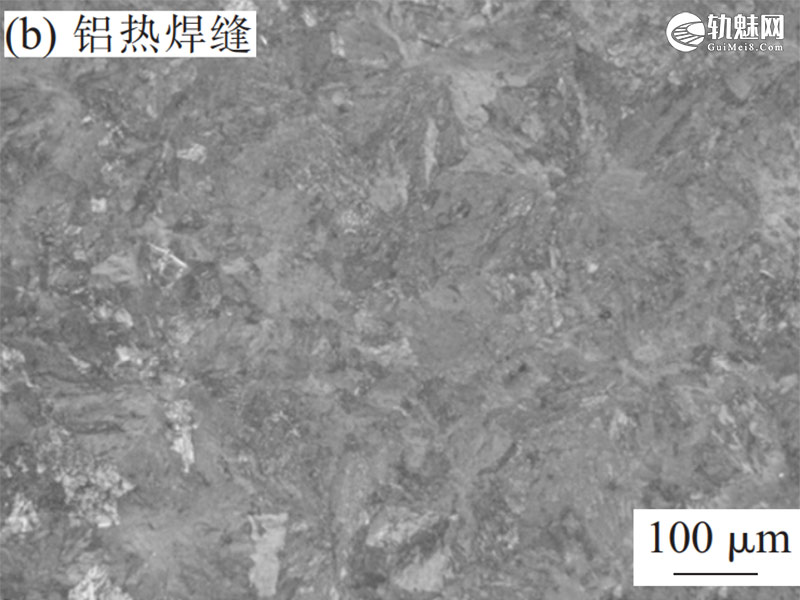
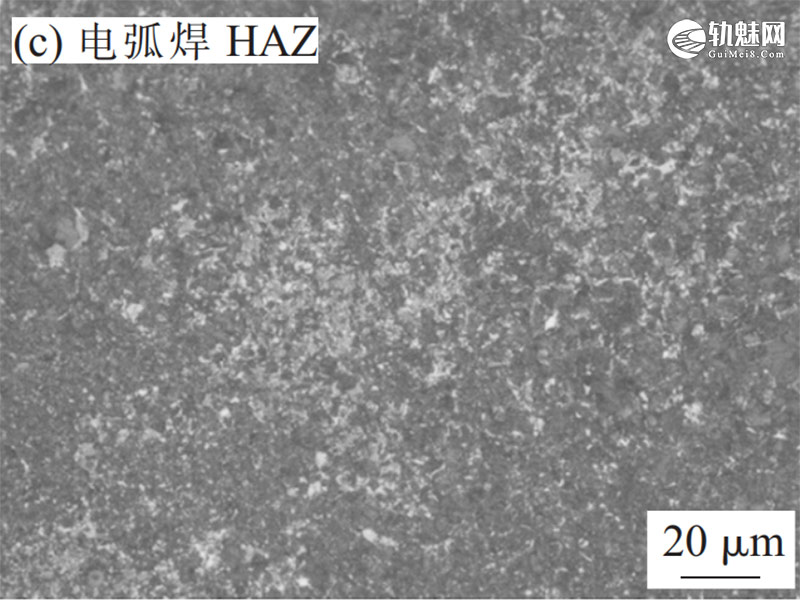
电弧焊缝、铝热焊缝和电弧焊热影响区(HAZ)的显微组织如图5所示。由图5可见,电弧焊缝组织为铁素体基体及少量的魏氏体组织;铝热焊缝显微组织为珠光体,符合标准对铝热焊缝显微组织的要求;电弧焊热影响区的组织由珠光体和少量铁素体组成。在电弧焊热循环作用后,铝热焊缝原始粗大的珠光体组织得到明显细化。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
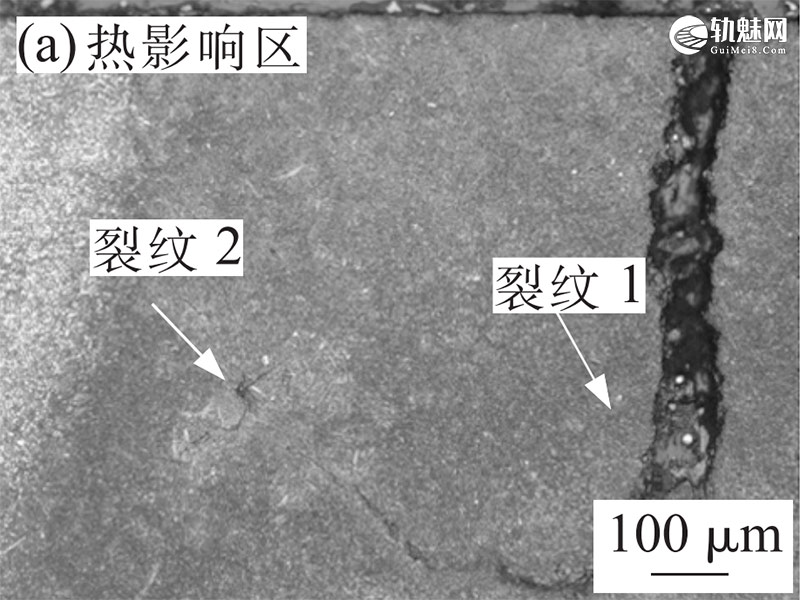
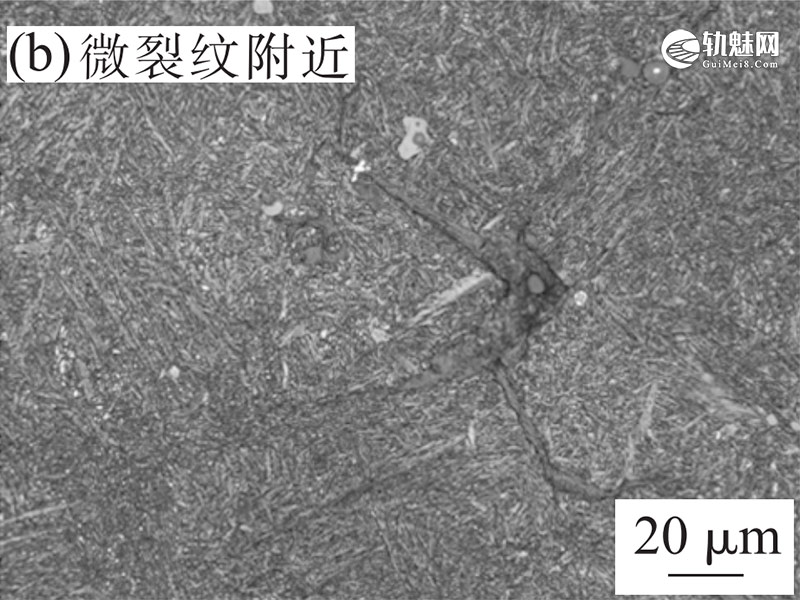
观察金相试样2的显微组织,电弧焊热影响区和微裂纹附近的显微组织如图6所示。由图6(a)可见,电弧焊缝的热影响区内存在两处裂纹,裂纹1已经扩展至钢轨表面,裂纹2位于裂纹1尖端的前方。电弧焊热影响区主要为珠光体组织,在裂纹1的尖端和裂纹2周围发现明显的针状组织(图6(b))。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.4 显微硬度检验
利用金相试样测试铝热焊缝、电弧焊缝、电弧焊热影响区及针状组织区域的显微硬度,测试3点,取平均值,测试结果如表2所示。
表2不同位置的显微硬度测试结果(HV)
| 位置 | 测试点1 | 测试点2 | 测试点3 | 平均值 |
| 铝热焊缝 | 314.3 | 301.8 | 305.2 | 307.1 |
| 电弧焊缝 | 168.8 | 174.3 | 176.4 | 173.2 |
| 电弧焊热影响区 | 370.9 | 379.3 | 370.4 | 373.5 |
| 针状组织区域 | 632.1 | 604.4 | 643.5 | 626.7 |
由表2可见,铝热焊缝的硬度平均值为307.1 HV,换算为布氏硬度为297.1 HB,符合标准对铝热焊缝硬度的要求。电弧焊缝的硬度最低,平均值为173.2 HV。电弧焊热影响区的硬度平均值为373.5 HV,原始粗大晶粒细化后硬度明显提高。裂纹尖端附近针状组织区域的硬度最高,平均值为626.7 HV,结合形貌可知针状组织为马氏体。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.5 其他检验
使用扫描电子显微镜测试夹杂物的化学成分,结果如表3所示。
表3 夹杂物的化学成分(质量分数,%)
| C | O | Al | Si | Ti | Mn | Fe |
| 6.08 | 43.40 | 2.30 | 9.97 | 12.77 | 2.76 | 22.71 |
由表3可见,夹杂物中O元素含量最高,其次为Fe、Ti、Si等元素,说明夹杂物主要为氧化物。夹杂物出现的原因可能是电弧焊工艺或焊条选择不当导致的。
2 分析与讨论
铝热焊缝的显微组织、化学成分均符合标准要求,说明铝热焊接头质量合格。
对铝热焊接头掉块附近区域抛光并腐蚀处理,可见明显区别于其他区域的白色异常条带,结合金相试样1典型的电弧焊缝形状,可以确定该铝热焊接头在焊接完成后由电弧焊焊补。钢轨铝热焊缝碳含量较高,可焊性差,同时焊缝金属的成分、性能与钢轨母材之间存在差异,因此在铝热焊缝上进行电弧焊补时情况复杂。根据《普速铁路线路修理规则》,不应对焊缝和新钢轨焊补,所以在铝热焊接头上进行焊补属于违规作业。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
由金相及硬度检验可知,电弧焊热影响区内微裂纹附近发现马氏体。马氏体组织硬度偏高,脆性较大,是裂纹产生的主要原因。轨距角掉块及鱼鳞纹翘起区域均位于电弧焊热影响区内,可以推断这两处伤损是由马氏体组织产生的微裂纹在轮轨力作用下继续扩展形成的。与钢轨母材相比,电弧焊热影响区内裂纹形成时间早,鱼鳞纹扩展较深,因此表现为电弧焊缝附近的鱼鳞纹翘起。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
由此可以推断掉块的形成过程:电弧焊补后初期,热影响区内的马氏体组织在车轮碾压作用下产生微裂纹。随着接头继续服役,裂纹逐渐扩展至钢轨表面。在相同时间内,电弧焊热影响区裂纹较深,出现鱼鳞纹翘起现象。当裂纹另一端越过电弧焊熔合线时,裂纹在电弧焊缝内向钢轨表面扩展,最终形成掉块。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
目前对钢轨电弧焊补的研究表明,钢轨淬硬倾向大,热影响区容易形成高碳马氏体和造成较大的焊接应力,从而导致裂纹产生,所以建议采用焊前预热、焊后缓冷的措施避免产生马氏体组织。且TB/T 1631—2002《钢轨电弧焊补技术条件》中规定:在整个电弧焊过程中,施焊部位的温度不得低于300℃。电弧焊缝的热影响区发现马氏体组织,表明热影响区附近区域冷却速度较快,推测电弧焊补前未采取适当的预热处理。因此电弧焊补时未进行预热导致热影响区产生马氏体组织是铝热焊接头掉块的主要原因。电弧焊缝的化学成分取决于熔覆金属与熔化的母材金属之间的比例。对比铝热焊缝及电弧焊缝的化学成分可知,铝热焊缝的C、Mn、Si元素含量均高于电弧焊缝,说明焊条的Mn元素含量小于电弧焊缝,即小于0.38%。根据TB/T 1631—2002《钢轨电弧焊补技术条件》对焊条熔敷金属的规定,Mn元素含量应大于等于0.80%,硬度应在300~350 HB范围内,电弧焊缝的化学成分及硬度不符合标准,应为焊条牌号选择不当导致的。 由于电弧焊缝金属硬度较低,裂纹在电弧焊缝内扩展较快。因此焊条牌号选择不当加速了裂纹的扩展,促进掉块形成。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 结论
(1)铝热焊接头掉块是电弧焊补时未进行预热处理, 导致电弧焊热影响区冷速过快产生马氏体组织,并在轮轨作用力下出现微裂纹,随后逐渐向表面扩展,最终形成的。
(2)对电弧焊缝的化学成分、硬度分析表明,焊条牌号选择不当促进了掉块的产生。
文章来源:
原文名称:钢轨铝热焊接头表面掉块原因分析
作者信息:石孟雷1, 宋宏图1, 高松福1, 任金雷1, 吕晶1 王旭华2(1. 中国铁道科学研究院集团有限公司金属及化学研究所, 北京 100081; 2. 中国铁路济南局集团有限公司, 山东 济南250001)
期刊信息:《热加工工艺》 2025年5期


