-

钢轨材质和铝热焊剂选用匹配对照表(拉伊台克/施密特)
序号钢轨型号施密特拉伊台克备注1U71MnZ90R260热轧2U71Mn(H)Z100R300热处理3U75VZ100R300热轧4U75V(H)Z120R350热处理5PG4Z100R350热轧6PG4(H)Z120R350热处理7U78CrVZ100R350热轧8U78CrV(H)Z120R350热处理9U71Mn/U71Mn(H)Z90R260热轧/热处理10U71Mn/U75VZ90R26…... 轨哥
轨哥- 0
- 1
- 135
-

无缝线路应力放散与应力调整的区别
无缝线路的应力放散与调整是确保铁路线路稳定性和安全性的重要措施。以下是对这一过程的详细解析: 1 无缝线路应力放散 1.1 定义与目的 应力放散是指在设计锁定轨温范围内,通过特定操作使无缝线路中的钢轨自由伸缩,从而释放钢轨内部的温度应力,并重新锁定线路的过程。其目的在于消除因锁定轨温与设计不符或钢轨伸缩受限而产生的过大温差力,防止胀轨跑道或断轨事故的发生。 1.2 条件 ①无缝线路应力放散通常在以…... 沉默
沉默- 0
- 3
- 841
-

钢轨铝热焊接焊剂选用规则(施密特)
焊接不同材质的钢轨采用不同的铝热焊剂,施密特公司特制的三片模砂型可满足钢轨截面、焊缝宽度以及采用特殊工艺的焊接要求。 1、钢轨类型:50 kg/m、60kg/m、75kg/m。 2、钢轨材质:U71Mn、U71Mn(K)、U71Mn(G)、U75V、U75V(G)、U78CrV、U77MnCr、U76CrRE、R350 等,其中U71Mn、U71Mn(K)及U71Mn(G)三种钢轨的焊剂选用规则一…...- 轨哥
- 0
- 1
- 1.1k
-
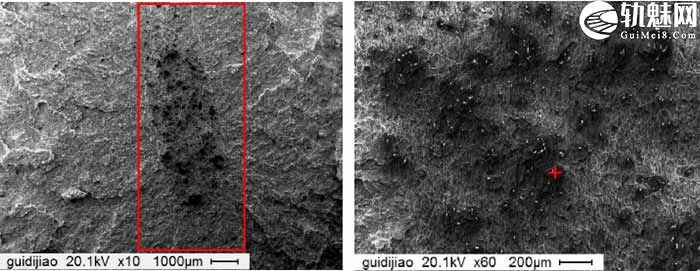
钢轨闪光焊灰斑缺陷简介
闪光焊因焊接设备功率大,焊接效率高,质量稳定,无缝线路90%以上的焊接接头都是通过闪光焊焊接,闪光焊过程中可能会产生各种内部缺陷,灰斑属于最突出、最常见的缺陷。 01 灰斑 存在于闪光焊焊缝断口中局部光滑的区域,与周围金属有明显界限,是一种面积型缺陷。 02 灰斑的形貌 常见于轨底焊缝或轨腰焊缝,轨头焊缝处也偶有出现,色泽与焊缝断口金属不同,通过断口肉眼可见,形状不规则,常见的有长圆形和长条形,其…...- 轨哥
- 1
- 0
- 647
-

厂制钢轨胶接绝缘接头常见问题及处理
1 引言 钢轨绝缘接头是将绝缘材料与钢轨配件粘成一个整体,是轨道电路的重要组成部分,广泛应用于道岔区间和无缝线路。传统意义上的钢轨绝缘接头分为胶接绝缘接头和普通绝缘接头两种。胶接绝缘接头又可以根据制作场地和工艺的不同分为工厂生产的热胶绝缘接头和现场制作的常温固化胶接绝缘接头。厂制的热胶绝缘接头具有抗剪切强度高、电绝缘性能可靠、使用寿命长等特点,在高速铁路、无缝线路得到广泛应用。绝缘接头是线路的最薄…...- 轨哥
- 0
- 0
- 2.2k
-

钢轨手工电弧焊焊接工艺与技术
[full_img] [/full_img] 1 电弧焊的原理 焊条电弧焊的焊接回路由弧焊电源、电缆、焊钳、焊条、电弧和焊件组成。焊条电弧焊主要设备是弧焊电源,它的作用是为焊接电弧稳定燃烧提供所需要的、合适的电流和电压。焊接电弧是负载,焊接电缆连接电源与焊钳和焊件。 电弧焊焊接原理是:分别以电焊条或电焊丝与待焊钢轨作为两个电极连接,然后再将电焊条或电焊丝与待焊钢轨的端面接触,所产生的瞬间电弧电热将…...- 轨哥
- 0
- 1
- 2.5k
-

无缝线路的应力放散与应力调整
一、应力放散 1.应力放散的概念 应力放散就是使积累在长钢轨内的温度力释放出去,使其恢复原来铺设时的无应力状态或设计锁定轨温。根据放散前的实际锁定轨温与原铺设时的施工锁定轨温(或设计锁定轨温)的变化情况,应力放散分为“伸长放散”(又称“放伸”或“放升”)和“收缩放散”(又称“放缩”或“放降”)两种,大约有95%以上的放散属于“伸长放散”。 2.锁定轨温变化的原因 (1)为了扩大施工季节,加速无缝线…...- 轨哥
- 1
- 2
- 10.1k
-
钢轨焊接方式的分类及焊缝缺陷
目前钢轨焊接主要有接触焊、气压焊和铝热焊三种,接触焊又分为工厂焊和现场焊两种。这些焊接形式在无缝线路中各占钢轨焊缝比例不同,以接触焊焊缝为最多,铝热焊和移动气压焊焊缝其次。 1 接触焊 接触焊(又称电阻焊或闪光接触焊)是指将两轨对接(图1),经过电加热,溶化,挤压、塑性变形再结晶的高温加压过程,使两轨联接。部分线路上使用的异型焊接接头也采用类似方式进行焊接。 钢轨闪光焊按照闪光过程的特征分为: 连…...- 轨哥
- 1
- 1
- 9.3k
-

自动放散温度应力式无缝线路与定期放散温度应力式无缝线路的区别
无缝线路分温度应力式无缝线路及放散温度应力式无缝线路两种。目前,世界各国绝大多数均采用温度应力式无缝线路。 放散温度应力式无缝线路又分为自动放散温度应力式无缝线路(自动调节应力式无缝线路)和定期放散温度应力式无缝线路(定期调节应力式无缝线路)两种。一般在温差较大的地区,为了消除和减少长轨条内温度力的影响,可以采用放散温度应力式无缝线路。 (1)自动放散温度应力式无缝线路 在特大桥和大桥上铺设的无缝…...- 轨哥
- 0
- 0
- 3k
-

普通无缝线路、区间无缝线路、跨区间无缝线路三者的区别是什么?
普通无缝线路:长轨条长度为2~3 km ,缓冲区由2轨3缝或3轨4缝组成,一个区间由多个这样的区段组成的无缝线路,称之为普通无缝线路。 这种无缝线路的轨条长度不长,考虑到自动闭塞区段绝缘接头的设置,桥梁、隧道、道岔的衔接及施工养护维修的方便,其长轨条长度多为1~2km,两端尚铺有短轨组成的“缓冲(调节)区”,致使该型无缝线路中尚有10%左右的有缝线路,成为一种不完善的无缝线路结构型式。我国不少线路…...- 轨哥
- 1
- 2
- 5.9k
-

无缝线路设计锁定轨温确定及计算公式
由于长轨条锁定施工过程中轨温是不断变化的,因而施工锁定轨温是一个范围,通常为设计锁定轨温t±5℃,困难条件下也可严格控制施工锁定轨温的变化范围,取为±3℃。实际锁定轨温为零应力状态轨温,在设计检算时为安全计,取最大升温为最高轨温与施工锁定轨温下限之差,最大降温为施工锁定上限与最低轨温之差。 1.根据强度条件确定允许的降温幅度 无缝线路钢轨应有足够的强度,以保证在动弯应力,温度应力及其他附加应力共同…...- 轨哥
- 0
- 0
- 12.4k
-

无缝线路钢轨强度检算方法
无缝线路结构设计应进行钢轨强度检算,作用在钢轨上的应力应满足下式的要求。 σd+σt+σf+σz≤[ σ ] 式中 σd---钢轨动弯应力( MPa); σt---钢轨最大温度应力(MPa); σf---钢轨最大附加应力( MPa) ; σz---钢轨牵引( 制动)应力( MPa),一般可按10 MPa取值,重载线路另行确定。 钢轨强度条件允许温降[ △Td]按下式计算。 $$\left [ \b…...- 轨哥
- 0
- 8
- 3.4k



-
¥优惠劵使用时效:无法使用使用时效:
之前
使用时效:永久有效优惠劵ID:×