2024年以来,某线路南宁局管内地段已发现多处闪光焊轨头核伤,其中探伤车(截止8月探伤车只加强性检测两遍,该线路未纳入探伤车固定检测周期范围)检出的伤损占绝大多数,剩余则由焊缝探伤仪检出。为提高探伤作业效率,目前全路各工务段正在推行双轨探伤仪(以下简称双轨仪)替代单轨探伤仪进行钢轨母材探伤。而闪光焊全断面探伤周期较长(普速铁路既有线厂闪光焊没有硬性规定),日常探伤中主要由双轨仪对其轨头部位进行检测卡控。但是,双轨仪对该类闪光焊轨头核伤检出能力有限,较难卡控其伤损发展趋势。本文从解剖伤损钢轨、总结伤损规律、对比探伤仪与探伤车检测原理、优化双轨仪检测性能等方面进行研究分析,旨在找到一套针对该类伤损的检测卡控方案,以提高伤损检出率。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 伤损概况
1.1 线路特征
某线路南宁局管内为国家Ⅰ级单线铁路,设计时速140公里,于2009年7月正式开通。。随着线路开通运营时间的延长,钢轨内部陆续开始出现疲劳伤损,以往基本以有缝接头和铝热焊焊头伤损为主。近两年以来,闪光焊轨头核伤开始持续增多。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1 探伤车发现的某线部分闪光焊轨头核伤
| 工务段发现日期 | 里程(km) | 股别 | 伤损位置 | 尺寸(mm) | 工务段伤损检出设备 | 探伤车检测日期 | 里程(km) | 探伤车疑似伤损出波情况 |
| 3.21 | 442.275 | 左 | 轨头外侧 | 8*6 | 焊缝探伤仪 | 3.19 | 442.255 | 前、后直打外70度通道各出波5个点 |
| 3.26 | 479.305 | 左 | 轨头外侧 | 5*6 | 焊缝探伤仪 | 3.19 | 479.315 | 后直打外70度通道出波4个点 |
| 3.28 | 537.160 | 右 | 轨头中心 | 6*6 | 焊缝探伤仪和单、双轨探伤仪 | 3.19 | 537.146 | 后直打中70度通道出波3个点 |
| 6.3 | 605.290 | 左 | 轨头外侧 | 5*4 | 焊缝探伤仪 | 5.28 | 605.290 | 后直打外70度通道出波3个点 |
| 6.4 | 611.990 | 右 | 轨头中心 | 6*6 | 焊缝探伤仪和单、双轨探伤仪 | 5.28 | 612.028 | 后直打中70度通道出波5个点 |
| 6.3 | 491.340 | 左 | 轨头外侧 | 5*5 | 焊缝探伤仪 | 5.25 | 491.382 | 后直打外70度通道出波4个点 |
1.2 伤损特征
1.2.1 伤损位置
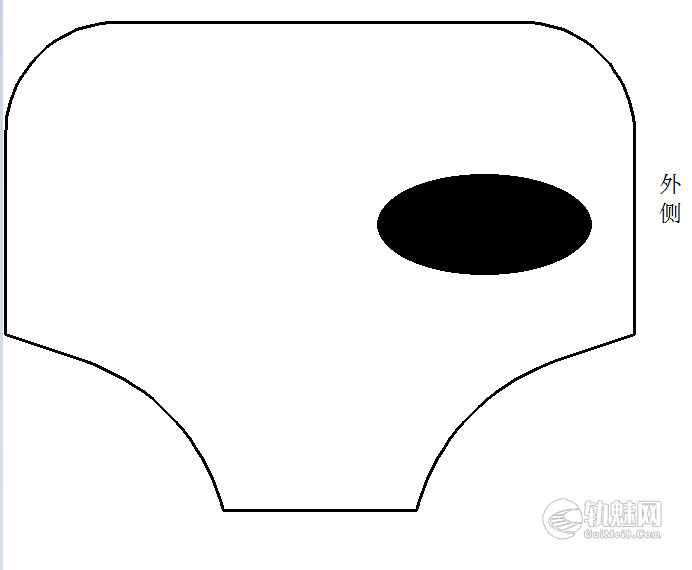
利用钢轨探伤管理系统,导出探伤车发现的部分某线闪光焊轨头核伤如表1所示。通过现场解剖多处探伤车发现的该类闪光焊轨头核伤,发现其与钢轨踏面呈70°-80°夹角(与钢轨横截面呈10°-20°夹角),顺着里程看前低后高形如“\”或接近垂直,且垂直于钢轨纵向剖面。主要分布在距离钢轨踏面下20-30mm,距离钢轨外侧15-40mm区域(轨头外侧和中心),相反在钢轨轨头内侧却基本没有核伤,如图1所示。从线路特征分析,因曲线半径基本在1200m以上(线路大部分为长大直线),车轮与钢轨分别在车轮的轮辋处和钢轨轨头踏面中心位置接触,因此轮轨受力面位于钢轨轨头中心区域,此处也是疲劳伤损多发位置。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2.2 形成原因
如图2中实物解剖图所示,可明显看出伤损是由灰斑发展形成的核伤,伤损未与空气接触发生氧化故为白核。一般灰斑呈平面状,厚度极薄,有明显的轮廓。灰斑的形状无规则,呈椭圆形或者圆形。由于灰斑厚度很薄,约为10μm,因此使用超声波探伤时声波能量被全透射,不会形成反射,超声波探伤很难探测出灰斑缺陷,只有当其发展成为核伤后才会被超声波所检测到。随着运量和通过总质量的增加,在开通多年后由灰斑陆续发展为轨头核伤。 󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
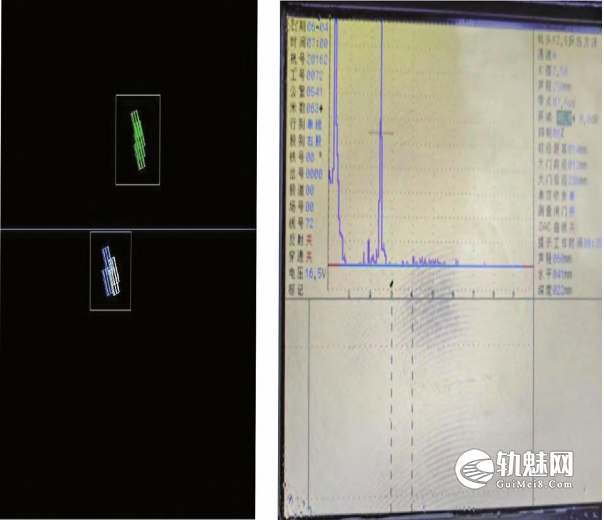

图2 某线K537+160右股闪光焊轨头核伤
2 探伤设备伤损检测原理
2.1 探伤仪
2.1.1 探伤仪检测原理
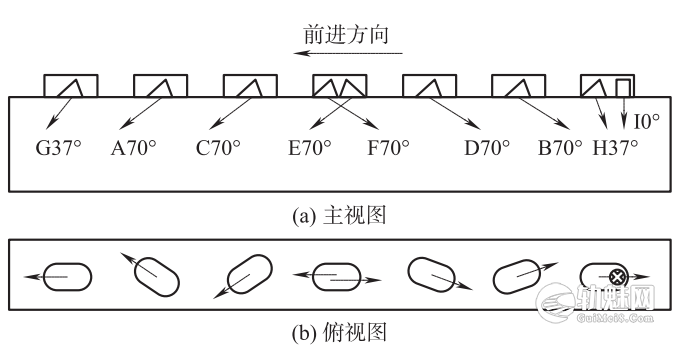
单轨探伤仪和双轨探伤仪统称为探伤仪,其检测原理基本相同。对于灰斑发展成的闪光焊轨头核伤,当伤损位于钢轨轨头中心区域时(距外侧25-40mm),如图2所示,探伤仪主要由直打70°探头检出,此时探伤仪直打70°通道在对中良好且增益合理的情况下应该能够检出伤损;当伤损位于钢轨轨头外侧区域时(距外侧15-25mm),探伤仪因没有轨头外侧直打70°通道,很难检出该类伤损。如图3所示,探伤仪只有偏外70°通道没有直打轨头外侧70°通道,因此由偏外70°检测路径可知,其对于闪光焊轨头偏外侧轨头核伤很难检出。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.1.2 探伤仪检测不良原因
(1)轨头中心伤损
从该线路今年以来发现的闪光焊轨头核伤来看,双轨仪基本未检出该类疑似出波。如表1所示,当其现场复核探伤车下单的疑似伤损时,却能够检出位于轨头中心位置的伤损(单、双轨探伤仪和焊缝探伤仪都能检出)。由图1所示,位于轨头中心位置的闪光焊核伤处于直打70°的检测范围内,双轨仪检测不良的原因主要包括:①双轨仪对中不良,即双轨仪探轮对中偏内,探伤人员在调试和操作双轨仪时受限于核伤多位于轨头作业边侧的惯性思维(现场多年经验,轨头非作用边一侧一般伤损较少),导致探轮偏内,直打70°通道自然无法检出该类伤损;②双轨仪增益不够高,双轨仪不能检出的另一个原因与各通道灵敏度相关,尽管其作业增益满足不低于标定灵敏度的要求,但是距离检出尺寸不大、取向接近垂直钢轨踏面的由灰斑发展而来的白核还远远不够。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)轨头非作用边侧伤损
对于轨头外侧的该类伤损,因双轨仪没有位于轨头非作用边侧的直打70°探头,只有偏外的斜70°探头,因此很难检出。如图3所示,偏外70°通道检测路径不能有效覆盖该类轨头外侧伤损。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.2 探伤车
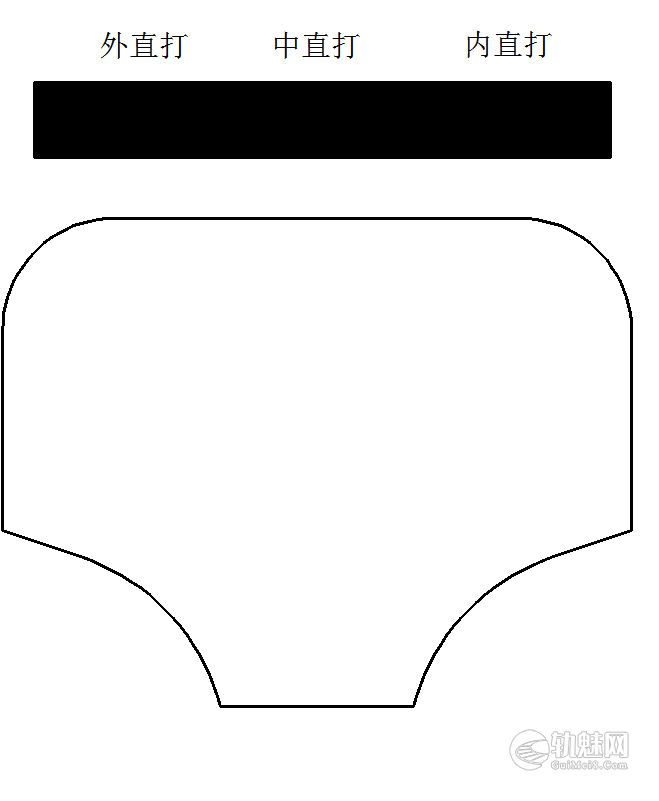
探伤车具备探伤仪没有的阵列直打70°探头,由外、中、内三个直打70°通道集成在一块晶片上,使其对钢轨轨头的覆盖范围较探伤仪大了很多。对于该类闪光焊轨头核伤,不论其位于轨头内、中、外任何区域,在晶片性能良好,增益足够高的情况下基本都能检出,如图4所示。由此可以得出结论:探伤车对于该类伤损具有较好的检测能力。因此,对于该类伤损,探伤车应承担更多的检测任务。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 对策研究
为提高探伤作业效率和伤损检出率,应有效利用好双轨仪和大型钢轨探伤车各自技术的优势。如何确保双轨仪和探伤车在替代单轨探伤仪检测钢轨母材的同时,达到与其相当的检测效果,是探伤从业人员必须解决的现实问题。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.1 改善双轨仪检测性能
3.1.1 增设轨头非作用边侧人工伤损
鉴于双轨仪对闪光焊轨头外、中侧核伤检测效果不佳的情况,在其标定轨上增设距轨面24mm、轨头外侧40mm的Φ3mm(伤损A)和距轨面24mm、轨头外侧25mm的Φ3mm(伤损B)横孔,如图5所示。在双轨仪标定测试阶段,提高对该类伤损的检出能力。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
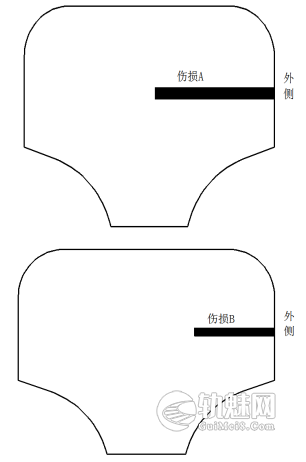
3.1.2 向钢轨轨头非作用边侧移动探轮2-5mm
如图5所示,对于标定轨中的伤损A,在对中良好,增益合适的情况下基本都能检出,但是对于伤损B在对中良好的情况下很难检出,此时,可以将探轮往外移动2-5mm,使伤损B处于直打70°通道的检测范围内,以保证对该类伤损的检出,同时又不能移动量太大,当探轮往外移动过大时,会严重影响其它诸如37.5°、0°等通道的检测效果,还会引起0°底波消失。因此,如何把握探轮向钢轨轨头非作用边侧移动的量,需要在标定过程中不断积累经验,寻找最适合检测的移动量。日常运用时,也要根据不同线路地段伤损的规律适时微调探轮移动距离。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.1.3 优化双轨仪结构
双轨仪对于闪光焊轨头外侧伤损较差的的检出能力,主要在于其结构设计不适用于该类伤损,即缺少外侧直打70°通过。可建议仪器生产商对双轨仪在以下三个方面进行优化:①往非作用边侧增大直打70°晶片,扩大其声束范围,使其拥有更大的检测范围;②改造偏外70°通道,将其改造为直打70°。从以往经验来看,偏外70°通道检出的伤损不多。如此设计(内外对称)主要是为了单轨探伤仪具备同时正反向和左右手推车检测能力,但双轨仪可以实现同时对左右股进行检测,且不论正反向检测,内、外侧偏斜70°通道永远固定,因此没有必要再借鉴单轨探伤仪的这种设计理念;③优化探轮布局,即效仿探伤车,每侧多增加一个探轮,配备直打阵列(含外、中、内)70°以提高双轨仪对于轨头内侧和外侧偏斜70°难以覆盖的伤损检出能力,这是双轨仪不断优化升级的方向之一。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.1.4 推行高灵敏度探伤
通过以上双轨仪对闪光焊轨头中外侧核伤的检测能力较差的原因分析,可知灵敏度不够是影响其检出的重要因素。虽然双轨仪作业参数不低于规定的标定值,但是离检出该类伤损还远不够。目前国铁集团正在推行高灵敏度探伤,因此,在日常作业中要强化高灵敏探伤理念,即在不连续出杂波影响伤损判读的情况下,尽量提高各超声通道灵敏度,保证探伤设备处于最佳检测状态󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹[3-5]。
3.2 充分发挥探伤车设备优势
前述分析可知,钢轨探伤车特有的直打阵列70°通道对该类闪光焊轨头核伤具有良好的检测效果。应充分发挥探伤车检测效率高、对该类伤损检出能力强的优势,合理设置探伤车检测周期。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.3 优化探伤模式
3.3.1 探伤车固定周期探伤
受限于探伤车人员和车辆的使用能效,目前该线路未纳入探伤车固定检测周期的计划,只是做加强性监督检测。鉴于双轨仪对该类伤损较差的检测能力,必须改变现有探伤模式,将该线路纳入探伤车固定周期检测的轮廓计划中,依靠探伤车实现对该类伤损的有效检测卡控,减轻防断压力。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表2 2024年下半年探伤车检出闪光焊轨头核伤情况
| 检测日期 | 检出数量 | 检测详情 |
| 2024年9月 | 4 | 3处位于轨头外侧,1处位于轨头中间,大小均在5mm*5mm左右 |
| 2024年12月 | 0 | 轨头三个直打70度通道,在不连续出杂波的情况下尽量提高增益 |
3.3.2 双轨仪合理设置周期
探伤车检测周期并不替代双轨仪的检测周期,同时为了加强对该类闪光焊轨头核伤进行数据对比分析,工务段在探伤车检测过后3-10天内有计划地安排双轨仪对探伤车发现该类伤损的前后地段进行检测,对双轨仪检测效果进行检验和卡控,不断提升双轨仪对该类伤损的检出能力。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.3.3 常态化进行数据对比分析
工务段要常态化对探伤车过后发现的该类闪光焊轨头核伤与双轨仪检测数据进行校对,分析双轨仪出波不良的原因,并针对相应问题采取有效措施,持续改善双轨仪对该类伤损的检出能力。探伤车也要定期针对探伤车过后工务段探伤发现的伤损进行分析。对于工务段发现且属于探伤车下发的伤损进行归纳总结,积累判伤经验;对于工务段发现而探伤车发现但未下单的伤损(漏判)要分析漏判原因避免再次发生;对于工务段发现而探伤车未发现的伤损(漏检),也要针对性进行原因分析,并采取相应措施优化探伤车检出能力,不断提高其检测性能。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4 取得成效
在利用钢轨探伤车和双轨仪进行针对性检测、处理后,该线路闪光焊轨头核伤整体可控。2024年下半年探伤车检出闪光焊轨头核伤如表2所示。探伤车和双轨仪同时检出的伤损如图6所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
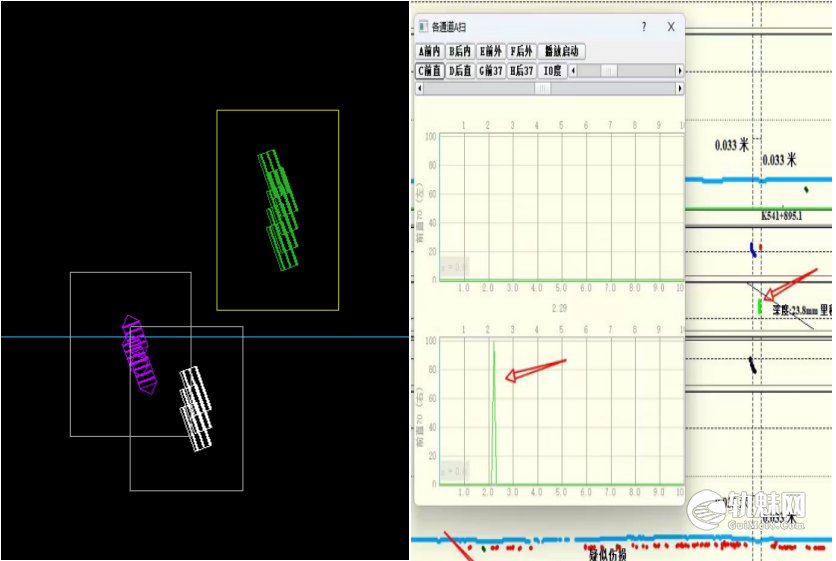
图6 某线K541+895右股闪光焊轨头核伤
5 结论
(1)钢轨闪光焊接过程中产生的灰斑发展会形成轨头核伤。通过解剖多处典型伤损可知,钢轨在工厂焊接时因工艺不稳定产生的灰斑是导致该类闪光焊轨头核伤的重要诱因之一。
(2)双轨仪检测不良原因在于对中和增益设置不良且缺乏外侧直打70°通道。正常情况下,双轨仪能够检出位于闪光焊轨头中心的核伤,而对于轨头外侧的伤损,双轨仪受限于设备缺陷无法有效检出。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)可通过多种措施提高双轨仪对该类伤损的检出能力。可通过上述3.1中各类措施,提升双轨仪对该类伤损的检出能力。
(4)充分发挥探伤车检测优势是检测卡控该类伤损的有效措施。在双轨仪检测效果未达标之前,应充分利用探伤车检测优势,优化探伤周期,以强化对该类伤损的有效检测。
(5)常态化对比各类探伤设备的检出能力。通过对各类探伤设备的数据对比分析和性能对比,掌握各类设备的优缺点,合理配套运用,实现对探伤设备的检测能力最大化。
文章来源
原文名称:闪光焊轨头核伤双轨探伤仪检出率低的原因分析及对策研究
作者信息:谢祺(中国铁路南宁局集团有限公司 工电检测所,南宁 530029)
期刊信息:铁道工务 2025年6月


