一、作业目的
及时做好道岔轨件修理工作,预防和整治道岔轨件病害, 可提高轨道平顺性,延长道岔使用寿命。
二、作业范围
尖轨、辙叉、基本轨、可动心轨轨头作用面低塌、麻点、鱼鳞伤、肥边、掉块,因肥边造成轨距、查照间隔、护背距离、护轨轮缘槽和辙叉咽喉、轮缘槽宽度超过标准、尖轨非作用边产生肥边、岔区不良焊缝及道岔打磨车打磨受限制的区域进行小型机械打磨。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
钢轨及辙叉伤损达到下列标准时,需进行打磨整治:
| 钢 轨 及 辙 叉 病 害 | Vmax>20km/h | Vmax≤120km/h | 测量方法 |
| 钢轨接头顶面或内侧错牙(mm) | >1 | >2 |
直尺测量 |
| 工作边或轨端肥边(mm) | >1 | >2 | |
| 擦伤或剥落掉块、钢轨低头 | 接近或达到轻伤 | 接近或达到轻伤 | |
| 硬弯(mm) | >0.3 | >0.5 |
1 m 直尺测量矢度 |
| 焊缝凹陷(mm) | >0.3 | >0.5 | |
| 钢轨母材轨顶面凹陷或接头马鞍型磨耗(mm) | >0.3 | >0.5 | |
| 波浪型磨耗 | 达到轻伤 | 达到轻伤 | |
| 辙叉心轨与翼轨设计高差值(mm) | ≥1 | ≥2 | 心轨翼轨磨耗测量仪 |
-
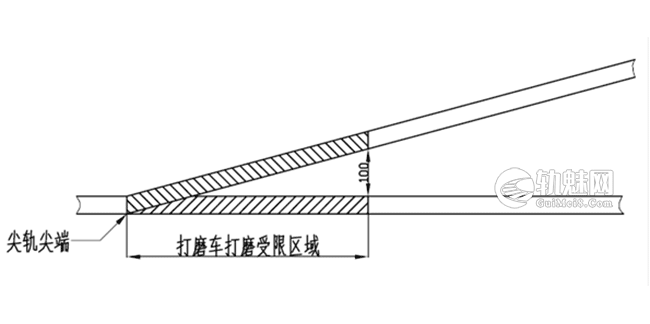
- 图1 尖轨部分打磨车打磨受限区域
-
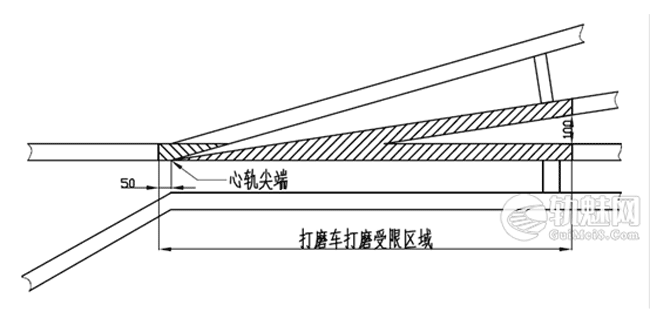
- 图2 可动心轨辙叉打磨车打磨受限区域
-

- 图3 辙叉作用面麻点、鱼鳞伤
-
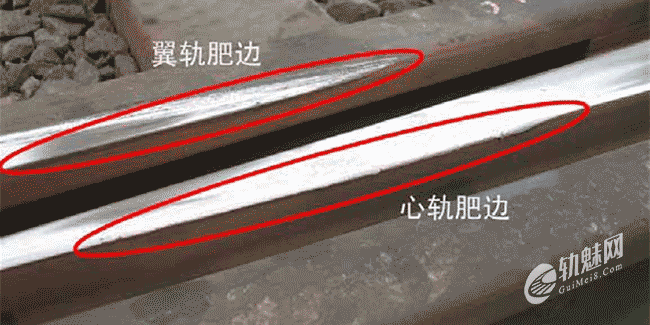
- 图4 辙叉心轨、翼轨作用边肥边
-

- 图5 辙叉跟拼接处剥落、掉块
-
- 图6-1 尖轨非作用边肥边及掉块
-

- 图6-2 尖轨非作用边肥边及掉块
-
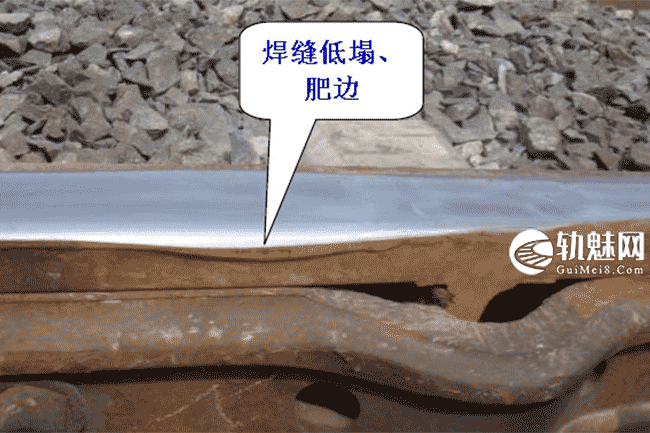
- 图7岔区不良焊缝
三、作业条件
- 纳入维修或施工天窗,办理封锁手续,同时按规定指派胜任人员担当施工(作业)负责人。
- 作业影响电务设备时,应通知电务部门到场配合,作业结束后,作业单位与配合单位在道岔调试合格后才能撤离。
四、作业所需工机具
MC3 道岔打磨机、MV3 道岔打磨机、仿形打磨机或精磨机、发电机、角向砂轮机、棒式打磨机、辙叉心轨翼轨磨耗测量仪、尖轨降低值测量仪、1 米钢尺、小钢尺、塞尺、道尺、照明设备󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(夜间作业)、个人防护用品。
五、作业标准及要求
(一)尖轨的作用边打磨(MC3 道岔打磨机)
此打磨以消除尖轨作用面肥边和不均匀磨耗为目的。将尖轨操动至开口位,调整道岔打磨机砂轮片高度,使其高于尖轨工作边铣削台高度,调整角度使砂轮片与尖轨作用面平行,自下而上按每 2 度进行角度转换打磨,直至消除肥边及不均匀磨耗。打磨时走行要均匀平稳。打磨起止点前后要做好起收刀力度的转换,来回打磨遍数根据现场打磨量确定。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
打磨后用角向砂轮机进行局部倒圆、打磨毛刺和抛光作业。
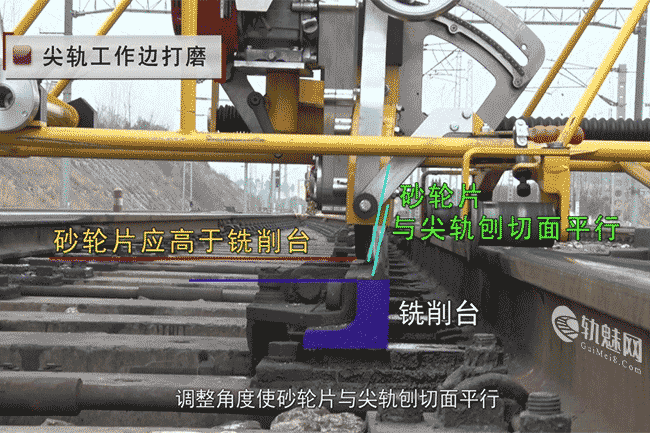
图8 尖轨作用边打磨
(二)尖轨非工作边打磨(MC3 道岔打磨机)
尖轨非工作边打磨,以消灭非作用边肥边为目的。将尖轨操动至开口位,调整道岔打磨机砂轮片高度,使其高于尖轨非工作边铣削台,砂轮片角度应与尖轨刨切面平行,应分次打磨, 直至消除尖轨非工作面的肥边及其它缺陷。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
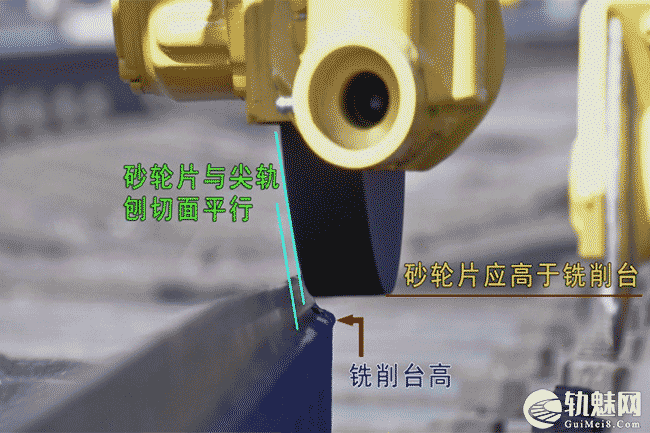
图9 尖轨非作用边打磨
肥边打磨后用角向砂轮机对尖轨顶面非工作边棱角(尖轨非工作边与轨顶圆弧的交角)进行倒圆打磨作业。
- 倒圆打磨范围:尖轨刨切段尖轨顶面非工作边棱角全部进行倒圆弧处理。
- 倒圆弧尺寸:尖轨宽度20~30mm范围,倒圆弧R3~R4mm; 尖轨宽度 30~50mm 范围,倒圆弧 R4~R5mm;小于 20mm 和大于
50mm 的断面前后采用过渡顺接。
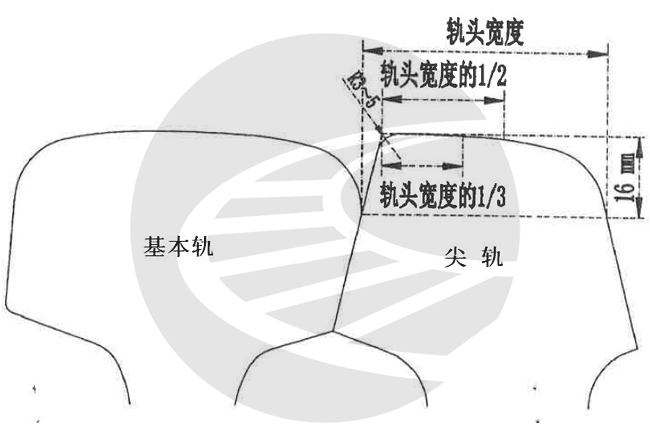
图10 尖轨非作用边倒圆打磨示意图
(三)基本轨或护轨基本轨工作边打磨(MC3 道岔打磨机) 基本轨工作边打磨,以消灭基本轨工作边肥边为目的。将
尖轨操动至开口位,调整道岔打磨机砂轮片高度(砂轮片底边在打磨点以下 20-30mm)。调整砂轮片角度,从-1 度至 18 度逐角度打磨(按每 2 度进行角度转换),直至消除基本轨刨切段或护轨基本轨作用边的肥边及其它缺陷。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
打磨时接触要轻 ,推机要稳,返回要快,用力要均匀,注意在打磨时不可在一点停留时间过长,避免造成轨件局部退火和基本轨工作边凹凸不平影响轨距不良,打磨后用角向砂轮机进行局部倒圆、打磨毛刺和抛光作业。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

图11 基本轨作用边打磨
(四)尖轨、基本轨顶面打磨(MV3 道岔打磨机)
尖轨、基本轨顶面打磨,是以消灭尖轨、基本轨鱼鳞伤、剥离掉块、光带不良为目的。先将道岔尖轨操动至闭合状态, 调整砂轮角度,从 30 度开始至 0 度按每 2-4 度进行角度转换打磨,直至消除尖轨及基本轨前部的鱼鳞纹、剥离掉块、光带不良,基本轨前部是指尖轨断面宽 50mm 处至岔前顺坡接头。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
再将道岔操动至开口位,继续使用 MV3 道岔打磨机进行打磨,砂轮角度从 30 度开始至-30 度按每 2-4 度进行角度转换, 直至消除基本轨的鱼鳞伤、剥离掉块、光带不良、轨面不平顺。

图12 基本轨轨顶打磨
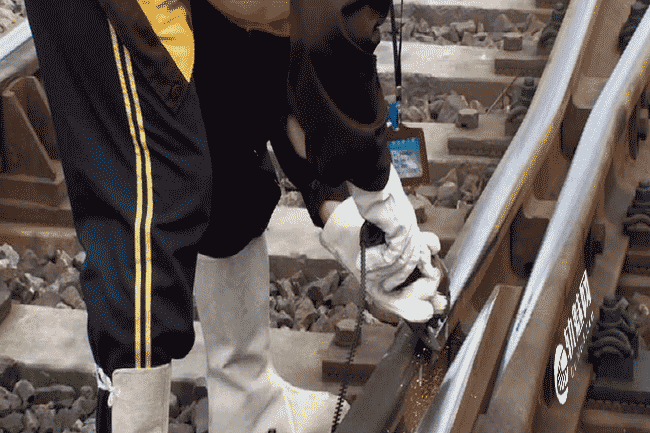
(五)焊缝打磨(仿形打磨机或精磨机)
(1)对高凸焊缝的打磨。先用 lm 直尺测出焊缝接头最高点位置,使用塞尺检查出钢轨顶面不平度,作用边不直度,按轨 号、股别、深度、长度做好记录,将需要打磨的位置和深度用 石笔标记在钢轨非工作边一侧,打磨时每次下刀要循序渐进, 推行要稳,用力均匀,打磨时不可在一点反复打磨,避免单点 作业时间过长而造成轨面局部退火和轨面出现凹凸及发蓝现象, 打磨过程中用一米钢尺对焊缝进行反复测量,防止接头磨低。 接头焊缝打磨完毕后,应留有 0.1mm 的尖点。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)对低凹焊缝的打磨。先用1m 直尺测出接头焊缝低凹量, 再用塞尺测出低凹焊缝两侧尖点,先用轨面打磨机以一千五百分之一顺坡对两侧尖点进行打磨(一般是距焊缝 0.5m 以外),两侧尖点打磨完后,如打磨顺坡终点用一米直尺量还有大于0.3mm 的尖点,应延长顺坡长度。打磨完成后,根据打磨量,接头焊缝两侧各一根枕用塑胶垫板垫高1mm 并做好顺坡。钢轨踏面打磨过程中,应不断变换打磨角度,使打磨后的钢轨接近钢轨踏面的初始轮廓,保持正确的轮轨接触关系,严禁将钢轨踏面打磨成平面。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
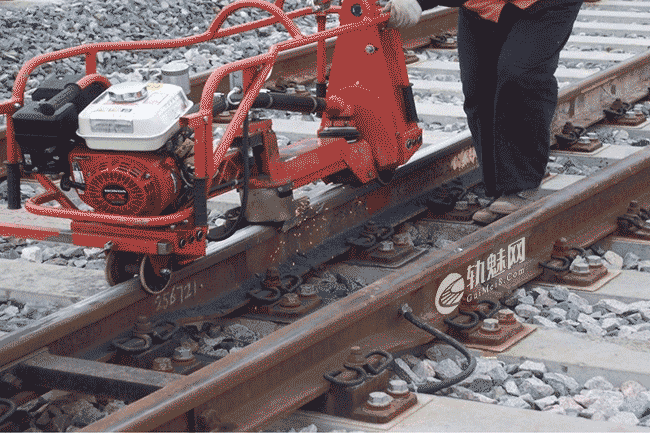
图13 精磨机焊缝打磨
严禁使用角向砂轮机代替仿形打磨机或精磨机对焊缝轨面进行打磨。
(六)合金钢组合辙叉心轨与叉跟轨拼接处打磨(棒式打磨机)
使用棒式打磨机在合金钢组合辙叉心轨与叉跟轨圆弧连接处,沿拼接缝打磨开槽并进行倒棱(开槽深度 5mm),防止合金钢组合辙叉心轨与叉跟轨拼接连接处出现飞边,造成轨面揭皮掉块的现象。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
-
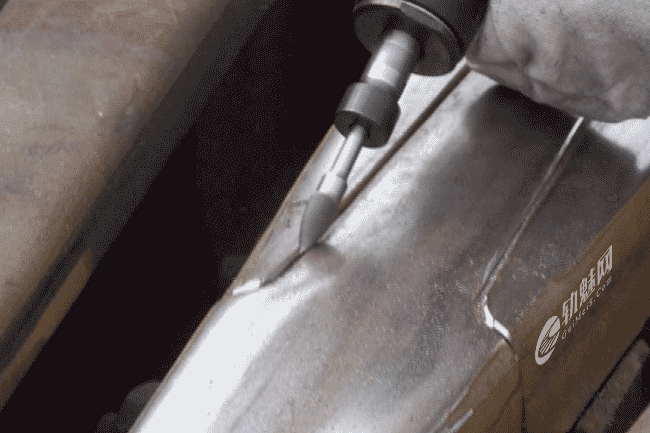
- 图14-1 棒式打磨机打磨拼接缝及打磨后效果
-
- 图14-2 棒式打磨机打磨拼接缝及打磨后效果
(七)辙叉心轨及翼轨肥边打磨(MC3 道岔打磨机或角向砂轮机)
调整道岔打磨机砂轮片高度(砂轮片底边在打磨点以下20-30mm),砂轮片角度应与辙叉心轨(翼轨)作用面平行,应分次打磨,直至消除辙叉心轨(翼轨)工作面的肥边及其它缺陷。打磨时砂轮片与轨件接触要轻,推机要稳,返回要快,用力要均匀,砂轮片避免在一点停留时间过长(会造成轨面局部退火和工作边凹凸不平),同时对钢轨作用边进行倒圆。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

图15 道岔打磨机辙叉心轨肥边打磨
当辙叉心轨(翼轨)作用边肥边较小时(<1mm),可用角向砂轮机进行肥边打磨。
-

- 图16 角向砂轮机打磨辙叉心轨肥边
-
- 图17 角向砂轮机打磨辙叉翼轨肥边
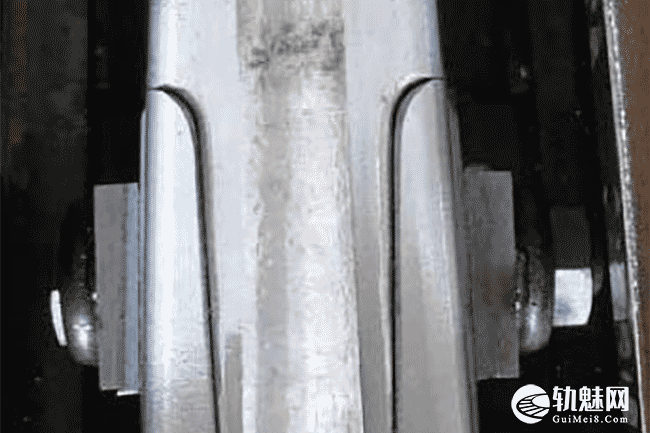
(八)辙叉心轨及翼轨预防性和修理性打磨(MV3 道岔打磨机)
1.测量辙叉心轨(翼轨)磨耗量及相对高差值
2.心轨垂磨测量点:心轨断面 20mm、30mm、40mm 处。
3.翼轨垂磨测量点:测量位置在心轨断面宽度对应的翼轨顶面处。
4.测量工具:合金钢组合辙叉心轨翼轨磨耗测量仪。
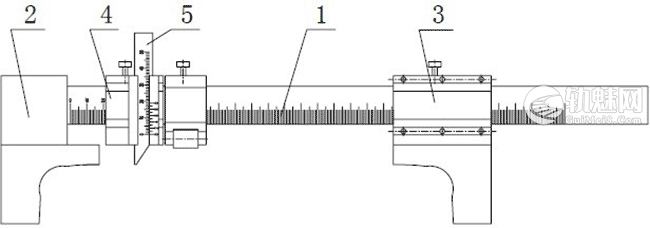
图18 合金钢组合辙叉心轨翼轨磨耗测量仪
合金钢组合辙叉磨耗测量仪主要包括:①直尺;②固定支座;③游动支座;④游动标尺;⑤高度标尺 。
4.测量。将测量仪架在需要测量位置的翼轨上,使两支座与翼轨轨顶面及侧面贴合,移动游动标尺至磨耗的翼轨或心轨上方,向下推动高度标尺,使其尖端与翼轨或心轨相接, 读取高度值,减去翼轨或心轨不同部位理论降低值,即为实际垂磨数值。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
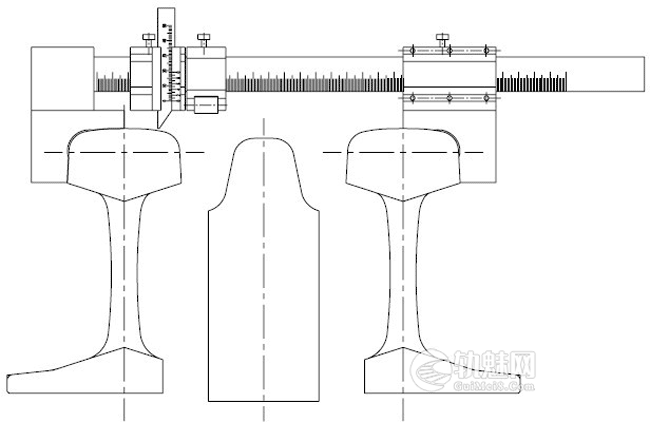
图19 测量心轨、翼轨磨耗值及相对高差
| 心轨断面宽度 | 9号辙叉 | 12号辙叉 | 18号辙叉 | |||
| 位置(mm) | 设计降低值 | 位置(mm) | 设计降低值 | 位置(mm) | 设计降低值 | |
| 20mm | 577.7 | 6.7mm | 961.7 | 7.4mm | 1657 | 7.4 |
| 30mm | 487.5 | 6.1mm | 841.5 | 6.9mm | 1470.2 | 6.9 |
| 40mm | 397.2 | 5.6mm | 721.3 | 6.5mm | 1286.4 | 6.5 |
| 50mm | 306.9 | 5mm | 601 | 6mm | 1099.5 | 6 |
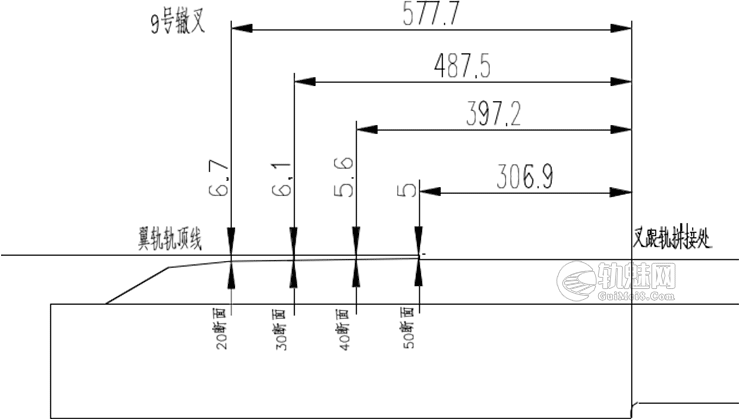
图20-1 合金钢组合辙叉心轨设计降低值
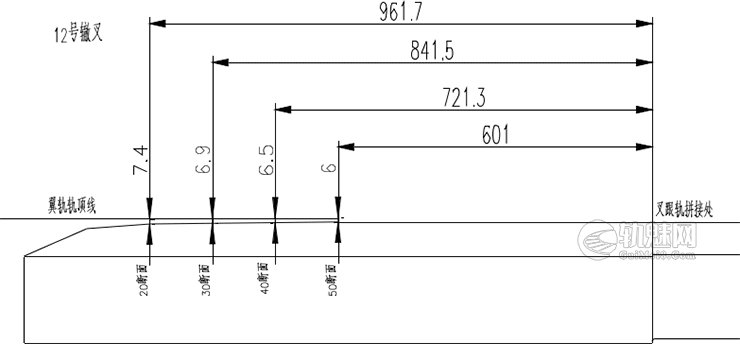
图20-2 合金钢组合辙叉心轨设计降低值
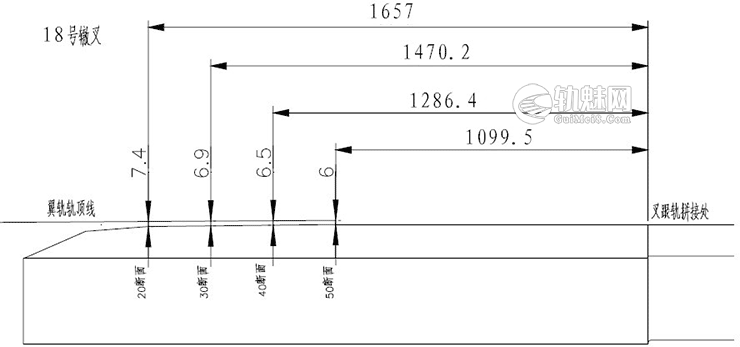
图20-3 合金钢组合辙叉心轨设计降低值
注:上图为心轨设计高度断面图,实际磨耗应在相应位置量出翼轨轨顶线与心轨高差后,减去设计高差,即为心轨磨耗值。
2.恢复翼轨与心轨设计高差值
根据测量的心轨、翼轨实际磨耗值和实际相对高差,通过调整合金钢组合辙叉心轨下胶垫厚度恢复翼轨与心轨的设计高差值,心轨下增加约 2mm~4 胶垫(新换铺是采用 2mm、后期采用 4mm),要求:①翼轨下严禁加垫,保持心轨降低值略小于设计降低值;②必须加垫弹性胶垫,不可加垫钢板、竹片等硬物。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.辙叉心轨、翼轨轨面打磨
使用 MV3 道岔打磨机,调整砂轮角度,从 30 度开始至 0 度按每 2-4 度进行角度转换打磨,打磨时每次下刀要循序渐进, 推行要稳,用力均匀,打磨时不可在一点反复打磨,避免单点 作业时间过长而造成轨面局部退火和轨面出现凹凸及发蓝现象,直至消除辙叉心轨和翼轨轨面的鱼鳞伤、麻点和光带不良。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
翼轨顺延性打磨长度为车轮碾压面终点处前后 1 米范围内打磨并顺坡,且必须将因车轮碾压磨耗形成的台阶打磨平顺。
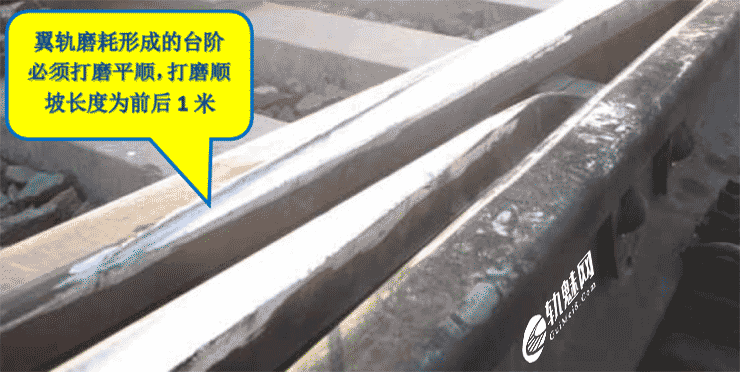
图21 辙叉翼轨顺延性打磨要求
六、验收标准
文章来源:
广州铁路集团公司工务处《普速铁路道岔人工打磨作业指导手册》2016年5月


