一、适用范围
适用于管内高速铁路客专线(07)009、GLC(0702W)、GLC(0702)道岔更换伤损轨件作业。
二、作业目的
保证尖轨各部分尺寸良好,确保行车安全。
三、作业条件
利用天窗,在调度所或车站《运统-46》登记,作业负责人为车间副主任及以上干部。由于更换伤损轨件施工涉及部门、作业人员较多,为确保作业现场紧张有序,各尽其职,现场作业实行小组作业方式,共分为8个小组,每个小组分工如下:󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
| 序号 | 小组名称 | 人数 | 工作职责 |
| 1 | 施工协调组 | 负责全面协调现场施工组织 | |
| 2 | 施工防护组 | 4 | 负责现场移动停车信号灯的设置和现场作业防护。 |
| 3 | 轨道车组 | 5 | 负责将备用轨料运送至现场并回收旧轨料。 |
| 4 | 扣件拆卸、换轨组 | 32 | 负责进行封连线安装,作业现场前后各50根轨枕扣件复紧、施工区段扣件拆卸、更换并运送新旧轨件及换轨完毕后进行轨道精调作业。 |
| 5 | 配合焊接组 | 17 | 负责现场照明设备的摆设以及配合钢轨焊接相关机具的搬运工作。(在气温较低时,负责搭建保温帐篷以及现场安设发电机、热风机、保温罩、石棉保温被等保温设备,并预备保温桶及热水预热氧气、丙烷) |
| 6 | 钢轨焊接组 | 17 | 负责现场锯轨、使用氧割设备预热、现场焊联工作。 |
| 7 | 钢轨探伤组 | 3 | 负责焊联作业完毕后对焊缝进行探伤。 |
| 8 | 钢轨打磨组 | 4 | 负责施工过程中卡控现场轨温,测量钢轨位移数据及记录,对无缝线路标签重新粘贴、观测等工作;焊联作业完毕后对焊缝进行精磨。 |
四、工具、机具、材料准备
1. 扣件拆卸组
| 扣件拆卸工机具 | 序号 | 机械设备名称 | 规格 | 数量 | 单位 | 备注 |
| 1 | 双头螺栓机 | 4 | 台 | 备用2台 | ||
| 2 | 单头螺栓机 | 4 | 台 | |||
| 3 | 弹性夹拆装工具 | 4 | 个 | |||
| 4 | 单口扳手 | 2 | 个 | |||
| 5 | 道尺 | 2 | 把 | |||
| 6 | 手锤 | 4 | 个 | |||
| 7 | 锂电角磨机 | 2 | 台 | |||
| 8 | 纵向连接线 | 30m | 1 | 条 | ||
| 9 | 横向连接线 | 2m | 2 | 条 | ||
| 10 | 活口扳手 | 250mm | 3 | 个 | ||
| 11 | 编织袋 | 5 | 个 | |||
| 12 | 加力杆套筒 | 1 | 个 | |||
| 13 | 平板车 | 1 | 台 | |||
| 14 | 拐子 | 5 | 把 | |||
| 15 | 手钳 | 1 | 把 | |||
| 16 | 直角尺 | 1 | 把 | |||
| 17 | 锂电扳手 | 1 | 台 | |||
| 18 | 倒棱器 | 1 | 个 | |||
| 19 | 套筒工具箱 | 1 | 个 |
2. 换轨组
| 换轨工机具 | 序号 | 机械设备名称 | 规格 | 数量 | 单位 | 备注 |
| 1 | 钢卷尺 | 50米 | 1 | 把 | ||
| 2 | 吊轨小车 | 4 | 台 | |||
| 3 | 翻轨器 | 8 | 根 | |||
| 4 | 撬棍 | 6 | 根 | |||
| 5 | 液压起道器 | 2 | 台 | |||
| 6 | 抬杠 | 20 | 根 | 备用5根 | ||
| 7 | 抬轨卡 | 18 | 个 | 备用3个 | ||
| 8 | 铁丝 | 1 | 盘 | |||
| 9 | 枕木 | 7 | 根 | 保护两线间保护层 | ||
| 10 | 接头大阻力无孔夹紧装置 | 4 | 套 | |||
| 11 | 无损加固装置 | 2 | 套 | |||
| 12 | 平板车 | 3 | 台 | |||
| 13 | 大锤 | 2 | 把 |
3. 配合焊接组
| 配合焊接工机具 | 序号 | 机械设备名称 | 规格 | 数量 | 单位 | 备注 |
| 1 | 保温帐篷 | 2 | 顶 | 备用 | ||
| 2 | 10KW发电机 | 4 | 台 | 根据气温准备 | ||
| 3 | 5KW发电机 | 1 | 台 | 根据气温准备 | ||
| 4 | 5KW热风机 | 7 | 台 | 根据气温准备 | ||
| 5 | 保温水桶 | 4 | 个 | 根据气温准备 | ||
| 6 | 石棉保温被 | 50*100*5cm | 2 | 块 | 根据气温准备 | |
| 7 | 便携干粉灭火器 | 6 | 个 | 备用 | ||
| 8 | 镀锌铁板 | 2 | 块 | 备用 | ||
| 9 | 红外测温仪 | 2 | 个 | |||
| 10 | 喷灯 | 6 | 个 | |||
| 11 | 照明灯具 | 6 | 台 | |||
| 12 | 宽臂拉伸器 | 2 | 套 | 备用 |
4. 钢轨焊接组
| 钢轨焊接工机具 | 序号 | 机械设备名称 | 规格 | 数量 | 单位 | 备注 |
| 1 | 发电机 | 1 | 台 | |||
| 2 | 楔铁桶 | 2 | 个 | |||
| 3 | 工具包 | 1 | 个 | |||
| 4 | 推瘤机 | 1 | 台 | |||
| 5 | 焊药桶 | 2 | 个 | |||
| 6 | 油漆 | 2 | 瓶 | |||
| 7 | 打磨机 | 1 | 台 | |||
| 8 | 撬棍 | 2 | 根 | |||
| 9 | 坩锅帽 | 2 | 个 | |||
| 10 | 角磨机 | 2 | 台 | |||
| 11 | 大锤 | 1 | 个 | |||
| 12 | 氧气 | 1 | 瓶 | |||
| 13 | 丙烷 | 1 | 瓶 | |||
| 14 | 锯轨机 | 1 | 台 | |||
| 15 | 氧气表 | 1 | 套 | |||
| 16 | 丙烷表 | 1 | 套 | |||
| 17 | 气带 | 1 | 套 | |||
| 18 | A字提轨架 | 4 | 个 | |||
| 19 | 钢板尺 | 1 | 个 | |||
| 20 | 锯片 | 5 | 片 | |||
| 21 | 打眼机 | 1 | 台 |
5. 钢轨探伤组
| 探伤设备 | 序号 | 机械设备名称 | 规格 | 数量 | 单位 | 备注 |
| 1 | 焊缝探伤仪 | 1 | 台 | |||
| 2 | 母材探伤仪 | 1 | 台 |
6. 钢轨打磨组
| 钢轨打磨工机具 | 序号 | 机械设备名称 | 规格 | 数量 | 单位 | 备注 |
| 1 | 钢轨精磨机 | 2 | 台 | |||
| 2 | 轮廓仪 | 1 | 台 | |||
| 3 | 钢板尺 | 1米 | 1 | 把 | ||
| 4 | 塞尺 | 1 | 把 | |||
| 5 | 锂电角向磨光机 | 1 | 台 | |||
| 6 | 钢轨平直度测量仪 | 1 | 台 | |||
| 7 | 无缝线路标签 | 20 | 个 | |||
| 8 | 轨温表 | 2 | 个 |
五、作业流程
㈠前期准备
1.提前一个天窗点由线路技术科牵头组织施工车间及相关配合人员对作业现场进行调查:
1.1现场伤损尖轨长度;
1.1.1尖轨全长;
1.1.2尖轨限位器螺栓孔到尖轨终端、尖轨尖端到限位器螺栓孔的距离;3个转辙机螺栓孔间距离。
1.1.3各螺栓孔孔径;
1.2马力车停车位置及卸轨料地点;
1.3现场作业人员、工机具、材料进出走行路线;对工机具、材料摆放位置进行现场标注。
1.4对换轨地段及前后50m线路轨距、水平进行调查,现场几何尺寸标注在另一侧钢轨轨底,为换轨后设备整修提供依据。
1.5对线上既有钢轨焊缝位置、伤损位置、线上焊轨锯口及限位器螺孔位置进行调查并做好标记。
1.6使用尖轨降低值测量工具和钢轨磨耗测量仪分别对尖轨降低值和基本轨顶面垂磨量进行测量,复核现场降低值情况,若现场降低值不超过《高速铁路无砟轨道线路维修规则》第5.5.4条第四款规定,则套入基本轨轨高再次测算,如降低值不超过第5.5.4条第四款规定,即可更换单根轨件,若现场降低值调整量大于2mm时,应同时更换尖轨与基本轨组件。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.7对现场扣件及限位器(间隔铁)螺栓进行松紧涂油,对松卸困难的扣件提前进行更换,同时对现场轨距块进行编号,现场使用白色油漆笔在轨距块顶面按轨枕编号进行编号,外口按轨枕编号正常编写,里口在轨枕编号前加“-”以区分里外口扣件,尖轨和基本轨间支距扣板以岔口方向画箭头,并按轨枕编号进行编号。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
㈡点前准备
1.施工前一日,由施工负责人组织各作业小组负责人召开预备会,对换轨及焊联工作进行对接,预备会需明确以下4点:
1.1施工作业主防护,由施工作业主防护与驻站(所)联络员进行沟通,并向现场各防护员及施工负责人传达封锁命令等信息;
1.2确定换轨焊联所需的机具、材料,由施工车间为主体制作派工单和机具材料统计表;
1.3明确每项工机具、材料的上下线负责人及进场顺序和路线,指定专人负责通道门的四照;
1.4会后由各小组作业负责人负责确认机具状态,确保正常使用。
2.施工作业人员提前1小时到达现场网围栏进口处,再次检验各种施工机械是否正常运转、工具携带是否齐全。
3.作业小组按照进场顺序整队等候入网。
㈢现场作业
简要施工流程:入网→安设连接线→锯轨(同时工拆除配件)→吊新轨至两线间→出旧轨→入新轨→吊旧轨→对位→最终配轨→对轨(同时电务安装杆件)→焊轨→几何尺寸整修(电务调试)→下线。应注意的是,客专线(07)009,GLC(0702W)、GLC(0702)道岔在进行更换伤损轨件时,作业方式基本一致,所不同的是(1)客专线(07)009道岔尖轨跟端为限位器装置,GLC(0702W)尖轨跟端为间隔铁,更换时应注意道岔型号,基本轨的第三、六、九顶铁为防跳顶铁,更换时应提前进行拆除,防止因防跳顶铁卡阻,影响出轨,造成延时。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.封锁点下达命令后,主防护人员核对天窗命令正确后,现场防护员按要求设置好现场防护。
2.换轨组进入护网,在前期指定地点,引导马力车对位停车吊卸轨件,卸轨时将木枕按照5米间距均匀布置两线间或一侧封闭层上,轨件由马力车随车吊吊运卸在木枕,随后由换轨组将新轨推运至更换地点对标放置备用。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.各盯控人员负责盯控各作业小组按照进网顺序,搬运工机具、材料进入护网到达作业地点。
4.封连线安装及扣件拆卸。由扣件拆卸、换轨组负责安装封连线及拆除尖轨与基本轨扣件,该项工作细化为3个小组:
4.1封连线安设及限位器拆除组
封连线安装组2人负责搭设2横封连线,封连线搭设完毕后,由主防护向驻站(台)联络员确认,轨道信号是否显示占用。
4.2扣件复紧组(分两个小组)
第一小组2人负责使用双头螺栓机对岔前方向50m线路进行复紧,第二小组4人负责使用单头螺栓机从尖轨跟端向岔心方向分别对直股、曲股扣件进行复紧。
4.3换轨组
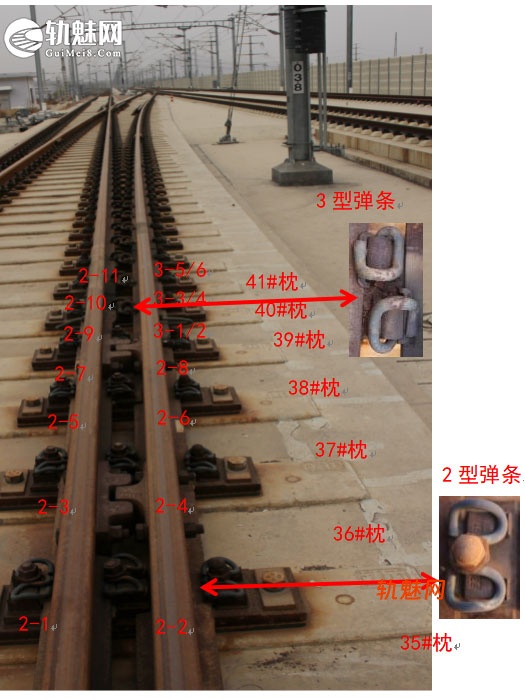
换轨组现场换轨具体拆卸位置图如下:
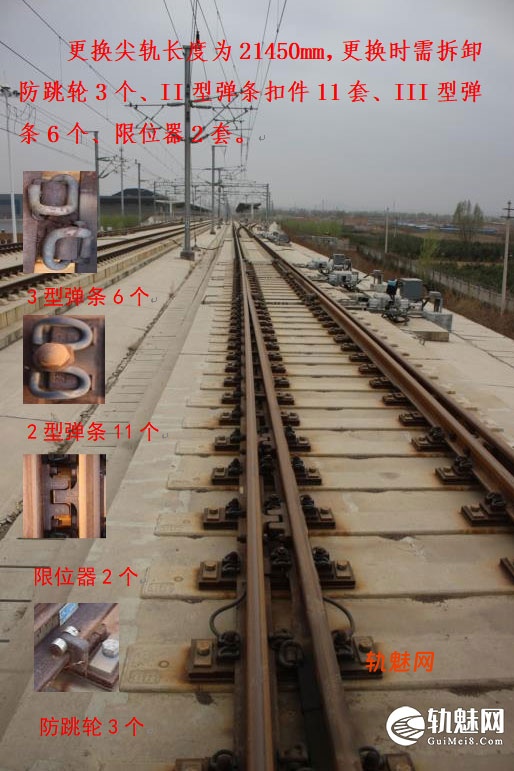
第一小组2人负责拆除里口35#-41#枕的II型弹条扣件11套以及III型弹条6个,松卸后的扣件收集并装袋,具体位置如下图:
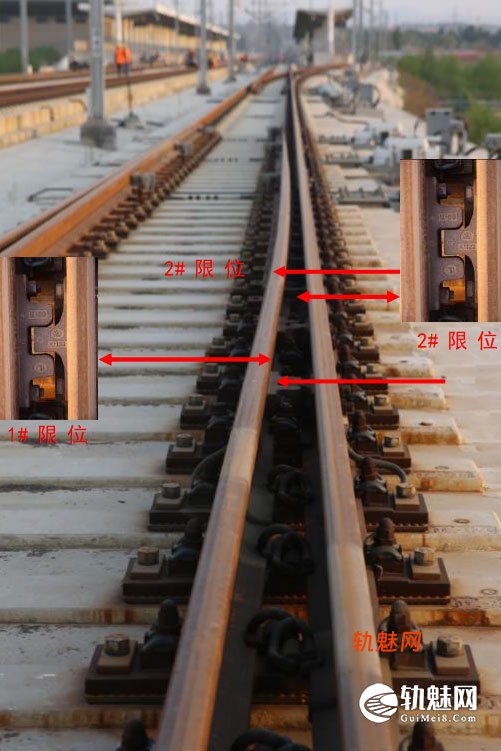
第三小组负责将3处限位防跳装置进行拆卸

5.作业流程
5.1打磨基本轨作用边的肥边(尖轨、基本轨组件更换时可省去)。
5.2逐个拆卸有关联接螺栓,涂油后重新安装复原,并及时更换伤损螺栓。
5.3线下焊接尖轨后长度不短于(尖轨跟至辙叉前趾之间连接钢轨长度的一半)的短轨,放置平稳、不超限,对好焊缝并焊接,焊缝轨顶平顺度≯0.3mm。另一种办法:切除辙叉趾端前焊缝,直接配轨后线上焊接。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
5.4卸下连接杆与尖轨接头铁连接螺栓、限位器螺栓,套上螺帽后放在就近枕木面上。
5.5切割旧尖轨及配轨。
5.6拨出旧尖轨及配轨,轨道吊车吊出放在线路外安全地点。
5.7轨道吊车吊进新尖轨及配轨。
5.8安装连接杆、限位器并将其紧固。焊联前后钢轨。
5.9检查、改正尖轨部分轨距,调整好尖轨开程、动程,以及轮缘槽尺寸、竖切部分密贴状况。
5.10打磨焊缝。
5.11配合电务和车站值班员调试尖轨,并确认状态良好。
6.作业后及质量验收
由作业负责人组织,对作业后的线路回检,不符合要求的及时整改,确保作业后的线路达标。质量要求:
6.1轨道几何尺寸符合作业后标准要求。
6.2尖轨顶宽50mm以上断面处尖轨顶面不得低于基本轨顶面2mm及以上。
6.3开程、动程、尖轨跟轮缘槽符合技术要求。
6.4尖轨在使用情况下,竖切部分与基本轨作用边密贴,离缝不大于1mm,尖轨尖离缝不大于0.5mm。
6.5焊缝平直度满足要求。铝热焊缝距轨枕边不少于100mm。
6.6尖轨部分各连接零件齐全,作用良好。
钢轨打磨作业验收标准
| 项目 | 验收标准(mm) | 测量方法 | 说明 |
| 钢轨母材轨头内侧工作面 | +0.20 | 1 m直尺测量矢度 | “+”表示凹进钢轨母材轨顶基面 |
| 钢轨母材轨顶面或马鞍型磨耗 | +0.20 | “+”表示凸出 | |
| 焊缝顶面 | +0.20 | “+”表示凸出 | |
| 焊缝内侧工作面 | +0.20 | “+”表示凹进 |
六、作业安全风险项点及防控措施
1.根据集团公司的相关规定,对需要其他单位配合的施工项目,必须提前3天联系,配合人员不到位不能进行影响配合单位设备的施工;对需要其他单位配合的施工项目,配合人员不到位不能进行影响配合单位设备的施工。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.施工负责人必须确认天窗封锁命令无误后才能发布施工命令,开通前必须认真检查线路状态,确认达到列车放行条件、防护撤除、人员、机料具撤出作业门后才能通知驻站联络员销记开通线路。施工负责人,驻站联络员、现场防护员间通话必须互相回复,确保信息传达正确、通畅。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.施工作业必须按本施工组织方案要求设置防护,防护员必须是经段培训考试合格责任心强的职工担任,并且随身携带上岗证、防护示意图。
4.施工前,做好各项准备工作,各小组负责人对参加施工人员进行安全教育和交底,并要确认信号备品、机具、材料齐全完好,作业时,按规定穿戴和使用劳保用品。
5.封锁命令下达后,轨道车动车前,轨道车组负责人必须向现场防护员(3名)传达轨道车动车方向及停车位置,现场防护员全部收、回复并组织有关人员下道避车后,方可动车。吊装过程中,配合人员应佩戴安全帽,无关人员远离吊装现场。吊装过程中严禁在吊臂下站立。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
6.提前调查可能妨碍施工的设备及障碍物,并及时布置处理。严禁拆除电务、供电连接线等。
7.所有防护人员现场防护时全部使用对讲机,并应事先检查调整对讲机状态。
8.小车出库时必须向段调度申请命令好,使用完毕后及时入库销号。
9.小车运送工具或材料到达现场后必须立即下道并放置在安全地点,严禁在钢轨上存放、逗留。
10.进入作业门前,各责任人对各自负责的工机具、材料进行清点,由作业负责人核对,防护员进行确认并用拍照上传,各种零小材料集中装袋或装箱带入。
12.作业负责人负责领取工机具、材料并对工机具、材料的状态进行确认。作业负责人在每日的作业派工单中注明工机具、材料的责任人。作业过程中各小组责任人负责管理工机具、材料的摆放、转移,作业负责人负责确认。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
13.作业过程中暂不使用的工机具、材料要统一摆放在路肩上,转移作业地点或作业完毕下线前,各责任人对各自负责的工机具、材料进行清点,由作业负责人确认并检查线路上有无遗留的工机具、材料。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
14.作业完毕出作业门后,各小组责任人对各自负责的工机具、材料进行清点,由作业负责人核对,防护员进行确认并拍照上传段调度,确保进出作业门的类型和数量一致。
15.机械使用,要定机定人,专人负责。机械运转中,操作人员及有关人员要坚守岗位,认真负责,做到机前、运转中、停机后的检查、保养,发现故障及时处理。作业前施工负责人对各种机具进行检查,不得将有碍安全的机具带到工地使用。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
16.锯轨机、打磨机等机具操作人员应按规定穿戴劳动保护用品。机具应按规定安装漏电保护装置。锯轨时,其他人员应远离锯轨机两侧和前方;钢轨打磨时,其他人员应远离打磨前方。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
17.在施工过程中不要损坏轨道电路的有关设备,锯轨前,必须按电气化铁路作业的有关要求检查确认连接线设置情况。
18.更换道岔尖轨但未焊接时,应限速不超过160km/h,并应尽快恢复原结构;焊接作业过程必须严格执行相关规定。


